Как правильно варить швы: вертикальные, горизонтальные, потолочные
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.
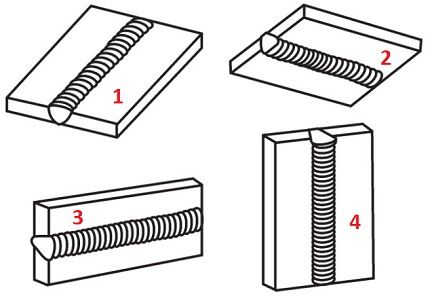
 Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
 Типы подготовки деталей при сваривании встык
Типы подготовки деталей при сваривании встык
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
 Разделка кромок металла при соединении деталей встык (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Разделка кромок металла при соединении деталей встык (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.
 Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
 Типы сварных швов: тавровое соединение с разделкой (обрезкой) кромок и без
Типы сварных швов: тавровое соединение с разделкой (обрезкой) кромок и без
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.
 Как подготавливать металл для углового соединения (с одни или двумя швами)
Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
 Как варить шов: «в лодочку» и при соединении металлов разной толщины
Как варить шов: «в лодочку» и при соединении металлов разной толщины
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.
 Сварка углового шва — положение и движение электрода
Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
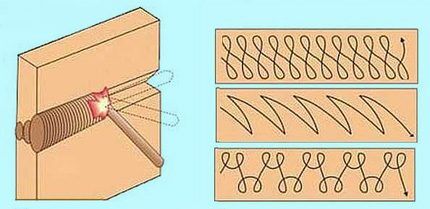
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).
 Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.
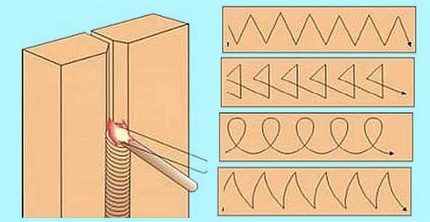
 Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
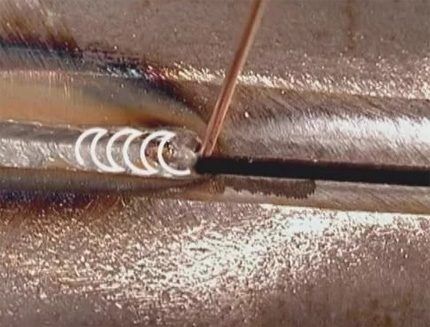
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.
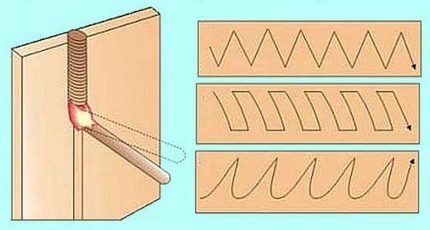
 Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.
 Сварка горизонтальных швов: положение электрода и движения
Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет. В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
 Ошибки, которые могут возникнуть при сварке
Ошибки, которые могут возникнуть при сварке
Непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
 Подрез в угловом соединении
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
 Так выглядит прожог шва при сварке
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
 Основные дефекты сварных швов
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
 Холодные трещины ведут к разрушению изделия
Холодные трещины ведут к разрушению изделия
Как варить вертикальный и горизонтальный швы электросваркой: пошаговые инструкции

Электросварка – технология объединения структуры металлов нагревом и расплавлением электрической дугой. Она получила широкое распространение в самых разных сферах народного хозяйства, включая частный сектор.
По сути, таким методом можно выполнять сваривание между собой любых металлов, учитывая температуру электрической дуги (7000-8000 градусов). Но прежде чем обратиться к этой технологии, придётся изучить, как варить вертикальный шов электросваркой, и разобраться с техникой получения горизонтального шва.
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» – сварка коротким швом (1 – 2 см). Цель таких действий – исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.

Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий – образование оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
Технология варки горизонтального шва
Специфика сварки горизонтального шва практически та же, что и для вертикального. Технические нюансы – опять же манипулирование углами установки электрода.
Направление движения в процессе сваривания деталей на стыке может выбираться от его крайней левой точки до крайней правой точки или наоборот. Конкретный выбор направления определяется сварщиком, исходя из степени личного удобства.
Но как правильно варить горизонтальный шов электросваркой, чтобы исключить вытекание расплава из колеи по причине действующей силы тяжести?
Здесь сварщику нужно подобрать такое положение электрода, при котором сила горения электрической дуги была бы равноценна силе тяжести капель металла. Возможно, потребуется настроить силу тока и опытным путём подобрать оптимальную скорость перемещения электрода.
Обычно сварку горизонтального шва ведут непрерывно до полного завершения. Однако если не удаётся держать под контролем расплав (сварочную ванну), можно попытаться изменить технику – перейти на ход с периодическим гашением дуги.
Все эти тонкости нарабатываются с приходом опыта выполнения сварочных работ. Поэтому не стоит отчаиваться, если с первых попыток ничего не получается.

