Как варить чугун
 Чугун – сплав, основными компонентами которого являются железо и углерод, а дополнительными – легирующие добавки и примеси. По своей структуре чугуны делятся на серые и белые.
Чугун – сплав, основными компонентами которого являются железо и углерод, а дополнительными – легирующие добавки и примеси. По своей структуре чугуны делятся на серые и белые.
- Особенности сварки чугуна
- Сварка по чугуну: подготовка
- Технологии сварки чугуна
-
- Видео
-
- Способы сварки чугуна
- Наплавка чугуна
- Техника безопасности
 Белый чугун на изломе имеет белый или светло-серый цвет, отсюда и название данного вида. Углерод находится в белом чугуне в виде цеменита. Белый чугун не поддается механической обработке из-за своей хрупкости и высокой твердости; в производстве различных изделий применяется редко; сварке не подлежит.
Белый чугун на изломе имеет белый или светло-серый цвет, отсюда и название данного вида. Углерод находится в белом чугуне в виде цеменита. Белый чугун не поддается механической обработке из-за своей хрупкости и высокой твердости; в производстве различных изделий применяется редко; сварке не подлежит.
Из белого чугуна посредством отливки и длительной термообработки при температуре 1000°С получают ковкий чугун. Данный вид благодаря своим технологическим и механическим свойствам используется при производстве различных деталей, способных выдерживать ударные и вибрационные нагрузки. Ковкий чугун применяется при строительстве автомобилей, сельскохозяйственных машин, судов, станков и т.д. Поэтому исполнителям важно знать, как варить ковкий чугун.
Высокопрочные чугуны получают посредством добавления в сплав легирующих добавок; используются при изготовлении ответственных деталей в машиностроении, высокопрочных труб.
Излом серого чугуна обладает серебристо-серым цветом, весь углерод в его составе содержится в виде графита. Данный вид отлично обрабатывается режущим инструментом; широко применяется как конструкционный материал; характеризуется хорошими литейными свойствами; высокой износостойкостью; обладает способностью гасить вибрации.
Недостатки: пониженная прочность и высокая хрупкость.
Особенности сварки чугуна

На фото: пора в сварочном валике
Чугун обладает рядом специфических характеристик, которые влияют на сварочный процесс:
- Высокая скорость охлаждения чугуна приводит к “отбеливанию” – на поверхности образуется слой белого чугуна, который является хрупким и необрабатываемым.
- Неправильный выбор температурного режима может вызвать перекалку сплава в околошовной зоне, что приводит к образованию трещин.
- Активное образование газов в сварочной ванне может привести к пористости сварных швов.
- Высокая текучесть чугуна усложняет формирование шва, так как расплавленный металл вытекает из ванны.
- Неравномерный нагрев и охлаждение вкупе с хрупкостью сплава может вызвать образование трещин.
- Окисление кремния приводит к появлению на поверхности сварочной ванны тугоплавких оксидов, что приводит к появлению непроваренных участков.
Несмотря на множество трудностей сварка чугуна распространена как при ремонте изделий, так и при исправлении брака чугунного литья, а также при изготовлении сварно-литых конструкций. Наличие специфических характеристик требует того, чтобы исполнитель точно знал, чем можно варить чугун. Ведь от этого зависит не только удобство и комфорт во время сварочных работ, но и получение качественного и надежного соединения.
Сварка по чугуну: подготовка

Технология сварки чугуна должна включать грамотный этап подготовки, предотвращающий появление дефектов в будущем.
Трещины в чугунных изделий имеют глубокую и тонкую структуру. Для достаточной проварки дефекта необходимо разделать трещины на всю глубину. Разделка может осуществляться вырубкой или шлифованием (механические способы); дуговой или кислородной строжкой или резкой (термические способы).
Длина разделки должна превышать длину трещины на 5-6 мм. с обеих сторон. Разделка должна плавно выходить на поверхность. Глубина разделки сквозных трещин должна быть на 1-2 мм. меньше толщины изделия. Глубина разделки несквозных трещин должна превышать глубину её расположения не менее чем на 1-2 мм. После разделки концы трещин необходимо засверлить. Если засверлить трещины нет возможности, то нужно их вырезать, а концы – закруглить.