Формирование горизонтального шва нужной ширины и глубины провара, как правило, достигается за счёт аккуратного поперечного перемещения горящего конца электрода от края одной стыкуемой детали до края другой.
На сварке металлов толщиной до 4 мм применяют разные варианты «рисунка» поперечного хода электрода. Каких-то конкретных рекомендаций на этот счёт нет. Главное – получить требуемую ширину шва и глубину провара.
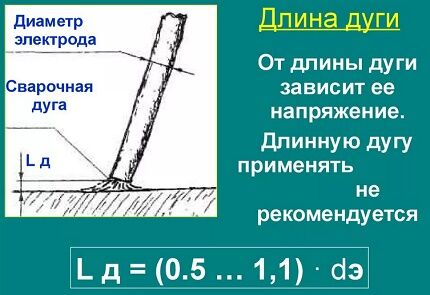
Электрическая дуга: контроль оптимальной длины
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги.
Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» – небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.
Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится.
Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).
Управление положением электрода
Сварочный процесс может выполняться при положении электрода углом вперёд, углом назад, прямым углом. Применяя любой из этих трёх технологических приёмов, сварщик способен создавать швы в разных условиях производства работ.
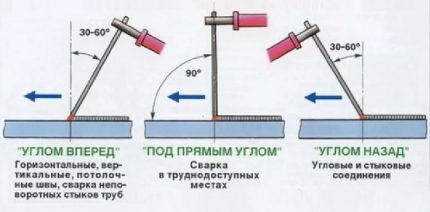
Так, способ «углом вперёд» традиционно применяется для соединения элементов горизонтальным и вертикальным швами в условиях верхнего расположения деталей в пространстве (потолочная сварка). Эта же техника успешно используется для сварки неповоротных стыков труб или при сооружении самодельной печки из газового баллона.
Удерживая электрод строго под прямым углом (90º), сварщик обеспечивает исполнение работ в местах труднодоступных. Наконец, техника «угла назад» позволяет качественно выполнять сварочные работы на угловых стыках.
Устанавливая электрод «углом вперёд», обычно работают с тонкостенными металлами. В таком положении электрода получают широкий шов малой глубины. На толстостенных металлах, напротив, стараются применять технику «углом назад», обеспечивая прогрев металла на достаточную глубину.
Параметры тока и перемещение электрода
Значение силы тока и скорость перемещения электрода – значимые факторы, оказывающие влияние на качество шва. Сварка большими токами сопровождается прогревом металла до большой глубины, что позволяет наращивать скорость перемещения электрода. При условии оптимального соотношения тока и скорости движения электрода получают ровный качественный шов.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Перемещая электрод с определенной скоростью, следует учитывать величину мощности дуги. Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Как результат – не удастся проварить металл до нужной глубины. Шов просто «ляжет» на поверхности, едва «прихватив» границы кромок.

Напротив, в условиях чрезмерно медленного продвижения электрода создастся атмосфера перегрева, что грозит деформацией металла на линии сваривания. Если металлические элементы имеют тонкую структуру, мощная дуга попросту прожжёт металл.
Успешно попрактиковаться на поприще начинающего сварщика и отточить навыки выполнения швов можно при изготовлении печки на отработке, основой корпуса которой является металлическая труба. Рекомендуем ознакомиться с полезной информацией.
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Сварка горизонтальных, вертикальных швов инвертором
Сварку качественных вертикальных и горизонтальных швов производят разными способами. Прежде всего, их классифицируют по методу соединения деталей между собой. В зависимости от того, насколько серьезные требования предъявляются к надежности сварочных швов, расплавленный металл может накладываться с одной или с обеих сторон. Когда подразумевается двусторонняя техника сварки, конструкция получается значительно более прочной. Если же шов будет только один, то зачастую изделие начинает перекашивать.
Чтобы сварные швы получились максимально надежными и качественными обязательно перед началом сварочных работ следует очистить заготовки от ржавчины напильником или болгаркой.
Как сварить шов встык?
Давайте начнём изучение как варить вертикальный шов. Стыковое соединение применяется, как правило, в случае, если необходимо соединить между собой листовой металл или торцевые части труб. Заготовки следует расположить друг относительно друга таким образом, чтобы между ними оставался незначительный зазор, величина которого не должна превышать 2 мм. Если есть возможность, то их следует жестко зафиксировать при помощи струбцин. В процессе проведения сварочных работ зазор будет заливаться расплавленным металлом.
Подготавливают соединения по одной из следующих технологий:
- Если элемент обладает толщиной от 4 до 12 мм, то края следует зачищать одним из удобных способов. Разделку кромки нужно будет производить только на одном элементе. При толщине порядка 8-10 мм зачистку осуществляют в форме латинской буквы V. Другие разделки технологически более сложные, поэтому к ним прибегают довольно редко;
- При получении сварных стыков при толщине металла свыше 12 мм, в обязательном порядке изготавливают двойной шов, так как такую толстую заготовку прогреть и расплавить только с одной стороны не представляется возможным. Обрезают кромки по двусторонней технологии в форме буквы Х, так как обыкновенная разделка приводит к слишком большому разрезу металла.
Как получить качественный шов в горизонтальной плоскости?
Разобраться в том как варить горизонтальный шов может даже начинающий сварщик. Именно с данного способа сварки начинают обучение сварному ремеслу. Сварка вертикальных швов значительно сложнее, ее могут освоить только опытные специалисты.
Несмотря на то что сварка горизонтального шва представляется, на первый взгляд, довольно простым технологическим процессом, в нем также имеются определенные подводные камни, которые могут в конечном счете сильно испортить работу.

Как при горизонтальных, так и при вертикальных соединениях металла с помощью сварки инвертором определенное воздействие на проведение работ определенное воздействие оказывает гравитация. Из нижнего шва расплавленный металл будет вытекать по направлению к нижней кромке, а пузырьки воздуха начнут подниматься к поверхности, образуя на наплавке пену. Если шов верхний, то металл в расплавленном состоянии будет капать прямо на сварщика, что может привести к серьезным повреждениям.
Технологический процесс включает в себя следующие важные этапы:
- Сварка инвертором начинается с образования первого валика шва, что осуществляется только на короткой дуге. Электродом ведут вдоль линии получаемого соединения, не отклоняясь от нее ни вправо ни влево. Его также следует держать под углом примерно 80 градусов. Данный наклон позволяет металлу проникать к потолку формируемого шва, причем практически весь шлак будет выходить на поверхность деталей;
- Второй валик свариваем, установив среднее значение тока, электрод также следует проводить ровно, следя за швом. Ширина раздела на данном этапе получается несколько больше, поэтому для проведения данных работ следует использовать электрод потолще;
- Третий валик при сварке инвертором необходим для заполнения всей разделочной кромки.
Горизонтальные швы получаются наиболее качественными при соблюдении данной последовательности работ.
Технология производства вертикальных швов
Чтобы разобраться в том, как правильно варить вертикальный шов электросваркой, нужно запомнить, что здесь будет использоваться совершенно иная технология. На сварку вертикальных швов продольного типа еще большее влияние оказывает гравитация, так как расплавленный металл заготовки будет стекать вниз, а все газы поднимаются.
При сварке вертикальных швов необходимо принимать во внимание ряд определенных нюансов:
- Валики продольных швов делают максимально тонкими, чтобы не образовывались наплывы. При этом, при формировании валика электрод проводят только строго в одном положении;
- Сварка потолочного шва в вертикальном положении подразумевает образование валика, ширина которого будет сопоставима с диаметром электрода. Превышение в данном случае возможно, но не больше, чем в два раза;
- Вертикальная сварка подразумевает использование максимальной силы тока, чтобы не получались подрезы основного металла;
- Дугу и электрод также проводят под углом приблизительно 80 градусов.
Несмотря на то что горизонтальные и вертикальные швы не слишком сильно отличаются друг от друга, при их формировании следует учитывать особенности соединений. Только в этом случае можно получить изделие максимально высокого качества.
Все о сварке вертикальных швов

- Особенности
- Способы
- Электрошлаковый
- Электродуговой
- Полуавтомат
- Технология
С появлением электросварки стало возможным соединение любых металлов. Этот процесс объединяет металлические структуры за счет нагрева и расплавления электрической дугой. Электросварка широко применяется в различных сферах. Однако данная технология требует некоторых знаний, умений и навыков. В зависимости от видов металлов и вариантов соединений есть разные способы сварки, типы электродов, скорость их движения, амплитуда.



Особенности
Сварка вертикальных швов имеет достаточно много особенностей. Так, при воздействии тепла на сплав, происходит образование металлических капель, которые постоянно стремятся укатиться вниз. Данный процесс является вполне естественным, но при этом создает немало трудностей. Например, эти капли не дают качественно воздействовать на зону, которая обрабатывается. Специалисты считают, что для вертикальных швов лучше подходит дуга меньшей длины. Это способствует тому, что силы поверхностного натяжения делают переход электрода в шов более простым. Чтобы капля затвердела непосредственно при сварке, надо стержень убирать немного в сторону. Как только тепло уходит, металл очень быстро застывает.
При этом важно учесть, что верхняя зона ускоряет процесс плавки металла. Также более быструю кристаллизацию можно наблюдать на месте стыков и различных соединений. Среди важных параметров следует отметить силу тока. Как правило, выбирают ее более низкое значение, чем обычно.
Также не стоит забывать про точечную технологию, которая позволяет низко закрепить два элемента.



На срок службы сваренных конструкций из металла влияние оказывает качество и надежность соединения. В любой конструкции шов может превратиться в одно из наиболее уязвимых мест. Именно по шву смотрят, насколько качественно выполнена сварка. Для мастера с малым опытом вертикальная сварка является весьма сложной технологией. Однако ей стоит научиться, так как она используется достаточно часто. Важно при данном методе соединения металлических конструкций соблюдать ряд правил, иначе можно получить некачественный результат. При вертикальных швах желательно использовать короткую электрическую дугу. В противном случае шов может стечь из-за расплавления.

Когда происходит непосредственно поджог, необходимо постараться рабочую часть располагать перпендикулярно по отношению к поверхностям, которые обрабатываются. Это позволяет сделать соединение высокого качества. Лучше всего в процессе постараться электрод держать с легким наклоном вниз. Именно выдержка острого угла дает возможность задерживать раскаленный металл, чтобы он не стекал вниз. Следует уточнить, что не всегда получается предотвратить стекание металлических капель. Однако можно сделать силу тока выше и быстрее перемещаться по обрабатываемой поверхности.
Но данный метод требует осторожности, чтобы дуга не слишком увеличилась. Также можно передвигать электрод из стороны в сторону для увеличения ширины шва.


Способы
Методов сварки есть немало, но перед тем как приступить к практике, желательно ознакомиться с наиболее часто используемыми.


Электрошлаковый
Электрошлаковый способ позволяет соединить детали почти с любой толщиной. При этом их можно сварить всего за один проход. Стоит отметить, что данная особенность есть только у этого способа сварки. Лучше всего он подходит для швов в вертикальной плоскости. Один проход позволяет сэкономить не только на энергии, но еще и на расходниках. Одновременно с этим происходит увеличение производительности. В итоге получаются высококачественные швы. При данном способе между кромками на стыках и пластинами из меди присутствует ванна с жидким шлаком.

После того как электрод погружается в нее, проходит ток и происходит нагревание до температуры плавления кромки рабочей области и стержня электрода. В ходе расплава образуется сварочная ванна. Именно после ее остывания металл начинает кристаллизоваться, и получается качественный шов. По мере того как соединение остывает, стержень и пластины постепенно поднимаются. Таким образом, достаточно одного прохода, чтобы добротно соединить детали любой толщины. Причем жидкий шлак является легким компонентом, который постоянно находится сверху. В итоге он защищает шов от взаимодействия с кислородом. По окончании процесса сварки шлак после остывания удаляют, легонько ударяя молотком.


Электродуговой
Электродуговой способ требует тщательной предварительной подготовки соединяемых деталей. Причем она может отличаться в зависимости от толщины обрабатываемых областей и типа шва. Соединяемые детали важно закрепить с использованием специальных крепежей или подручных средств. Чтобы избежать температурных искажений, детали желательно приваривать через определенные промежутки при помощи поперечных швов или прихваток. Такая техника позволяет добиться надежного соединения.
Сваривание вертикальных швов с использованием дуговой электросварки происходит с перемещением расплавленных металлических капель по направлению вниз. Сплав электрода переходит в сварочную канавку посредством капельного пути. Для плавного перетекания лучше всего применять укороченную дугу.
Можно также точечно прикасаться концом стержня к свариваемой области, чтобы он не прилипал к заготовке.