Чтобы предотвратить перекалку чугуна следует произвести грамотную разделку кромок, которая способствует равномерному нагреву рабочей поверхности. Скосы кромок толстостенных деталей должны составлять 45 градусов.
Зачистка свариваемой поверхности от загрязнений проводится наждачной бумагой, болгаркой, щеткой с металлическими ворсинками, пескоструйкой. Устойчивые и сильные загрязнения можно удалить с помощью пламени горелки.
При работе с тонким металлом требуется применять графитовые формы. Они выполняют функцию подкладки под изделие. Это позволяет поддержать прогретый участок и сохранить первоначальную форму детали.
[ads-pc-2][ads-mob-2]
Технологии сварки чугуна
В зависимости от отсутствия или наличия предварительного подогрева, а также величины температуры прогрева выделяют следующие технологии сварки чугуна:
Горячая сварка применяется, в основном, в промышленных и производственных условиях. В домашних условиях очень сложно прогреть изделие до температуры в 600-650°C, так как для этого необходимо специальное оборудование. Данная технология помогает избежать образования трещин в наплавленном металле.
Исполнитель должен стараться равномерно нагревать чугунные детали. Разница температур основного изделия и шва может привести к разломам. Перед нагреванием свариваемые конструкции нужно закрепить для устранения напряжения, которое может привести к образованию трещин. Следует избегать нагрева свыше 750°C. При воздействии таких высоких температур металл переходит в стадию расплавления.
Видео
Посмотрите ролик, где профессионал сваривает развалившуюся на части чугунную деталь используя электрод УОНИ-13/55.
Полугорячая сварка применяется как в промышленных, так и в домашних условиях. Предварительный нагрев составляет до 400-450°C.
Согласно технологии холодной сварки предварительный подогрев не требуется. Холодная сварка активно используется в быту, когда специальное оборудование отсутствует, а потребность в сваривании носит эпизодический характер. Однако, соединение, созданное по такой технологии, отличается невысоким качеством. Если только не используется высококачественный специальный электрод, как, например, Zeller 855 на нижеследующем видео.
Способы сварки чугуна
1. Ручная дуговая сварка может проводиться по горячей, полугорячей и холодной технологиях. В зависимости от выбранного метода, разнятся виды используемых электродов.
Ручная дуговая сварка горячим методом осуществляется в несколько этапов:
- подготовка изделия;
- предварительный нагрев детали;
- сваривание;
- постепенное охлаждение.
Горячая ручная дуговая сварка может выполняться плавящимися и угольными электродами. К первому типу относятся чугунные стержни, электроды с медной и никелевой основой. 
Сварка ковкого чугуна осуществляется расходниками марок ОЗЧ-2 и ОЗЧ-6, МНЧ-2, ЦЧ-4.
Для работы с серым чугуном предназначены электроды ОЗЖН-1 и ОЗЖН-2, МНЧ-2, ОЗЧ-2, ОЗЧ-4 и ОЗЧ-6.
Для высокопрочных чугунов подойдут сварочные материалы ОЗЖН, ОЗЧ-3, ОЗЧ-4, МНЧ-2.
Сваривание проводится непрерывно на больших величинах тока. Каким током варить чугун зависит от марки выбранного расходника. Однако, сваривание угольными электродами осуществляется на постоянном токе прямой полярности.
Основные недостатки данной технологии:
- трудоемкость сварочного процесса;
- сложность обеспечения равномерного нагрева конструкции;
- значительная продолжительность работ;
- высокая стоимость всего спектра необходимого оборудования.
В некоторых случаях к металлу шва предъявляются менее жесткие требования. В подобных ситуациях целесообразно применять полугорячую и холодную ручную дуговую сварку. Применяемые виды электродов: чугунные, с медной и никелевой основой, расходники общего назначения (обычные/стальные).
2. Сварка чугунных изделий может проводиться с применением неплавящихся электродов: вольфрамовых, угольных, графитовых.
Подробная информация о соединении чугуна различными видами электродов представлена в статье “Сварка чугуна электродами“.
3. Полуавтоматическая горячая, полугорячая и холодная сварка чугуна. Технология MIG проводится в среде инертного газа, а MAG – в среде активного газа.
Суть процесса МИГ/МАГ: сварочная проволока (например, ПП-АНЧ-1, ПП-АНЧ-2, ПП-АНЧ-3) механизированным способом подается в зону электрической дуги, там она расплавляется и образует сварное соединение. В зону дуги подается газ, который защищает сварочную ванну от взаимодействия с атмосферным воздухом.
Горячий метод сварки полуавтоматом применяется в тех случаях, когда необходимо качественное соединение с высокими показателями сопротивления разрыву и излому. Для минимизации количества трещин изделие необходимо охлаждать постепенно.
Полугорячая технология используется для сварки изделий, испытывающих некоторые нагрузки при эксплуатации.
Холодный метод сварки чугуна полуавтоматом отличается простотой, применяется для сваривания неответственных деталей, которые не будут подвергаться нагрузкам.
Непрерывная подача проволоки позволяет выполнять большой объем работ за достаточно короткое время. Результат носит удовлетворительный характер. 
4. Аргонодуговая сварка чугуна (технология TIG) отличается сложностью процесса. Средой, защищающей сварочную зону от воздействия окружающего воздуха, является газ аргон. В качестве присадочного материала используются чугунные, никелевые или алюминиево-бронзовые прутки. Последний тип присадки не рекомендуется использовать, если свариваемое изделие будет подвергаться тепловому воздействию. Также исполнителю понадобятся вольфрамовые электроды.
Данный способ требует выполнения некоторых требований:
- изделие перед сваркой необходимо нагреть, это предотвратит возможность появления трещин;
- нужно применять небольшие величины переменного тока;
- для контроля температуры следует осуществлять соединение короткими участками;
- каждый шов нужно простукивать (проковывать) молотком для снятия напряжений;
- изделие после сварки должно остывать постепенно и медленно.
5. Газовая сварка чугуна выполняется после равномерного и более длительного (по сравнению с дуговой сваркой) прогрева изделия. Нагрев позволяет снизить вероятность возникновения отбеленных участков. Скос кромок делается V-образным, угол раскрытия – 90 градусов. Скашивание проводится только при работе с изделиями, толщина стенок которых превышает 4 мм. 
В качестве присадочных прутков применяются чугунные стержни. Диаметр стержней высчитывается следующим образом: толщина изделия, мм./2 или толщина изделия, мм/2 + 1 мм. Для газовой сварки чугуна также необходимо использование флюса (например, ФСЧ-1, ФСЧ-2, БМ-1). Присадочный пруток покрывают флюсом, а также флюс подсыпают в сварочную ванну. Кроме этого, флюс выполняет несколько функций:
- защита сварочной ванны от окисления;
- перевод тугоплавких окислов в легкоплавкие шлаки;
- улучшение сплавляемости;
- повышение жидкотекучести металла ванны и шлаков.
Сварочное пламя должны быть нормальным или науглероживающим. Сваривание выполняется в нижнем положении. Для обработки крупных деталей желательно использовать две горелки.
Медленное остывание чугунных изделий после газовой сварки осуществляется под слоем асбеста.
[ads-pc-3][ads-mob-3]
6. Электрошлаковая сварка позволяет получить удовлетворительные свойства швов из серого чугуна, без отбеленных участков, трещин, пор и других дефектов. Также данная технология применяется при исправлении дефектов в крупных чугунных отливках, т.е. когда для ремонта необходимо наплавить большой объем металла. Кроме этого ЭШС используется при изготовлении крупногабаритных массивных изделий из высокопрочных чугунов. Расходными материалами являются литые чугунные пластины, использующиеся в качестве электродов, и фторидные обессеривающие и неокислительные флюсы – в качестве флюсов. 
7. Лазерная сварка чугуна является безопасным и высококачественным методом. Для получения швов без трещин применяется две разновидности сваривания:
- Лазерная сварка с индукционным нагревом, который осуществляется предварительно или во время сварочных работ. Нагрев позволяет повысить контроль рабочего процесса, в частности снять переходные напряжения; ограничить возникновение трещин; уменьшить излишнюю твердость наплавленного металла; повысить скорость сваривания.
- Лазерная сварка с присадкой эффективна не только при соединении чугунных изделий друг с другом, но и для надежной сварки чугуна и различных типов сталей: конструкционные, цементованные, закаленные. Данная технология подходит для сварки корпусов, элементов шестерен, осей и других деталей в автомобильной промышленности и машиностроении.
8. Контактная сварка применяется для работы с чугунными трубами, подразумевает оплавление и предварительный нагрев концов конструкции. Это предупредит образование закалочных структур. Сварные швы характеризуются достаточно высокой плотностью.
9. Плазменная пайко-сварка чугуна. Для удаления графита из структуры чугуна, который затрудняет смачивание рабочей поверхности расплавленным припоем, используется пескоструйная обработка. Паяемые поверхности следует подготовить – обработать флюсом № 209 или 284 при температуре 600-700°С. Затем изделие необходимо обезжирить ацетоном, бензином или раствором щелочи. Пайка проводится паяльником или газовой горелкой с применением флюсов на основе хлористого цинка. При низкотемпературной пайке используются оловянно-свинцовые или другие легкоплавкие припои, при высокотемпературной – припои на основе меди или серебряные припои.
Наплавка чугуна
 Наплавка чугуна может производиться с помощью специальных электродов следующих марок:
Наплавка чугуна может производиться с помощью специальных электродов следующих марок:
МНЧ-2, применяется для ответственных стыков, наплавка выполняется без подогрева.
ОЗЖН-1 предназначены для осуществления работ по заделке серьезных дефектов.
ОЗЧ-2 используются для наплавления ковкого и серого чугуна.
Технология наплавки чугуна представлена в статье “Наплавка металла: электродом и другие”.
Газовая наплавка осуществляется с помощью теплоты, выделяемой при горении смеси ацетилена (заменителей ацетилена) и кислорода. В качестве расходных материалов используются литые прутки и флюсы.
Техника безопасности
Выполнение сварки в производственных условиях требует, чтобы исполнитель был аттестован для осуществления соответствующего вида работ.
Участок горячей сварки должен быть оснащен специальным оборудованием, которое выполняет функцию удаления пыли, выделяющейся при сварке.
Также существуют общие правила, которых необходимо придерживаться как профессиональным сварщикам, так и домашним мастерам:
- Сварочный аппарат должен иметь заземление, что гарантирует безопасность исполнителю.
- Обязательно использование индивидуальных средств защиты.
- Электросварка в домашних условиях должна проводиться в хорошо проветриваемом и освещенном помещении.
Сварка чугуна электродом в домашних условиях — технология.

У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности работы с чугуном
Рабочие со стажем определят свариваемость металла всего лишь по единому разрезу. Если структура является мелкодисперсной, а оттенок близок к серому, то такой чугун сваривать намного проще, чем темные крупнозернистые породы. Если говорить о соединении деталей, находящихся длительное время в масле, или тех, что постоянно подвергались окислениям в воде, грунте либо других средах, то такие сварочные материалы не являются подходящими. Следует принимать во внимание, что чугун принадлежит к материалам с ограниченной свариваемостью, и учитывать ряд его особенностей:
 металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;- при несоблюдении температурных режимов и перекаливании металла углерод выгорит, образуются поры;
- отсутствие необходимой температуры и минимальная пластичность — главные причины напряжений в местах соединения швов;
- расплавленным чугуном могут создаваться окислы с температурой плавления выше, чем у исходного материала.
 металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;
металл относится к жидкотекучим, потому единственным допустимым рабочим положением является нижнее;Главный недостаток, с которым сталкиваются молодые мастера, — когда детали остывают, в местах сварки образовываются трещинки. Предотвратить такие последствия возможно только при строгом соблюдении технологии холодного сваривания.
Технологии соединения деталей
Существует три широко известные методики соединения чугунных деталей. Речь идет о таких работах:
- Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
- Полухолодное сваривание. От первого способа отличается только температурой нагрева. В этом случае температура нагрева изделий не должна превышать 350 градусов.
- Холодная сварка. Нагрев заготовок исключается, но в пределах технологии есть многочисленные нюансы, без которых нельзя получить шов высокого качества. Сварка чугуна электродом в домашних условиях инвертором выполняется именно таким методом.
 Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.
Горячая сварка. Ее считают самой распространенной и правильной. Суть в том, что перед началом использования электрода заготовка должна прогреться до 600 градусов, давая возможность избегать появления соединений с завышенной температурой, перекалок и напряженностей в местах сваривания.Как подготовить материал
Чугуну требуется предварительная подготовка перед началом сваривания. Сначала нужные места защищают, используя болгарку с кругом в виде лепестка либо другие подходящие насадки. Верхний слой защищают до уровня не окисленного металла, обезжиривая бензином или растворителем. Если нужно избавиться от трещин, металл чистят, пока не покажутся их окончания, строго в тех точках насверливают отверстия с диаметром 10 мм.
Говоря о том, как сварить чугунные детали, стоит выделить и некоторые особенности подготовительного этапа:
- Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
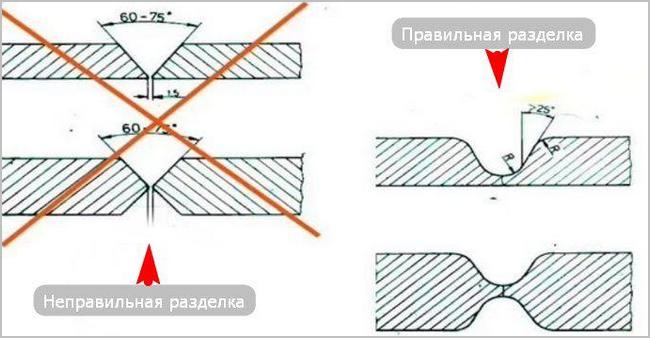
- Проведение разделки кромок. Нельзя допускать острых краев в местах сопряжений металла, их следует сделать сферическими.
- Нужно пользоваться специальными электродами. Давая ответ на вопрос относительно того, как заварить чугун обычным электродом, нужно отметить, что это практически нереально. Специалисты советуют приобретать присадки, среди компонентов которых хром, медь, никель и другие лигатуры, упрощающие наплавление на чугун аргоном.
 Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.
Шпильки. Работы могут выполняться как послойно (опорные элементы не задействуются), так и со шпильками. Они полностью стальные. Размеры подпадают под строгий регламент, к примеру, их диаметр не должен занимать более 40% объема чугуна при максимальном расстоянии 6 диаметров и выступлении над основанием в 4−6 мм. На используемое количество влияют только величины соединений, но не более четверти от площади изломов.Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Методы сварки
Специалисты выделяют 3 метода сварки чугуна: 
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая.
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс: острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.

Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
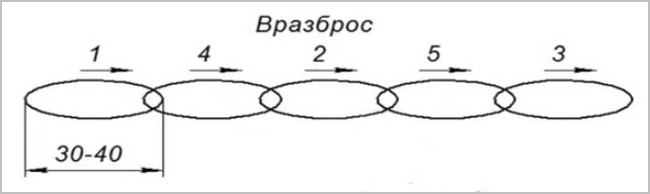
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Внимание! Сварка чугуна не предназначенными для этого электродами возможна, но мы не рекомендуем применять ее в сколько-нибудь ответственных соединениях! Данную информацию приводим лишь для сварки с экспериментальными целями.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Как варить чугун?
Как варить чугун?
Теория гласит что при этом полюбому образуются трещины, с другой стороны есть какие-то народные способы с обматыванием элекрода медной проволокой и специальные электроды для чугуна.
Как всеже в бытовых условиях приварить что-то стальное к чугунной трубе или заварить трещину в радиаторе отопления?
Какова роль меди намотанной на электрод?
SK-18rus написал :
Какова роль меди намотанной на электрод?
Электроды по чугуну – медные, по сути получается не сварка, а высокотемпературная пайка. В бытовых условиях чугун лучше не варить, тем более радиатор отопления.
Викторыч написал :
Электроды по чугуну – медные
Замечу для правильности, что не только медные. Качественными электродами можно многое зававарить, но необходимо обязательно соблюдать температурные режимы изделия: предварительный подогрев, последующее остывание. Иначе деффекты будут.
SK-18rus написал :
Как всеже в бытовых условиях приварить что-то стальное к чугунной трубе или заварить трещину в радиаторе отопления?
Просто приварить побаловаться можно и электродами по стали. А насчет радиатора согласен с Викторычем .
А способов по сварке чугуна много в литературе по сварке, если интересуетесь.
У меня лично основной способ герметичной заварки чугуна- это пайка втп лок, так я варил выхлопной коллектор иномарки, а так же чугунные фитинги для труб, качество вполне сносное. Однажды паял чугун чугуном, в принципе получается но он при этом становится твердым как победит, ну и хрупким конечно.
не вводите человека в заблуждение,ничего греть не надо,электроды обычные по чугуну медно-никелевые марка”МН” там 50 на 50 меди и никеля,варят на холодную,в любой крупной конторе по продаже электродов есть,а обмотка медной проволокой это действительно народный способ но только как выход из положения, батареи я бы поостерегся варить для себя
для себя
Самый лучший и качественный метод сварки чугуна , в ТОМ ЧИСЛЕ И ОТВЕТСТВЕННЫХ деталей типа блоков цилиндров и выхлопных коллекторов это сварка полуавтоматом проволкой ПАНЧ-11 , в крупных авторемонтных предприятих должна быть . Правда сейчас эта проволка очень видимо дорогая , я собственные остатки запасов как лом продал по 300р./кг за ненадобностью полтора года назад . Варит прекрасно , без трещин и зон отбела .
Хочу приварить к крышке канализационного люка (кажись чугунной) стальные ручки от армейского ящика из под боеприпасов. Стоит ли заморачиваться? Или овчинка выделки не стоит. Выдержат ли ручки (сварное соединение), толщина крепежа их 2 мм?
Спасибо за ответ.
ВАДИКУС написал :
Хочу приварить к крышке канализационного люка (кажись чугунной) стальные ручки от армейского ящика из под боеприпасов.
Вы хотите сделать щит для рыцарских турниров?
Не проще-ли просверлить щит и поставить ручки на болтах?
BV написал :
Не проще-ли просверлить щит и поставить ручки на болтах?
Не ищю легких путей. Я даже не знаю, можно ли его (ЕЕ-крышку люка) просверлить?
П.С. Откуда, или где мои строители достали этот люк, до сих пор не пойму. В нем нет ни одного отверстия, за что можно было бы зацепиться, первый и последний раз открывали с помощью 5-и отверток. Отсюда и возникла мысль приварить к нему вышеупомянутые ручки.
2ВАДИКУС Одна дырка и крюк для люков как осмотрщиков. Всё.
Можно две дырки и два вставных крюка.
Чугун чугуну рознь бывают они серые,белые,ковкие. Некоторые из них в быту заварить вообще нереально. В общем методом тыка попробуте. электродами. возможна полуавтоматическая сварка в Гелии. газовая сварка. в общем пробуйте
на днях приволокли мне электордвигатель с обломанными лапами крепления, попросили прварить его к стальному листу ст458 после многих проб выяснилось что чугун прекрасно варится обычными озс12уд2 четвёркой при 180А , всё прекрасно только надо постоянно следить за прокипанием а то дыра будет быстрее чем сварка
ВАДИКУС написал :
можно ли его (ЕЕ-крышку люка) просверлить?
Чугун сврлится (и резьба в нём режется) гораздо легче, чем в стали.
Спасибо всем за полезные ответы-советы!
С уважением,
Вадикус
Простите за offtop, недавно нужно было пропилить паз в чугунной плите. Пилил лобзиком. пилишь насухую – пилит потихоньку, как только пытался смазать пилку (что маслом, что керосином) пилить перестает почти сразу – елозит на одном месте. Что за фигня? По виду вроде как зубья пилки забиваются чугунной пылью. У кого-то так было?
marat_k написал :
Простите за offtop, недавно нужно было пропилить паз в чугунной плите. Пилил лобзиком. пилишь насухую – пилит потихоньку, как только пытался смазать пилку (что маслом, что керосином) пилить перестает почти сразу – елозит на одном месте. Что за фигня? По виду вроде как зубья пилки забиваются чугунной пылью. У кого-то так было?
Чугун содержит графит.
Всеж таки треснувший радиатор заварить электродом для чугуна не получится?
Попробовать ацетиленом – латунью запаять?
Что посоветуют господа Спецы?
2Ferda
Не прошло и двух лет.
Если никогда не варили чугун, то на радиаторе отопления учиться НЕ НУЖНО. ИМХО.
Сам варю чугунину, точнее с неё начал. На ДТ-75М вылетела собачка около пускача. Корпус треснул и откололся кусок. Приехали в умат пьяные механики = тебе надо =ТЫ и вари. А я учился в 7 классе. Пришлось варить = зарплата зависела от выработки. “Косоглазых и лопоухих” набрал так, что неделю в очках ходил. Прошло много лет. До сих пор спокойно варю чугун. Только постоянкой и электродами LB-52U. Массивные детали с обязательным прогревом и после сварки – с медленным процессом остывания с прогревом. Для этого держу газовую горелку и ящик металлический. Соединение отлично держится, но добиться начальной прочности металла добиться трудно. При увеличении нагрузки и температурных деформациях, есть вероятность проявления и роста трещин около места сварки. ИМХО
Как мне сказал один сварщик , работавший на АЭС , медной проволокой обматывают электрод , если ничего другого нет , чтобы чугун не разбрызгивался ну и как присадка.
AMA3OH написал :
Если никогда не варили чугун, то на радиаторе отопления учиться НЕ НУЖНО.
Спасибо за советы, уважаемый Амазон.
Сварочник у меня постоянно-точный:”Дуга” – неплохой агрегат. Электроды на рынке продают по 30р./шт – “для чугуна” – марку не говорят. Из-под обмазки – медное покрытие видно. Радиатор лопнул – х/з почему, не размораживался. Трещина вертикальная, 70-80мм, снаружи, в легкодоступном месте. Солью воду, прогрею паяльной лампой и попробую вертикальным швом, снизу вверх. Какой ток порекомендуете? Ампер 80?- чтоб дырку не прожечь, стенка у радиатора – не более 2мм.
2Ferda
Чугун вертикалкой варить неудобно = ванна плохо держать будет. Удобно нижним швом. Если снять не получится, то можно вертикалкой, надеюсь у вас есть достаточный опыт варки вертикалок.
Я применяю американку – т.е. сначала снизу вверх наполняя ванну, а потом бОльшим током сверху вниз с проглажкой. Не забываем греть и остужать надо тоже с прогревом, на крайняк подойдет термофен промышленнный с регулятором температуры.
Обмазка на электродах для чугуна, и вправду делают с медными присадками. Медь удерживает ванну. Я применяю LB-52U на 2,6 и 3,2 мм. Шлака от них очень мало. Ток зависит от диаметра электрода при такой толщине радиатора = 60-80-100А. Да и от навыков зависит.
ИМХО.
Сначала попробуйте на старом ненужном куске радиатора варить, чтоб не попортить окончательно радиатор.
AMA3OH написал :
Если снять не получится, то можно вертикалкой,
Спасибо за дельные советы. применить фен не додумался, полагал – мощность слаба.
Вот, что б не снимать, попытаюсь заварить. Если что испорчу – придется снимать и менять радиатор. Замена радиатора – Дело геморойное, потому и пытаюсь выйти из положения с минимальными затратами времени и денег.
Ferda написал :
Трещина вертикальная, 70-80мм, снаружи
Для предотвращения распространения трещины в чугунных деталях рекомендуется делать засверловку по концам трещины с их последующей заваркой
Vidis написал :
Для предотвращения распространения трещины в чугунных деталях рекомендуется делать засверловку по концам трещины с их последующей заваркой
Как правило, трещина в чугуне “не распростроняется” как в пластике, а ввиду локальных перегревов – возникают новые трещины в местах сварки. Была одна аккуратная трещинка, а после сварки – иной раз целая “веточка” трещин получается. Поэтому надо равномерно греть, хорошо – газом, и одновременно варить.
Ferda написал :
Цитата:
Сообщение от Vidis
Для предотвращения распространения трещины в чугунных деталях рекомендуется делать засверловку по концам трещины с их последующей заваркой
Это укороченная цитата своими словами из букваря по ремонту оборудования в ремонтно-механических цехах
Ferda написал :
применить фен не додумался, полагал – мощность слаба
У меня Bosch-GHG-660-LCD= 2300Watt. Предложил применение фена, так как сам не раз пользовал этот девайс в помещении, где нежелательно применение бензиновой или простой газовой горелки из-за опасности повреждения обоев, линолеума, или пластика высокой неконтролируемой температурой пламени. Просто ограждал листом асбеста и работал. Насчет мощщи= при нагреве с полной нагрузкой и обдувом = сгорает пенька в резьбовых соединениях 2-х дюймовых труб.
Главное не торопиться.
на выхлопном коллекторе 3 трещины, 2 по 3 см. и одна сантиметров 6. посоветуйте как заварить. купил 2 электрода по чугуну марки Unitor Nickel-333 и ещё что то дальше вроде M/Ni-Cl (трудно разобрать ), но меди там не видно и они магнитят. есть ещё электроды LB-52U, сварочный аппарат инвертор.
1.медь и никель не образуют соединений с углеродом. Потому чугун варят медью и никелем. Атак же их сплавами. Никель предпочтительней.
- трещины засверливать обязательно.
- горячая сварка чугуна- только для крупных предприятий. в мелких мастерских, гаражиках и сарайка технологию соблюсти невозможно.Потому-только холодная.
- Всем, кто рассказывает про УОНИ, обмотку медной проволочкой,нержавеющие электроды и прочае сказки-медной проволки на шею намотаь, узлом завязать, УОНИ в глаз и в ухо, штук по десять и нержавейки в задницу. Херня это все. Присрать можно ,держать-не будет. Переварить-невозможно.
- Для ММА лично проверены ОК92.60 и кастолин 2-44. Изумительные электроды. Но дорогие.