Для получения вертикального соединения хорошего качества применяют следующие способы.
- «Снизу вверх» подразумевает, что сварочная канавка располагается снизу, а расплавленные капли попадают в нее сверху. Для предотвращения утечки жидкого металла электрод желательно располагать не прямо, а под углом к области, где будет соединение. При этом плавящийся конец электрода должен быть выше, чем часть в держателе. Это позволяет поддерживать канавку и предотвращает выплескивание металла. Таким образом, происходит кристаллизация нижних слоев, которые как бы выполняют функцию подставки для сварочной канавки. Эта техника создания шва в вертикальной области называется «ручной дуговой». Следует учесть, что при сварке ток надо устанавливать на значении, при котором кристаллизация будет проходить быстрее, чем электрод и поверхность кромок будут плавиться. Для этого нужна недлинная дуга, чтобы образовывались маленькие металлические капли.


- Сварка способом сверху вниз является фактически техникой наоборот и предполагает расположение электрода так, чтобы его конец был направлен вверх. При этом сварочная ванна поддерживается за счет электрической дуги и электрода. Важно, чтобы нижний край ванны плавился очень быстро. Что касается верхнего края ванны, то он должен успевать застывать.
Если данный процесс происходит неправильным образом, то необходимо повысить значение сварочного тока и перемещать электрод вниз с большей скоростью. Также можно сделать шов более широким.

Полуавтомат
Полуавтомат (инверторный аппарат) позволяет сделать шов в вертикальной плоскости более качественным, чем обычный сварочный. Это обусловлено тем, что сварочная дуга получается более стабильной. Существует несколько проверенных технологий сварки. Их выбирают в зависимости от толщины соединяемых металлов, зазора между деталями, формами кромок.
- Треугольная сварка необходима для работы с изделиями толщиной менее 2 миллиметров. При этом следует немного притуплять кромки. Чаще всего данная техника используется для углового сваривания. При движении электрода вверх жидкий сплав будет стекать поверх уже застывшего. Кромки проплавляются отлично, так как шлак движется уже по кристаллам металла. Формирование начинается с полок в самом низу стыка. Далее электрод следует переместить на край, расплавить грани и наполнить сварочную канавку. После этого электрод передвигают на другой край и снова повторяют весь процесс. При этом канавка будет иметь форму треугольника, откуда и получила свое название технология сварки. Желательно выбирать электрод толщиной 3 миллиметра, а сварочный ток устанавливать на значении от 80 до 100 ампер.

- «Елка» подходит для соединения деталей с зазором 2-3 миллиметра. Этот способ считается довольно сложным, так как концом электрода приходится делать замысловатые движения. При работе с вертикальными швами надо начинать от одной из граней, причем из толщины зазора. Получается, что электрод надо как бы вытягивать из толщи металла и наплавлять его на грань. После этого электрод надо снова вернуть внутрь шва и произвести наплавку на другой грани. Так, постепенно будет происходить заполнение вертикальной щели, и получится надежное соединение. Данный процесс надо проводить пока весь зазор не заполнится сплавом.
Важно, чтобы кромки не слишком сильно проплавились и не появились металлические подтеки.

- Лестница может понадобиться, если надо варить швы по вертикали с маленьким зазором и без притупления кромок. Техника заключается в том, что движение электрода надо производить от одной грани до другой. При этом поднятия вверх должны быть минимальными. Движения получаются в виде зигзага, а на кромках необходимо делать очень короткую остановку, чтобы металл успел проплавиться. Данный способ подходит для соединения металлических изделий с толщиной до 4 миллиметров.

Технология
Прежде чем правильно варить вертикальный шов, следует подготовить изделие. Для этого его нужно очистить от каких-либо загрязнений, а затем зашкурить. Важно, чтобы на металле не остались остатки масла, краски или следы ржавчины. Когда подготовка окончена, можно переходить к следующему этапу выбору способа сварки. Лучше всего для вертикального шва выбрать инверторный сварочный аппарат и способ прохода снизу-вверх или наоборот – сверху-вниз. При этом концом электрода следует придерживаться определенных направлений, исходя из ширины будущего шва. Если он будет широким, то направление должно быть в виде полукруга, круга, капли или петель. Причем двигать электродом надо слева направо, а швы накладывать друг на друга.


Для узкого шва желательно делать небольшие отрезки по направлению вверх. Начало каждого следующего отрезка должно начинаться из середины предыдущего. При наиболее больших зазорах лучше всего использовать технику лестницы, а для самых маленьких треугольника или «елочки». Нажимать электродом на соединяемые поверхности надо с определенной продолжительностью. Сварщики с большим опытом работы советуют с каждым нажатием стержня говорить про себя число «22». Именно это время идеально подходит для соприкосновения электрода с металлическим листом.
При этом если металл более толстый, то «двадцать два» надо проговаривать в более медленном темпе, а если тонкий – то в более быстром.


Чтобы качественно сварить изделие, надо верно подобрать значение ампер. При слабой силе шов получается неэстетичным, а при слишком сильной можно прожечь металл. Рекомендуется на каждый миллиметр электрода устанавливать мощность в 30 А. Еще один важный момент – это удержание электрода относительно обрабатываемой плоскости под углом 45-90 градусов. Сварка вертикального шва будет выглядеть следующим образом.
- Внизу делается нахлест подготовленных поверхностей металла.
- Начинать процесс соединения надо не на месте нахлеста, а выше. Это позволит при ошибке избавиться от лишних исправлений.
- Включить сварочный аппарат и делать нажимы. Не забывать проговаривать про себя цифру «22».
- После того как все швы сделаны, необходимо провести зачистку поверхностей с внутренней и наружной сторон от шлака, который образовался.
- Если есть необходимость, то сварить металлические изделия с обратной стороны.