- ПАНЧ-11 на МИГ- тема. Сам пользую. Но полярность переключать обязательно.Годная проволка,хорошая.
- Можно варить ТИГом. ПАНЧем или монельметаллом, никелем. Проверено, работает.
- Разделка трещины-обязательна. Для ПАНЧа-узкая, кругом от болгарки, для ММА-пошире, V или Uобразная. Варить по три-четыре сантиметра.Давать остыть, чтоб рука терпела, пока горячая-проковка молоточком. Легкая проковка.
- сварка предпочтительно в нижнем положении. МИГом с ПАНЧем можно в любом.
DJONIK, никель магнитится. Указаными электродами не варил. ЛБеха не пойдет. Это аналог УОНИ, они для другого, годные электроды,хорошие.
waha написал :
Всем, кто рассказывает про УОНИ, обмотку медной проволочкой,нержавеющие электроды и прочае сказки-медной проволки на шею намотаь, узлом завязать, УОНИ в глаз и в ухо, штук по десять и нержавейки в задницу. Херня это все. Присрать можно ,держать-не будет. Переварить-невозможно.
про УОНИИ не нужно так категорично заявлять, про электроды марки ОЗЛ и ЦЛ
как правило, мало кто в курсе, какой перед ним из видов чугуна
Der Kaffee mit den Sahnen
” > много много по сварке чугуна.
чего на самодеятельность ругаюсь так- когда приносят деталь, стоимость которой десятки тысяч рублей, запоротую дедовскими методами- нет слов.Приличных. То что было хорошо при совке, когда дефицит был национальной идеей, сейчас не работает. Умные люди придумали специальные материалы и технологии разработали, умные книги написали. Вот делать надо так, как умные люди сказали. Поэтому в Германии делают мерседес, а в России-жигули. Иногда думать вредно, нужно делть так, как положено.
Andrej Eirig написал :
про УОНИИ не нужно так категорично заявлять, про электроды марки ОЗЛ и ЦЛ
как правило, мало кто в курсе, какой перед ним из видов чугуна
Где в описании УОНИ есть слово “чугун”? Это электроды для других задач. ОК92.60, ОК92.18, кастолин 2-44. Еще целая куча электродов. Турки щас делают, китайцы делают. Проблем пойти и купить-нет. Если колхозить-то уже клеем клеить можно, соплями, проволкой приматать, капитально.
waha написал :
Где в описании УОНИ есть слово “чугун”
про чугун не написано
а вы испытайте старый метод, потом расскажете всем
waha написал :
ОК92.60, ОК92.18, кастолин 2-44. Еще целая куча электродов. Турки щас делают, китайцы делают.
тогда напишите свои практически- методические указания и будем сваривать чугун по вашей технологии, как в быту так и на производстве
Der Kaffee mit den Sahnen
Мои технологии ? Я свои технологии не разрабатывал, Я сварчик, мая не технолога
? Я свои технологии не разрабатывал, Я сварчик, мая не технолога
про ЭСАБ и кастолин написал, как. ПАНЧем-тож самое. Можно ТИГом, но некошерно ТИГом я технолгию свою долго отрабатывал, и до конца не уверен что так можно. Принципы-теж самые.
Я занимюсь сваркой профессионально. Рабоаю на себя. Зачем мне испытывать методы? Пусть институты испытывают. Мне эти опыты могут встать дорого. Тем более регулярно вижу то насос весом под двести кг, то блок от МАНа, то турбину с мерикоса.Старым методом завареные. Результат-хозяин тупо встрял на бабло. В прошлом году был блок от какого то модного спорт-кара, наплавили уонями с проволочкой под коленвал. Ну заказали новый блок пацаны, с благословеного пендостана чтоли. Что с “мастером” сделали-не знаю, может закапали, потому как двигло то стоит столько, что если его на органы сдать-не хватит. Я за эти переделки не берусь, нах оно мне-все болгаркой выпили, по новой наплавь. Тем более что углерод в чугунине создает с железом и хромом карбиды.Что такое карбид хрома думаю всем известно? Эту гадость обработать невозможно. Потому применяют медь или никель. Они карбидов не создают.
“А мне вот дедушка сказал”, ” а вот на в интернете написано”, “ну раньше же так делали”. Раньше жили при лучине и мылись раз в месяц, в интеренте много что написано, а дедушка старенький, ему все равно Ни ко же использует одно сверло для всех отверстий, не крутит одной отверткой все винты подряд и пользует плоскогубцы вместо гаечного ключа. Можно. Не вопрос.Но можно и без женщины обойтись, ручками, ручками. Но с женщиной то получше
Можно ли в домашних условиях сварить чугун электросваркой и как это сделать?
Для надёжного соединения металлических деталей применяют сварочные аппараты. С помощью этого оборудования можно сделать прочный шов, который выдержит нагрузку в десятки тонн. Сварочное оборудование применяется как на предприятиях, так и в домашних условиях. Начинающие сварщики часто сталкиваются с потребностью в сварке чугунных деталей, но это не так просто. Важно знать, как сварить чугун электросваркой, исходя из особенностей этого сплава.
 Сварка чугуна
Сварка чугуна
Особенности сварки чугуна
Способы сварки чугуна отличаются от тех, которые применяются для других металлов и сплавов. Связано это с особенностями материала. Чугун содержит в своём составе до 6% углерода, из-за чего считается хрупким металлом. Из-за этого его свариваемость ухудшается. Негативными факторами для сварки этого материала являются сторонние компоненты, содержащиеся в его составе. К ним относится марганец, фосфор и сера.
При проведении сварочных работ стоит учитывать некоторые особенности:
- Плохой показатель свариваемости из-за необычной структуры материала.
- Готовые соединения не будут обладать высокой прочностью из-за большого количества трещин, образующихся при сварке.
- Расплавленный чугун подвержен окислению.
- Большое количество углерода в составе способствует образованию пор во время сварочных работ.
Промышленные марки чугуна практически не поддаются воздействию сварочного оборудования.
Аппараты и расходные материалы
Чтобы проводить сварочные работы, требуется использовать специальное оборудование. Специалисты рекомендуют использовать аппараты, вырабатывающие постоянный ток (инверторы). Сварочное оборудование, в котором используются трансформаторы, обладает низким КПД и ухудшает конечный результат.
Для работы инвертора понадобятся расходные материалы в виде электродов. Их диаметр должен быть не менее 3 мм. Сварка чугуна электродами позволяет сделать более качественный шов, чем при работе полуавтоматом. Лучшими расходными материалами для этого сплава считаются ОЗЧ-2 и МНЧ-2.
Чугун можно варит аргоном. Для этого применяется омедненная проволока. Процесс работы с этим оборудованием аналогичен использованию инвертора. С помощью аргоновой сварки можно сваривать пластины толщиной до 4 мм.
Способы сварки
Существует две технологии сварки чугуна — горячая и холодная. Сварщик сам выбирает какую применить в зависимости от обрабатываемых деталей.
Холодный способ сварки
Холодный способ соединения чугунных деталей подразумевает под собой использование специальных расходных материалов. Нельзя использовать обычные стальные электроды. В противном случае получится некачественный шов, который будет состоять преимущественно из вредных компонентов чугуна. При попытках зачистить готовый шов он может треснуть.
Чтобы сделать качественное соединение используются электроды малого диаметра. Работают с ними на малом токе. Холодный способ применяется в тех случаях, когда нужно провести небольшое количество работы без изначального нагревания заготовок.
Горячий способ
Чаще всего, применяется в домашних условиях. При повышении температуры нагрева сварочного шва его качество улучшается. Перед тем как обрабатывать детали электросваркой нужно решить, как будет разогреваться заготовка — частично или целиком.
Особенность технологии горячего способа сварки заключается в том, чтобы перед использованием сварочного аппарата заготовку разогревают, а после окончания работ дать ей самостоятельно остыть. Максимальная температура разогрева деталей — 650 градусов по Цельсию. В противном случае будет разрушена структура материала.
Как варить чугун
Чтобы сделать качественный шов, требуется знать, как варить чугун электросваркой в домашних условиях. Технологический процесс можно разделить на два этапа — подготовительный и рабочий.
Подготовительные работы
Перед тем как запускать сварочный аппарат, требуется провести подготовку поверхности. Этапы подготовки:
- Грязь и ржавчину очистить с помощью металлической щётки или наждачной бумаги. Если загрязнения серьёзные или на поверхности чугуна присутствуют окалины, можно использовать болгарку с шлифовальным диском.
- Дополнительно поверхность обезжиривается с помощью растворителя.
- На краях, которые будут свариваться, требуется сделать фаску.
Последним этапом подготовки является зачистка поверхности деталей до металлического блеска. Сделать это нужно вокруг тех мест, которые будут свариваться.
 Подготовка поверхности
Подготовка поверхности
Сваривание без подогрева
В первую очередь, необходимо купить расходные материалы. Оптимальным вариантом будут электроды, в состав которых входит медь или никель. Готовый шов будет легко обрабатываться. Режим использования сварочного оборудования указывается на упаковке с расходным материалом. Сваривать чугун без изначального подогрева заготовки требуется поэтапно. Сначала наносится начальный шов, которому дают остынуть. Сверху наносят второй. Важно не перегревать материал.
Сварка с нагревом
Основная проблема растрескивания чугуна в том, что материал без предварительного нагрева резко разогревается и остывает. Из-за этого образуются трещины. Зная, как заваривать чугун горячим методом, можно добиться надёжного соединения деталей.
Этапы проведения сварочных работ:
- Рабочая поверхность зачищается от ржавчины, грязи, краски.
- Сквозные дыры завариваются с помощью специальных форм.
- Детали предварительно разогреваются в индукционных печах до 600 градусов.
- Включается сварочный аппарат. Сварщик должен его настроить на работу при постоянном токе и прямой полярности.
Когда шок готов, заготовку требуется поместить в разогретую печь и выключить её. Они должны остыть вместе.
Меры безопасности
При работе со сварочным оборудованием, требуется соблюдать правила безопасности:
- Не работать с неисправными аппаратами.
- При работе сварочным оборудованием стоять на резиновом коврике.
- При наличии трещин и пор в заготовке не закреплять её над собой.
- Сварочный процесс является вредным для здоровья. Сварщику нужно использовать специальную маску, перчатки и спецодежду.
Нельзя прикасаться к только что сделанному шву.
Соединять детали из чугуна с помощью сварочного оборудования сложнее чем из других материалов. По этой причине требуется знать технологию создания швов, использовать подходящее оборудование и расходники.
Способы очистки сточных вод с использованием химических, биологических и механических средств