В следующем видео вас ждет информация об угле наклона электрода при сварке вертикального шва.
Как правильно установить столбы для забора, забивание, бутование или бетонирование?
Почему к установке столбов для забора надо отнестись ответственно?
Столбы для забора — это самый главный элемент, опора всей конструкции.
Обратите внимание на заборы в частном секторе – встречаются перекошенные конструкции, в некоторых местах столбы выпирают, перекашиваются.
Чтобы забор на долгие годы сохранил свою геометрию, надо знать, как установить столбы для забора правильно – какой способ для установки применить в том или ином случае, понимать отчего столбы выпирает, перекашивает и как этого не допустить.
Почему столбы выдавливает, или перекашивает? Силы пучения и подвижки грунта
Существует такое природное явление как сила пучения грунта.
Для любого типа грунта пучение – нормальное явление. Это сезонное увеличение грунта, спровоцированное заледенением вод, которыми он пропитан.
Чаще всего заборный столб, который забивают или забутовывают – пустотелый, что исключает возможность его выдавливания из земли (давить попросту не на что).
Однако, когда столб бетонируют или крепят к его основанию какую-либо конструкцию (якорь), тогда появляется платформа, на площадь которой как раз и воздействуют пучинистые силы и выдавливают столб из земли.
Для того, чтобы избежать выдавливания столбов за счет сил пучения, их нужно бетонировать ниже глубины промерзания грунта.
Более подробно о том на какой глубине устанавливаются заборные столбы читайте здесь.
Помимо пучения на столбы для забора может влиять подвижка грунта и неверный подбор строительных материалов.
Подвижностью обладает привозной грунт, который используют для создания ландшафта и в целях выравнивания участков. Такой привозной грунт, в отличие от материнского медленно и постепенно движется в сторону наклона участка. При установке забора надо это иметь ввиду и делать укрепления – подпорные стенки, чтобы заборные столбы не ехали вместе с грунтом.
Перекосить столбы может также вследствие неправильного подбора строительных материалов, без учета ветровой нагрузки.
Таким образом, прежде чем выбрать способ установки столбов для забора стоит учесть характер почвы, определиться с материалом и с высотой забора.
Способы установки столбов для забора
Надежность и жесткость всей конструкции во многом зависит от опорных столбов — основы забора. Установка столбов для забора осуществляется различными способами и методами.
Способы установки столбов для забора
- Забивание
- Бутование
- Бетонирование
- Ленточный фундамент
- Установка винтовых опор
От чего зависит выбор способа установки и в каких случаях надо применять тот или иной метод?
Рассмотрим и сравним 3 самых распространенных метода установки металлических столбов:
- метод забивания в землю;
- метод бутования;
- метод заливки (бетонирования).
Все эти способы установки заборных столбов используются сегодня на ура и у каждого способа есть свои нюансы, плюсы и минусы.
Забивание
Самый простой и дешевый вариант установки – забивание столбов для забора. Этот метод имеет преимущество перед забутовкой и бетонированием – не надо тратиться и завозить дополнительные материалы, сокращается время установки. Нет необходимости бурить землю.
Однако, забивая столбы стоит учитывать следующее:
- выставить столб идеально ровно при забивании его в землю достаточно сложно;
- при забивании, верхняя часть столба деформируется.
Чтобы избежать деформации используют самодельные механизмы (бабу, деревянные бруски) защищающие металл от удара.
При этом не забываем, что, после зимы или сильных ливней забитые столбы для забора могут давать перекосы.
Способ забивания подходит только для легких ограждений, высотой не более двух метров.
На болотистых или торфяных почвах забивание столбов в землю приводит к неустойчивости всей конструкции.
Бутование столбов для забора
Бутование или забутовка – это заполнение отверстий под заборные столбы щебенкой, гравием, керамзитом, песком, кирпичным боем и пр.
Данный метод используется с древних времен и до сих пор не изжил себя, а только зарекомендовал как один из самых эффективных при минимальных трудозатратах.
Суть бутования проста – в земле делают лунку (бурят отверстие под столбы забора) диаметром шире опорного столба. Далее на дно лунки (на 30-40 см) засыпают материал для забутовки (рекомендуют щебень, фракции 5-20 с подсыпкой на 1/5 песка) и тщательно утрамбовывают.
Затем устанавливают заборный столб, выравнивают по уровню, закрепляют временными опорами. Вокруг столба подсыпают и утрамбовывают при помощи лома или железного прута щебенку с песком, проливают водой.
По времени процесс забутовки занимает на столб порядка 15-30 минут.
- забутовка позволяет столбу оставаться неподвижным в почве даже тогда, когда грунт при пучении поднимается. Почва по периметру столба ходит вверх-вниз, а столб при этом, остается на месте.
- щебень с песком хорошо уплотняет пространство вокруг столба, так как плотность бута можно почти приравнять к бетону.
Забутованный столб, по сравнению с бетонированным имеет небольшой люфт, который образуется за счет сыпучести бута. Однако это не страшно и на качественных характеристиках забора никак не отражается.
Бутование столбов применяют для любых заборных конструкций высотой до трех метров.
Если же забор трехметровый и выше, тогда столбы лучше бетонировать, так как на высокие конструкции усиливается давление ветровой нагрузки. При такой высоте следует выбирать и столбы более прочные, и углублять их не менее чем на 2 метра в землю.
Бетонирование столбов – заливка
Самая распространенная ошибка при бетонировании столбов – это несоблюдение глубины бетонирования.
Бетон нужно обязательно заливать НИЖЕ промерзания грунта – это основной и самый важный момент при бетонировании заборных столбов.
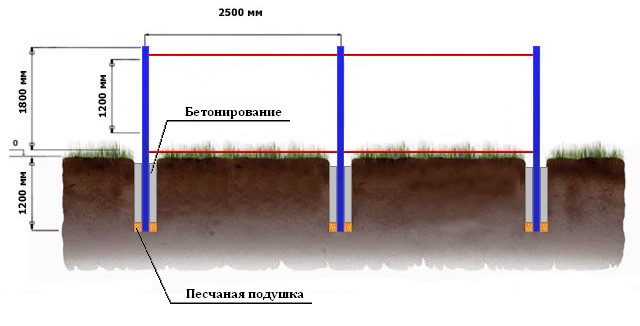
В средней части России уровень промерзания в среднем 1,2 м, а столбы рекомендуют углублять на 1,6 – 1,8 м.
Для забора чаще всего используют частичное бетонирование (когда бетоном заливают каждый столб в отдельности), реже – ленточное бетонирование.
Также, на рынке набирает популярность заменитель бетона – пена для бетонного раствора (пенобетон).
Заливка столбов для забора
Прежде чем приступить к бетонированию следует провести ряд подготовительных работ.
Бурят углубление (лунки под столбы забора) на 1,6-1,8 метров, далее подсыпают на дно лунки щебенку с песком на 20 см для того, чтобы уменьшить давления грунта на нижнюю часть бетонной подошвы и дренировать уровень.
Затем, фиксируют столбы любыми удобными способами, используя временные подпорки.
Бетон заливают постепенно, периодически вибрируя его на глубине для того, чтобы выгнать пузырьки воздуха.
Желательно использовать марку цемента не ниже М 300. Бетон с такими характеристиками будет обладать высокой прочностью, морозостойкость и водонепроницаемостью, а значит прослужит гораздо дольше, нежели бетон М 100,150, который через несколько лет может начать сыпаться.
Как упоминалось выше, бетонирование столбов дает возможность сделать конструкцию более прочной и увеличить коэффициент сопротивляемости ветровой нагрузки.
Установка столбов для забора с бетонированием оправдана тогда, когда забор имеет высоту более трех метров или тяжелый вес полотна. В противном случае тратить время и деньги и заливать в землю бетон не имеет смысла.
Заливка, позволяющая сэкономить
Бетонирование столбов под забор иногда совмещают с бутованием – делают яму ниже уровня промерзания грунта, затем нижний уровень на полметра – бетонируют, а сверху ямы для столбов забора засыпают щебнем. С одной стороны это усиливает конструкцию, с другой позволяет использовать меньшее количество бетонной смеси.
Распространённые ошибки при закреплении заборных столбов
Народные способы укрепления заборных столбов существуют разные. Для усиления конструкции к столбам приваривают различные металлические пластины, крепят арматуру и прочие приспособления, создавая так называемы й якорь, в надежде что столб будет сидеть в земле благодаря подобным распоркам более надежно.
Все эти хитрости имеют место быть только в том случае, когда конструкция устанавливается ниже промерзания грунта. Иначе якорь только создает дополнительную площадь для выдавливания столба наружу.
Иногда попадаются нерадивые строители. Вместо того, чтобы сделать все по технологии – пробурят на полметра скважину, забьют столб еще сантиметров на семьдесят, а сверху, ту верхнюю часть, что пробурили – цементом зальют. По факту – вроде работа выполнена, столбы в земле, бетоном залиты, а по сути – халтура, только деньги на ветер. При первых же морозах – столбы повыскакивают.
Подведем итоги
Решение по способу установки столбов нужно принимать, учитывая следующие факторы:
- Почва и ее сезонное поведение
- Материалы для забора
- Высота заборной конструкции
Рассчитать количество материала для строительства забора с учетом различных параметров можно при помощи бесплатного калькулятора, по ссылке ниже.
Как бетонировать столбы для забора из профнастила
Бетонирование — самый надежный метод установки опор для забора из профлиста. Если металлические трубы забутовать или просто вбить, то на пучинистых грунтах такая ограда может покоситься уже после первой зимы. Поэтому забор из профнастила нужно бетонировать — только так он простоит не один десяток лет без необходимости ремонта. Конечно, если речь идет о постоянном, а не временном ограждении участка.