Сброс в окружающую среду бытовых и промышленных стоков без предварительной обработки повлек бы за собой настоящую экологическую катастрофу.
Поскольку химический состав отходов по мере развития технологий становится все более разнообразным и агрессивным, методы очистки сточных вод постоянно совершенствуются.
Классификация
Из-за большого разнообразия растворимых и нерастворимых загрязнителей в сточных водах создать универсальный способ их обезвреживания и удаления не представляется возможным.
Все эти приемы можно разделить на несколько категорий:
- Механические.
- Химические.
- Биологические и биохимические.
- Физико-химические.
Каждая из перечисленных технологий очистки включает в себя несколько ступеней, требующих применения определенных технических устройств, химикатов и биологически активных препаратов.
Способы очистки сточных вод
Рассмотрим подробнее, как именно осуществляется обезвреживание сточных масс. Физико-химические и другие методы очистки сточных вод смотрите ниже.
Химические методы очистки сточных вод
Основаны на применении химикатов, результатом чего становится один из трех процессов:
- Нейтрализация: данный метод призван обезвреживать кислоты и щелочи путем преобразования их в безопасные вещества. С такими загрязнителями приходится иметь дело при очистке стоков промышленных предприятий. Если в наличии имеются и кислотные, и щелочные стоки, их можно нейтрализовать путем простого смешивания. Для нейтрализации кислотных вод применяют щелочные отходы, едкий натр, соду, мел и известняк. Для реализации данного метода на предприятиях устанавливают фильтры и различные устройства.
- Окисление: окислению подвергают те виды загрязнений, которые невозможно обезвредить другими способами. В качестве окислителей применяют кислород, бихромат и перманганат калия, гипохлорит натрия и кальция, хлорную известь и другие реагенты.
- Восстановление: с помощью данного метода можно обезвредить соединения хрома, ртути, мышьяка и некоторых других элементов, которые являются легковосстанавливаемыми. В роли реагентов выступают диоксид серы, гидросульфит натрия, водород и сульфат железа.

Промышленная очистка воды
Биохимические
В рамках данной методики помимо химических реагентов применяют различные микроорганизмы, употребляющие органические загрязнения в качестве пищи. Очистные станции, работа которых основана на этом принципе, можно разделить на две группы:
- Работающие в естественных условиях: могут представлять собой водоемы (биопруды), либо «сухопутные» сооружения (поле орошения и поле фильтрации), в которых происходит почвенная доочистка стоков. Такие станции обладают низкой эффективностью, требуют больших площадей и сильно зависят от климатических факторов.
- Работающие в искусственных условиях: создавая искусственным путем более комфортные для микроорганизмов условия, результативность очистки удается значительно увеличить.
Сооружения, входящие в последнюю категорию, делятся на три типа:
- аэротенки;
- биофильтры;
- аэрофильтры.

Анаэробная система очистки с последующей очисткой МБР
Биофильтр – это установка, в которой имеется фильтрующая засыпка из керамзита, шлака, гравия или аналогичного материала. Колонии микроорганизмов образуют на нем пленку.
Аэрофильтр устроен аналогичным образом, но в нем предусмотрена принудительная подача воздуха в фильтрующий слой. Это позволяет увеличить его мощность до 4-х м и сделать процессы окисления значительно более интенсивными.
В аэротенках полезная биомасса существует в виде активного ила, который с помощью различных механических устройств перемешивается с поступающими стоками в однородную массу.
 Согласно СанПиН, санитарные зоны должны быть организованы на всех водопроводов в целью сохранения водных ресурсов. Что такое охранная зона водопровода и какие требования предъявляются по защите источников водозабора, читайте далее.
Согласно СанПиН, санитарные зоны должны быть организованы на всех водопроводов в целью сохранения водных ресурсов. Что такое охранная зона водопровода и какие требования предъявляются по защите источников водозабора, читайте далее.
Как сделать песчаный фильтр для бассейна своими руками, читайте тут.
А в этой статье http://aquacomm.ru/vodosnabzenie/zagorodnyie-doma-v/avtonomnoe-vodosnabzhenie/istochniki/skvazhina-ne-glubokaya/ot-zheleza.html вы можете ознакомиться с методами очистки воды от железа. А также вы узнаете, как определить наличие железа в воде.
Биологические
 Для переработки сточных вод, содержащих только органические загрязнения, применяют биологический метод. От биохимического он отличается только отсутствием химикатов.
Для переработки сточных вод, содержащих только органические загрязнения, применяют биологический метод. От биохимического он отличается только отсутствием химикатов.
Наиболее производительными являются аэробные микроорганизмы, для жизнедеятельности которых необходим кислород.
Если они работают в сооружении с искусственными условиями, либо в биопруду, в стоки приходится закачивать с помощью компрессора воздух. Менее затратными, но и менее производительными являются анаэробные бактерии, которые кислород не используют.
Чтобы поднять степень биологической фильтрации, переработанные стоки подвергают доочистке. В большинстве случаев для этого применяют многослойные песчаные фильтры или так называемые контактные осветлители. В редких случаях используют микрофильтры.
Если стоки содержат трудноокисляемые вещества, их можно отфильтровать с помощью активированного угля или другого сорбента, либо прибегнуть к химическому окислению, например, с помощью озона.
В ходе очистки биологическим методом вода избавляется от токсичных веществ, но насыщается фосфором и аммонийным азотом.
Если такую воду сбросить в естественный водоем, эти элементы спровоцируют «демографический взрыв» среди водорослей (фосфор в количестве 1 мг обеспечивает появление 115-ти мг биомассы), что нежелательно для экосистемы водоема.

Биологическая очистка воды на предприятии
Для удаления азота применяют два способа:
- Физико-химический: воду подвергают известкованию, за счет чего ее рН увеличивается до 10 – 11 единиц. Образующийся при этом аммиак выводят в градирнях при помощи отдувки воздухом.
- Биологический.
Биологический метод осуществляется поэтапно:
- Сначала при помощи особых бактерий в аэротенке происходит нитрификация очищенной воды.
- Далее жидкость поступает в герметично закрытую емкость – денитрификатор, где находящиеся без доступа воздуха бактерии разрушают молекулы нитритов и нитратов (выделяется молекулярный азот) путем отщепления от них необходимого для жизнедеятельности кислорода.
Для удаления фосфора в воду добавляют известь, а также соли алюминия или железа. Фосфор вступает в реакцию, в результате которой образуются выпадающие в осадок соединения.
Физико-химические методы очистки
В данную категорию входят следующие способы:
- Коагуляция: в стоки добавляют особые реагенты – так называемые коагулянты и флокулянты. Их действие сопровождается различными эффектами: растворимые загрязнители могут превратиться в нерастворимые хлопья, удаляемые путем процеживания; опасные компоненты распадаются на безопасные; реакция сточных масс меняется, например, с кислотной на нейтральную.
- Ионообменный метод: чаще всего применяется с целью умягчения воды. Суть метода состоит в замене «нежелательных» ионов (в случае умягчения – магния и кальция) «безобидными», например, натрия.
- Флотация: метод очистки сточных вод направлен на выделение нефтепродуктов. В сточные массы подается воздух, образующий множество пузырьков. Частички нефтепродуктов имеют свойство прилипать к таким пузырькам, вследствие чего они оказываются на поверхности в виде пены. Ее можно удалить посредством специальных скребков либо путем поднятия уровня воды – при этом пена сама стечет в приемный лоток.

Процесс физико-химической очистки воды
Если загрязнители не обладают достаточной «прилипчивостью», ее стимулируют путем введения специальных реагентов.
Существует несколько разновидностей флотации: напорная, механическая, биологическая, пенная, пневматическая.
Кроме указанных методов в рамках физико-химической очистки применяют обратный осмос, выпаривание, экстракцию и многое другое.
 Здоровье человека во многом зависит от качества потребляемой воды. Так как водопроводная вода далека от идеала, люди все чаще устанавливают фильтры для воды. Обзор типов фильтров вы найдете на нашем сайте.
Здоровье человека во многом зависит от качества потребляемой воды. Так как водопроводная вода далека от идеала, люди все чаще устанавливают фильтры для воды. Обзор типов фильтров вы найдете на нашем сайте.
Какую модель насосной станции для дачи лучше приобрести, рассмотрим в этом материале.
Механические и физические методы
Механическим способом избавляются от нерастворимых включений. В большинстве случаев эта стадия является предварительной и используется в сочетании с другими видами очистки. Данная методика включает три этапа.
Отстаивание
Также часто называют гравитационной очисткой. В ходе отстаивания примеси с большей, чем у воды, плотностью собираются на дне, а легкие – всплывают. К последним относятся многие примеси, характерные для стоков промышленных предприятий: масла (отстойник называют маслоуловителем), жиры (жироловушки), нефть (нефтеловушки) и смолы (смолоуловители). Ранее отдельные жироловушки применялись и для очистки бытовых стоков, но сегодня их функция возложена на особые устройства, которыми оснащаются отстойники.
Для удаления песка и других взвесей минеральной природы применяют особую разновидность отстойников — песколовки. Они могут быть трубчатыми, статическими и динамическими.