Установка забора из профнастила с бетонированием столбов
Чтобы поставить бетонные опоры для забора из профлиста, вам понадобятся:
- стальные профильные трубы сечением 80х80 мм — для ворот, 60х60 мм — для калиток, 60х60 мм или 60х40 мм — для промежуточных опор;
- песчано-гравийная смесь;
- компоненты для бетона М200: щебень, песок, цемент в соотношении 4,8:2,8:1;
- мотобур или лопата;
- строительный уровень, капроновая веревка, рулетка;
- деревянные бруски и колышки;
- бетономешалка;
- кусок арматуры.
На участке должен быть доступ к воде и электричеству. Если его нет, то нужно будет завезти несколько емкостей с технической водой для бетонирования столбов для забора из профнастила и бензиновый генератор для подключения электроинструмента.
Кроме того, для начала работ нужно дождаться подходящей погоды. Так как правильно бетонировать трубы для забора из профнастила при температуре не менее 5 °C, ставить ограждение лучше в промежутке с мая по сентябрь. Но не в самые жаркие месяцы — оптимальная температура для бетонирования 20 °C, если она существенно выше, то бетон может растрескаться даже при регулярном увлажнении.
Выработка грунта и подготовка ям
Монтаж забора начинают с расчистки и разметки. По периметру участка косят траву, убирают мусор и крупные камни, по возможности снимают верхний слой почвы и выравнивают грунт. В месте установки ворот и калитки, а также по углам участка вбивают колья, между которыми натягивают капроновый шнур. Затем размечают промежуточные столбы, отмеряя по веревке расстояние между ними — обычно это 2,5-3 метра. Колышки вбивают точно под шнуром, чтобы опоры ограждения были на одной линии. После окончания разметки шнур снимают.
На месте каждого колышка мотобуром делают ямы. Чтобы выполнить бетонирование столбов для забора из профлиста, достаточно скважины диаметром около 250 мм. Яму можно сделать и шире — это никак не повлияет на надежность фундамента, но увеличит расход бетона. На участках с пучинистыми грунтами дно скважин должно быть на 200-300 мм ниже глубины промерзания — если мотобуром не удается добиться нужного уровня, остаток грунта из ямы выбирают лопатой.
На дно ям высыпают песчано-гравийную смесь слоем 100-150 мм и уплотняют ее. В готовые ямы на песчаную подушку опускают стальные опоры и выравнивают их по вертикали с помощью строительного уровня.
Как правильно залить бетоном столбы для забора из профнастила
Перед тем как забетонировать столбы для забора из профнастила, опоры нужно зафиксировать в вертикальном положении. Это важно, поскольку даже незначительное отклонение от вертикали сказывается на надежности забора и будет хорошо видно при зашивке секций листовым материалом. Обычно опоры фиксируют 2-3 деревянными подпорками, вбивая их в землю вокруг столба либо с противоположных сторон, либо так, чтобы получилась своеобразная тренога. Но есть и другие способы: можно вбить столб в дно ямы, прикрепить его к лежащей горизонтально опорной трубе, сделать распорки из кусков арматуры — метод фиксации особого значения не имеет, воспользуйтесь тем, который наиболее удобен.

После фиксации вертикальность опор еще раз проверяют строительным уровнем и только после этого приступают к бетонированию. Так как заливать столбики под забор из профлиста нужно только свежей смесью, одновременно ставят столько опор, сколько можно забетонировать за один замес в бетономешалке.
Бетон в скважину выливают постепенно. Поскольку установка заборов из профнастила с бетонированием столбов в центральных и северных регионах выполняется на довольно большую глубину — от 1,2 м, бетонную смесь при заливке нужно периодически уплотнять методом штыкования. Для этого в бетон по кругу погружают металлический стержень, как бы «протыкая» его с силой. Это позволяет убрать излишки воды и пустоты, которые неизбежно появляются в толще смеси при заливке ее в яму.
После бетонирования вертикальность опоры еще раз проверяют и при необходимости выравнивают ее — пока смесь жидкая, это легко можно сделать. Готовый столб закрывают сверху пластиковой крышкой или специальной металлической заглушкой, чтобы внутрь опоры не попадала вода, и оставляют примерно на две недели. За это время бетон наберет прочность, достаточную для продолжения работ.
Столб для забора своими руками
 Постоянные читатели сайта FORUMHOUSE хорошо знают, что забор, помимо ограждающих функций, является ещё и декоративным элементом.
Постоянные читатели сайта FORUMHOUSE хорошо знают, что забор, помимо ограждающих функций, является ещё и декоративным элементом.
Качественно сделанный забор или живописная живая изгородь становятся визитной карточкой дома и участка.
Мы уже рассказывали о том, как огородится с идеей и как возвести надёжный забор на грунтах, подверженных силам морозного пучения.
Несмотря на кажущуюся простоту, возведение забора – дело хлопотное, требующее больших расходов. Для столбов под ограждение загородного дома могут использоваться металлические трубы. Несмотря на повсеместное распространение и простоту монтажа, они не лишены недостатков. Этот материал может ржаветь в месте выхода столба из грунта, а качественный толстостенный металлический профиль весьма дорог.

Как сделать бетонный столб
Одной из альтернатив металлическим столбам могут стать самостоятельно изготовленные монолитные бетонные. Несмотря на повышенную трудоёмкость изготовления таких опор, они имеют преимущества перед металлическими:
- Отличаются повышенной прочностью и долгим, ни на один год, сроком службы;
- Им можно придать любой размер и форму поперечного сечения.
- В бетонный столб можно замонолитить на нужной высоте закладные элементы: анкера, петли, необходимые для крепления полотна забора, калитки и ворот;
- Внутри него можно скрыто провести электропроводку, требующуюся для подключения двигателя откатных ворот и т.п.
 Как сделать столбы из бетона.
Как сделать столбы из бетона.
Опалубка для столбов забора своими руками
Существует две основные технологии изготовления бетонных столбов:
- Заливка бетоном в опалубку на месте его установки;
- Изготовление на площадке и его дальнейшая установка на место.
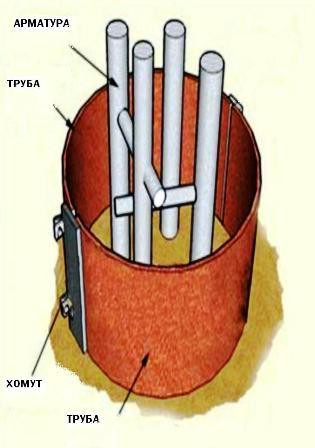
 Рассмотрим первый метод. Сначала вяжется арматурный каркас (т.к. бетон имеет малую прочность на изгиб, а сталь усиливает конструкцию) из трёх или четырёх стальных стержней, который затем опускается в заранее пробурённую в грунте скважину.
Рассмотрим первый метод. Сначала вяжется арматурный каркас (т.к. бетон имеет малую прочность на изгиб, а сталь усиливает конструкцию) из трёх или четырёх стальных стержней, который затем опускается в заранее пробурённую в грунте скважину.
После этого необходимо забетонировать часть столба, которая находится в земле. Затем, когда бетон наберёт прочность, устанавливается опалубка и доливается та часть, которая находится над землёй.
Опалубка для столбов своими руками.
Опалубка может быть:
- Круглой формы (изготовленная из металлической трубы). Для того, чтобы бетон не схватился со стенками, их можно промазать смесью из машинного масла и дизельного топлива;
- Квадратной формы – сбитая из досок. В этом случае доски изнутри выстилаются плотной полиэтиленовой плёнкой, «пристреливаемой» на степлер.
Основная проблема монолитного литья столба на всю высоту заключается в сложности вибрирования залитого бетона. Чтобы как следует его провибрировать, можно использовать перфоратор, работающий в режиме «отбойный молоток». Или применить так называемый метод «штыкования» раствора при помощи длинной арматуры.
Эти способы не дают 100% гарантии того, что в растворе не останется множества раковин, содержащих воздух, что значительно снижает прочность бетона. Выходом может стать использование скользящей переставной опалубки.
 Делается она так – берётся метровый кусок трубы и болгаркой режется вдоль на две части. Части трубы стягиваются друг с другом хомутами на болтах.
Делается она так – берётся метровый кусок трубы и болгаркой режется вдоль на две части. Части трубы стягиваются друг с другом хомутами на болтах.
После заливки бетона и набора им прочности опалубка разбирается и поднимается выше – чтобы её нижняя часть на несколько сантиметров охватывала верх уже отлитого столба.
Так, шаг за шагом, заливается вся конструкция на нужную высоту.
Несмотря на трудоёмкость и увеличение времени на работу (перед тем как залить верхнюю часть, необходимо дождаться, пока «схватится» нижняя), способ позволяет добиться хорошего качества вибрирования смеси.
Также одним из вариантов такой заливки может стать использование в качестве опалубки обычной пластиковой трубы.
Trelis:
– Чтобы залить бетонные столбики для забора, я взял рыжую ПВХ трубу диаметром 160 мм. Арматурный каркас – 3 стальных прута диаметром 8-10 мм. Скважины диаметром 190 мм я бурил ручным буром на глубину 75-80 см (глубина промерзания грунта у меня 70 см). Бетон под основание заливал в гильзу из рубероида, свёрнутую в два слоя. Внизу скважины я сделал расширение, как у фундамента ТИСЭ, диаметром 22-25 см. В качестве обратной засыпки использовал песок со щебнем фракции 3-15 мм.