В силу особенностей технологии гравитационным методом очистки удается выделить только 80% примесей, поддающихся такой обработке. В среднем это количество составляет всего 60% от общего объема нерастворенных примесей. Чтобы сделать отстаивание более эффективным, применяют такие методы, как осветление при помощи взвешенного фильтра, биокоагуляцию и преарэрацию (бывает с избыточным илом или без него).
Содержащий большое количество яиц гельминтов и болезнетворных бактерий осадок подвергают доочистке при помощи анаэробных микроорганизмов в септиках и метантенках.
Процеживание
Для отсеивания крупных взвешенных частиц (плотность почти равна плотности воды) стоки процеживают через установленные на их пути решетки и сита.
Фильтрование
Вместо сит применяют тканевые, пористые или мелкозернистые фильтры.
Существуют специальные устройства – микропроцеживатели, представляющие собой оснащенный сеткой барабан. Отсеянные примеси смываются в бункер-уловитель струей воды, бьющей из специальных форсунок.
Видео на тему
Механические методы очистки сточных вод – технологии и схема
Очистка сточных вод это совокупность мероприятий, направленных на ликвидацию загрязнений антропогенного происхождения в целях повышения качества воды в естественных водотоках и водоёмах. Сооружения для очистки называются очистными сооружениями.
Сточные воды классифицируют по составу загрязняющих веществ, их концентрации, уровню токсикологической опасности, величине pH, по характеру сточных вод (бытовые, ливневые, промышленные и т. д.).
Часть загрязняющих веществ удаляется в ходе естественной природной очистки, однако более стойкие химические загрязнители способны накапливаться в течение длительного времени. Наличие таких соединений делает очистку сточных вод обязательной процедурой.
Содержание
Методы очистки сточных вод
Для очистки воды существуют несколько методов и их комбинаций. Для лучшей эффективности очистки рекомендуется использовать их поэтапно в следующей последовательности:
- механическая очистка;
- очистка с использованием биотехнологий;
- химические и физико-химические методы очистки;
- удаление болезнетворных микроорганизмов.
Механическая очистка

Является наиболее грубым способом очистки сточных вод и часто используется как подготовительный этап перед более тщательной очисткой. Она позволяет задерживать частицы и взвешенные в воде вещества. Для очищения вод механическими способами применяют следующие конструкции:
- отстойники;
- сита и решётки;
- фильтры;
- устройства для улавливания мелких частиц;
- устройства для флотации.
Сита и решётки используют на начальном этапе механической очистки. Они задерживают крупные частицы. Решётки являются препятствием для прохождения только наиболее массивных из них. Ширина отверстий может достигать 1,6 см. Скапливающиеся под ними отвалы периодически извлекают и далее направляют на полигоны для хранения или переработки. Либо измельчают и смешивают с более мелкими частицами, выделяющимися на следующих этапах очистки, а затем также отправляют на хранение и/или переработку.
Сита позволяют осадить относительно мелкие фракции грубодисперсных примесей и, таким образом, могут быть установлены за решёткой для более полной очистки от крупных примесей.
Мелкие частицы песка, шлаков, стекольной массы улавливается в так называемых песколовках. Их функционирование основано на действии силы тяжести. Выделившийся песок накапливают на складах, а затем используют при проведении дорожных работ.
Для отделения твёрдых или более плотных компонентов от воды может быть использован метод центрифугирования. Этим методом можно удалять примеси песка и веществ, находящихся в гелеобразном состоянии.
Для изъятия из стоков жира и жироподобных веществ используют метод флотации.
Главным же элементом конструкции для механической чистки стоков являются отстойники. Они представляют собой искусственные водоёмы, чаще прямоугольной формы, с железобетонными стенами и дном, 3 – 5 м глубиной. На дне отстойника сооружаются скребки для сбора осевших взвесей; другое устройство собирает лёгкий всплывающий материал в специальный бункер.
При механической очистке удаляется большая часть минеральных загрязнителей. Также, отстойники позволяют регулировать сток загрязнённых вод и сделать его более равномерным.
Для частных домовладений, при отсутствии подключения к центральной канализации, разработано компактное устройство для первичной очистки, которое называется септик. При его сооружении сначала выкапывается яма необходимой глубины, на которую кладётся бетонная плита. Расстояние от неё до строения составляет несколько метров. На плиту устанавливают пластиковую ёмкость, которую закрепляют тросами, а затем засыпают. Попадающие в неё загрязнители оседают на дно в виде осадка, а биологические примеси удаляются при помощи колоний анаэробных бактерий. Образующийся при этом метан выходит через специальную трубу.
Очищенные таким образом стоки направляют в грунт, где происходит более полная очистка. Это, конечно, не гарантирует возможности загрязнения грунтовых вод, но всё же гораздо лучше, чем прямой слив загрязнённой воды в грунтовые ямы. Септик требует периодической очистки, в остальном же это устройство может использоваться без каких-либо проблем.
Биологическая очистка сточных вод

При этом способе очистки используются определённые микроорганизмы, либо дождевые черви. С их помощью воду очищают от биологических примесей и некоторых минеральных элементов, которые могут стать причиной «цветения водоёмов» (фосфор и азот). Микроорганизмы могут быть аэробными или анаэробными.
Очистка проводится в резервуарах, которые, в зависимости от видов микроорганизмов и способов очистки, называют аэротанки, метантанки, илососы, биофильтры.
При использовании анаэробных методов биологической очистки образуется побочный продукт — метан. Он считается загрязнителем, поэтому, в идеале, должен улавливаться для производства энергии. Образующийся на дне отстойников ил можно использовать как удобрение.
Физико-химические и химические методы очистки

Такие методы эффективны для очистки стоков от растворённых веществ и некоторых взвешенных примесей.
Одним из таких методов является флотация. Этот способ является одновременно и физико-химическим, и механическим. Он позволяет извлечь частицы, которые плохо смачиваются водой (гидрофобные) и поднять их на поверхность вместе с пузырьками газа или жиров. Он применяется в различных областях, а при очистке воды позволяет уменьшить содержание некоторых твёрдых и органических примесей. Метод считается довольно эффективным, так как с его помощью удаляют 9/10 всех примесей.
Применение сорбентов также может использоваться для очистки загрязнённых вод. Адсорбция может быть физической и химической. В качестве сорбентов используют высокопористые материалы: торф, глины, золу и другие.
Коагуляция представляет собой процесс укрупнения частиц за счёт их слипания друг с другом. При этом мельчайшие коллоидные взвеси, которые не удалось удалить механическими способами, превращаются в более крупные частицы, оседающие на дно. Коагуляция может начаться при введении в раствор специальных реагентов (флокуляция, гетерокоагуляция), либо под действием электрического тока (электрокоагуляция).
Метод ионного обмена. Он основан на взаимодействии между ионами загрязняющих веществ и твёрдого вещества – ионита. При очистке сточных вод иногда применяются ионообменные фильтры. Одним из видов ионного обмена является электродиализ. В данном случае вещества перемещаются под влиянием электрического поля, а сам ионный обмен происходит на ионообменных мембранах.
Иногда для очистки вод применяется выпаривание. Оно позволяет увеличить концентрацию растворённых веществ, после чего происходит кристаллизация. Такую очистку можно проводить только при высоких концентрациях загрязняющих веществ.
Химические методы очистки сточных вод

Химическая очистка сточных вод часто применяется на предприятиях. Существуют 2 основных метода: нейтрализация и окисление. Нейтрализация включает в себя: применение реагентов, химических фильтров, кислот и щелочей.
Реагентами могут быть: кальцинированная сода, известь, аммиак и другие соединения. Известь используют для удаления жирных кислот. В качестве фильтров для нейтрализации применяют известь, доломит, мел, карбонат магния. Кислоты и щелочи могут взаимно нейтрализовать друг друга, если выделяются совместно. Однако сброс этих веществ на предприятии может происходить в разное время, поэтому для регулировки процесса смешивания устанавливают резервуары, где данные вещества временно накапливаются, а затем сбрасываются одновременно в один стокоотвод.
Окисление используется для токсичных стоков, а так же для выделения ценных компонентов из сточных вод. Для этого используют такие вещества, как хлор и его соединения, озон, кислород, иногда оксид марганца, пекись водорода и соединения калия.
Хлор используется для удаления из загрязненных вод сероводорода и цианидов. Кислород применяется для очистки вод от продуктов нефтепереработки, а также стоков, содержащих сульфиды и продукты нефтехимии.
Озон можно использовать для очистки от бытовых и промышленных загрязнителей. При этом получать озон можно практически в «комнатных» условиях, прямо на очистных сооружениях. Его недостатком является высокая химическая агрессивность, что ведёт к появлению на поверхности металлических стен коррозии.
Для очистки вод применяют и электрохимическое окисление. Таким способом можно эффективно удалять фенолы, цианиды, амины, спирты, альдегиды и другие соединения.
Способы дезинфекции очищенных вод

Дезинфекция применяется на последнем этапе комплексной очистки воды. Самое популярное применение имеет обработка её УФ излучением и хлором. Хлор традиционно используется на большинстве очистных сооружений. Но, поскольку он сам является токсичным загрязнителем, во многих странах от него стали отказываться, отдавая предпочтение таким соединениям, как гипохлорит и озон.
Пирогенная очистка
Такой способ очистки сточных вод применяется в случае образования стойких химических соединений. Для этого используют специальные печи и факелы. Печи больше распространены в развитых странах, но этот способ довольно дорогой. В России используют факельный метод, который обходится гораздо дешевле. Для этого загрязненные стоки вводятся в зону горения факела и обезвреживаются термическим методом.
Мобильные средства очистки воды
Если необходимость очистки возникает лишь периодически, а объём стоков не велик, то бывает целесообразно использовать не стационарные, а передвижные конструкции для очищения вод. Они включают в себя угольный фильтр, барботёры, насос и обеззараживающую ёмкость.
Что нужно учесть при выборе очистных систем
На современном рынке существует большое количество разных установок для очистки воды. Что бы выбрать из них оптимальную, необходимо обратить внимание на следующие моменты:
- Технология, используемая для очистки. Её эффективность и производительность.
- Срок эксплуатации.
- Из каких материалов выполнена конструкция очистных.
- Безопасность и лёгкость в эксплуатации.
- Наличие у производителя гигиенического заключения.
Помимо этого важно будет учесть и географические особенности местности, размеры участка, структуру почвы, уровень грунтовых вод, сезонность или круглогодичность пользования.
Механическая очистка сточных вод частного дома и предприятий