 Столбики бетонные.
Столбики бетонные.
Первый заборный столб форумчанин залил пескобетоном. Соотношение: 3 части песка на 1 часть цемента М500, но потом он изменил пропорции смеси, взяв 1 часть цемента М500, 2 части песка и 2 части щебня фракции 3-15 мм. Высота от земли получилась 195 см. По подсчётам форумчанина, себестоимость одного такого столба составляет 200 рублей. Прошедшая зима показала, что методика работает – ничего не выперло и не перекосило.
 Столбики бетонные своими руками.
Столбики бетонные своими руками.
Plastilin,
Москва:
– Мы с приятелем для забора решили лить бетонные столбы. В качестве опалубки использовали напиленный в размер лист ОСБ 150x150x2100 мм. А чтобы получилась рустовка, изнутри опалубки прикрутили брусочки 20×20 мм. Бетон брали с завода – М200. Всего залили 51 бетонный столб. Скажу прямо – с эстетической точки зрения такие конструкции смотрятся намного лучше, чем металлические!
Заливка без скользящей опалубки
Ещё одним вариантом заливки столба на месте может стать метод без использования скользящей опалубки. В этом случае бетон заливается в готовую форму – несъёмную опалубку – асбестоцементную трубу. Общая схема такой заливки выглядит так:
- Садовым буром делается отверстие в земле на глубину промерзания грунта. В нижней части скважины делается расширение для «заякоривания» основания.


- В скважину вставляется рубероидная «рубашка», свёрнутая в цилиндр. Диаметр «рубашки» должен быть на несколько см больше, чем диаметр асбестоцементной трубы.

- В скважину устанавливается арматурный каркас. Он устанавливается не до самого дна скважины. Это необходимо для создания защитного слоя бетона между землёй и арматурой.
- Рубероидная «рубашка» бетонируется.
- В «рубашку», заполненную цементом, строго вертикально устанавливается асбестоцементная труба – так, чтобы её нижняя часть оказалась в растворе. Труба фиксируется распорками.

 Столбики бетонные на забор.
Столбики бетонные на забор.
- После того, как смесь застынет, асбестоцементная труба бетонируется до самого верха.
Формы для бетонных столбов для забора
Второй вариант производства бетонных столбов – литьё в форму и дальнейшая установка готового изделия в пробурённую скважину. Разберем, как сделать форму для столбиков. Для этого на саморезах собирается деревянный короб по размерам будущего столба. Стенки опалубки выстилаются полиэтиленовой плёнкой или оббиваются пластиком. Также для такой опалубки можно использовать ламинированную фанеру. В короб закладывается арматурный каркас и заливается бетон. После бетонирования и застывания смеси опалубка разбирается, и мы получаем готовый столб, который затем устанавливается на место.
 Формы для столбов забора своими руками.
Формы для столбов забора своими руками.
С помощью этого способа можно изготавливать фигурные столбы, для чего бетон льют в специально отформованную опалубку.
Главный недостаток этого метода заключается в том, что при изготовлении массивного, тяжёлого столба, для его установки может потребоваться применение специальной техники.
Krot64:
– Я делал бетонные столбы размером 100х100х2300 мм под рабицу. Треугольный арматурный каркас не вязал, а сварил из 3 прутков 8-й арматуры. На опалубку взял обрезной шестиметровый тёс. Распилил его и собрал ящики, которые положил на ровную поверхность, а под ними расстелил плёнку. По центру опалубки прикрутил стягивающий брусок, чтобы её не распёрло при заливке бетона, после чего залил раствор. Технология установки готовой конструкции нехитрая – садовым буром бурится лунка диаметром 14 см, ставится столб, пазух засыпается песком с обязательной послойной трамбовкой и проливкой водой.


Как показал опыт форумчанина, столбы такого сечения подходят для установки рабицы, а для более тяжёлого забора необходимо увеличить их размер: сделать их сечением 120х120х2500 мм, а арматурный каркас связать из 4 прутов 10-й арматуры и т.п.


Независимо от того, какой столб берётся – металлический или бетонный, его сечение и, соответственно, несущая способность зависят от предполагаемой н
агрузки. Необходимо учесть вес полотна забора, ветровую нагрузку.
 агрузки. Необходимо учесть вес полотна забора, ветровую нагрузку.
агрузки. Необходимо учесть вес полотна забора, ветровую нагрузку.Металлопрофиль имеет небольшой вес, но и большую парусность. Сетка рабица, наоборот, обладает малой парусностью.
Поэтому, чтобы сделать бетонный столб своими руками, необходимо заранее учесть все нюансы, тогда впоследствии не придется заниматься дорогостоящими переделками.
На FORUMHOUSE вы узанаете, как правильно поставить столб для забора. Узнайте также, как самостоятельно отлить бетонный столб.
Присоеденяйтесь к дискуссии на тему, бетонировать или забутовывать металлический столб. Посмотрите наш видеоролик, который наглядно показывает, как ставить забор из профнастила.