Цель механической очистки сточных вод – удалить из жидкости нерастворенную взвесь. В большинстве случаев этот вид обработки является первой ступенью большой технологической схемы. Однако иногда он может применяться в качестве самостоятельного метода, если сток после прохождения сооружения по показателям соответствует нормам сброса.
- Методы механической очистки сточных вод
- Процеживание
- Отстаивание
- Фильтрование
- Основные устройства и сооружения
- Решетки
- Песколовки
- Отстойники
- Иловые площадки
- Механическая очистка для частного дома
- Другие методы очистки
- Биологические
- Физико-химические
- Переработка осадка
- Заключение
Методы механической очистки сточных вод
Эффективность данного вида очистки стоков достигает 60-70% по мелкодисперсным взвесям и 90-95% по более крупным частицам. Механические методы считаются наиболее простыми и дешевыми. Кроме того, механические сооружения – одни из первых изобретенных человеком.
Процеживание
Эта наипростейшая процедура выполняется с помощью решеток и металлических сит. Сточная вода проходит черед решетку с размером ячейки около 16-25 мм, где задерживается крупный мусор. Затем сток поступает на сита, где из жидкости извлекаются более мелкие частицы.
Отстаивание
Отстаивание – это обязательная ступень в очистке сточных вод. Она позволяет извлечь из жидкости взвешенные вещества и удалить всплывающие примеси.
Принцип работы этого метода заключается в работе гравитационных и центробежных сил, за счет которых тяжелые частицы опускаются на дно аппаратов, а легкие (например, нефтепродукты) – всплывают и удаляются с поверхности жидкости.
 Отстаивание: твердые частицы опускаются, легкие масла всплывают
Отстаивание: твердые частицы опускаются, легкие масла всплывают
Жидкость в механических сооружениях для отстаивания двигается достаточно медленно, чтобы ее скорость не помешала оседанию частиц. Для увеличения эффективности процесса применяются реагенты: коагулянты и флокулянты. Они заставляют примеси небольшого размера «склеиваться» в более крупные и тяжелые, благодаря чему те быстрее опускаются.
Фильтрование
Фильтрование – это процесс пропускания сточных вод через пористый материал, ячейки которого задерживают мелкие примеси.
В качестве фильтрующих материалов используются:
- металлические сетки;
- хлопчатобумажные и полипропиленовые материалы, напоминающие вату;
- песок, гравий и щебень.
Для тонкой очистки применяются мембраны обратного осмоса, пропускающие только молекулы H2O.
Основные устройства и сооружения
К сооружениям механических методов обработки сточных вод относятся многочисленные модели сеток, решеток, отстойников, пескоуловителей, фильтров. Сколько и каких устройств нужно установить решается в зависимости от загрязненности стоков и нормативов сбросов, а также от их объема.
Решетки
Это сооружение позволяет задерживать крупные загрязнения, попадающие в сточные воды.
Они состоят из металлических прутов, приваренных к раме. Мусор со старых решеток убирается вручную, но более современные модели оснащаются автоматическими граблями. Они размещаются поверх решетки. Их задача – сгребать мусор с поверхности ячеек и переносить его в бункер для обезвоживания.
Наиболее технологичный вариант – это решетки-дробилки. Они не только задерживают частицы, но и сразу же их перемалывают. Таким образом значительно уменьшается объем отходов.
 Принцип работы решетки
Принцип работы решетки
Песколовки
Песколовки очищают сточные воды от примесей, вес которых приблизительно равен песку. Плотность таких частиц больше плотности жидкости, поэтому они всегда опускаются на дно. В зависимости от движения потока песколовки бывают горизонтальными, с круговым движением сточных вод, тангенциальные.
Наиболее эффективными являются аэрируемые песколовки. В них дополнительно подается воздух, поток жидкости начинает закручиваться по спирали, песок оседает на дно. Такие механические сооружения обеспечивают минимальной количество органических веществ в осадке. Благодаря этому осадок из аэрируемых песколовок не подвержен загниванию.
 Вид сверху на песколовку с круговым движением воды
Вид сверху на песколовку с круговым движением воды
Отстойники
Эти сооружения очистки сточных жидкостей предназначены для удаления мелких примесей, которые остаются после песколовок. Принцип работы схож с песколовками – поток спокойно движется через аппарат, частицы оседают на дно.
По направлению движения сточных вод данные сооружения механической обработки делятся на:
- горизонтальные;
- вертикальные;
- радиальные.
 Промышленные радиальные отстойники
Промышленные радиальные отстойники
В зависимости от назначения отстойники бывают первичными (в начале схемы обработки) и вторичными (задерживают избыточный активный ил и биопленку после сооружений биологической обработки).
Полезный совет: чтобы отстойник работал лучше, его можно оборудовать преаэратором или тонкослойными модулями.
Иловые площадки
После механической обработки сточных вод за сутки образуется 0,8 л осадка на человека. Осадок представляет собой смесь из твердых частиц и органических примесей, влажность которой составляет 95%.
Чтобы снизить влажность осадка, его направляют на иловые площадки. Они представляют собой участки земли, на которые осадок выгружается тонким слоем и подсушивается. Итоговая влажность достигает 75%, а объем снижается в 3-7 раз.
Подсушенный осадок направляется на дальнейшую переработку.
Механическая очистка для частного дома
Для жилых коттеджей механическая обработка сточных вод чаще всего происходит в комплексном сооружении. Оно сочетает в себе сразу несколько методов (например, улавливание песка и фильтрация). Такие сооружения характеризуются небольшими габаритами.
 Компактные сооружения очистки для частного дома
Компактные сооружения очистки для частного дома
Технологические схемы механической очистки для частных домой чаще всего типовые, легко подбираются по числу обитателей дома и способам водоснабжения. Типовые схемы дешевле индивидуальных проектов, а по эффективности не отстают от них.
Подобрать технологическую схему и сооружения для частного дома или производства можно в компании «Кванта +»
Другие методы очистки
Если механическая обработка не обеспечивает достаточного качества сточных вод, после нее используются другие методы: биологические или физико-химические.
Биологические
С помощью биологической очистки жидкость очищается от органических примесей, которые могут оставаться после предыдущих ступеней обработки. К таким примесям относятся фосфор, азот, а также вещества, повышающие значения БПК и ХПК.
Суть биологических методов заключается в разложении органики микроорганизмами, обитающими в очистных сооружениях. Микроорганизмы называются активным илом (в аэротенках) или биопленкой (в биофильтрах).
Физико-химические
Эти способы применяют чтобы очистить воду от растворенных веществ вместе с нерастворимыми примесями. Данные способы более эффективны, чем механическая и биологическая очистка. Поэтому они применяются в случаях, когда нужна вода высокого качества – например, при ее повторном использовании.
Физико-химическая очистка проводится с помощью процессов флотации, электролиза, сорбции, нейтрализации, экстракции.
Переработка осадка
Если осадок остается в бункере-накопителе долгое время, он начинает загнивать. Чтобы избежать подобных последствий, его обрабатывают, получая на выходе безопасную сухую массу или вторсырье.
К методам переработки осадка относятся: уплотнение, стабилизация, сбраживание, термическая и реагентная обработка.
Обезвоживание осадков проводят на иловых площадках или в аппаратах, напоминающих отстойники и фильтры (вакуум-фильтры и фильтр-прессы).
Для стабилизации применяются метантенки и аэротенки. В них органическая часть осадка перерабатывается микроорганизмами. Продуктами переработки являются минеральные вещества и газ, используемый как топливо.
Заключение
Механическая обработка сточных вод – это первая ступень очистки жидкости, которая извлекает из воды нерастворимые частицы и жидкости. В случаях, когда сточная вода сильно загрязнена, механические методы позволяют подготовить жидкость к следующим ступеням очистки. Благодаря им биологические и физико-химические сооружения не засоряются взвесью и лучше работают.





