Маркировка электродов для ручной дуговой сварки

У начинающих сварщиков часто возникают связанные со специальностью вопросы. К примеру, для чего на электродах нанесена маркировка и что обозначает каждая конкретная аббревиатура? Для начала стоит разобраться с самим понятием маркировки. Это набор символов, несущий информацию о характеристиках расходного материала. Ведь сами электроды сильно отличаются многими свойствами и признаками, о которых речь пойдет дальше.
- Тип и маркировка сварочных электродов
- Марки электродов для ручной дуговой сварки
- Диаметр
- Назначение
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
- Особые обозначения
- Пример расшифровки маркировки электродов
- Заключение
Тип и маркировка сварочных электродов

На каждой упаковке электродов есть буквенно-цифровое обозначение по образцу, как на рисунке. Первые цифры кода (выделены красным цветом) обозначают тип стержня. На приведенном примере это Э50А – расходные материалы подходят для сваривания заготовок из легированной и низколегированной стали. Сама аббревиатура способна рассказать намного больше, если разобрать ее на составляющие:
- Э – электрод предназначен для дуговой ручной сварки;
- 50 – предел прочности сварного шва. В данном случае он составляет 50 кгс/кв. мм;
- А – шов будет обладать повышенной пластичностью и ударной вязкостью.
Из примера видно, что чтения кода не является архисложной задачей. Достаточно иметь при себе расшифровку обозначений букв и цифр.
Теперь можно детальнее разобраться с типами электродов, которые существуют на потребительском рынке. Знание необходимо для тех, кто планирует заниматься сварочными работами профессионально или на любительском уровне, но часто. Полезно будет усвоить, что для работы с легированными материалами подходят электроды с маркировкой «Э» и цифровыми обозначениями (прочность): 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
Если потребуется соединение термоустойчивых марок стали, то потребуются электроды с условным обозначением Э-09 и Э-10 (далее в аббревиатуре следуют индексы М, МХ и другие). Для сваривания высоколегированной стали используется большое количество электродов – более сорока марок. Наиболее часто используются: Э-12Х13, Э-10Х17Т, Э-06Х13Н, Э-12Х11НВМФ, Э-12Х11НМФ и другие. Для наплавки слоя с предопределенными свойствами применяются расходники Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и еще 38 наименований.

Марки электродов для ручной дуговой сварки

После первого тире идет следующий набор знаков, который обозначает марку расходного материала. Она, как правило, описана в положениях ГОСТа или же может быть запатентованной изготовителем в индивидуальном порядке. В качестве примера можно рассмотреть продукты серии «ОК» от известной торговой марки ESAB.
Диаметр

Далее по порядку следуют цифры, обозначающие диаметр электрода в миллиметрах. В данном примере этот показатель составляет 5 мм. А подбор расходных материалов по диаметру осуществляется по такому принципу: чем толще заготовка, тем толще и электрод.
Назначение

Буква «У», которая размещается почти что в самом конце аббревиатуры информирует о том, что электроды предназначаются для сваривания элементов из низколегированной стали с пределом прочности примерно 60 кгс на квадратный миллиметр. В случаях, когда предстоит работа со сталью с более высокими показателями, то потребуются аналоги с маркировкой «Л». Литера «Т» обозначает, что стержни предназначаются для сварки теплоустойчивых металлов, «В» – соединение заготовок с особыми свойствами; «Н» – для наплавки.
Коэффициент толщины покрытия

Последняя буква верхней строки информирует о толщине слоя обмазки. «Д» – покрытие толстое. Помимо обозначения, приведенного в примере, расходные материалы могут содержать и другие. К примеру, «М» – покрытие тонкое, «С» – среднее, «Г» – очень толстое.

Группа индексов
Довольно часто маркировка становится серьезным препятствием для новичков. Она сложна из-за того, что несколько символов дают много информации сразу. Первое, что нужно запомнить: такая группа символов наносится только на упаковки электродов, предназначенных для сваривания высоколегированной стали. После того, как появилось общее понимание, можно перейти к деталям. Итак, символы обозначают:
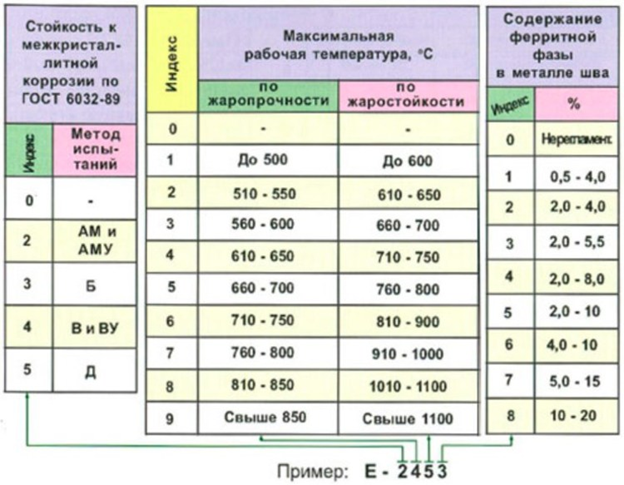
- 5 – устойчивость шва к коррозии;
- 1 – рабочая температура по максимуму, при которой указана прочность шва к высокой температуре;
- 4 – температура шва рабочая;
- (4) – количество ферритной фазы в шве.
Прямолинейная зависимость: чем выше цифра в обозначении, тем больше фактическое значение. Ниже приведена таблица соответствий:

Электроды для наплавки могут содержать больший блок группы индексов. Привычный набор, состоящий из 3-4 цифр через слэш дополняется еще набором символов, которые между собой разделены дефисом. Пример такой маркировки: Е300/32-1. Первая цифра содержит информацию о твердости металла, по которому можно выполнять работы по наплавке, а вторая (1) – твердость обеспечивается без термического воздействия. Если вместо 1 стояла бы цифра 2, то это значило бы, что твердость обеспечивается только после термического воздействия.
Тип покрытия

В буквенно-цифровом коде это обозначение находится в конце. Тип покрытия обозначается литерами, которые значат:
- «Б» – основное;
- «Ц» – целлюлозное;
- «Р» – рутиловое;
- «А» – кислое;
- «П» – прочее.
Нередко встречается сочетания разных букв. Это значит, что тип покрытия комбинированный. Другие символы, которые можно расшифровать так: «РЦ» – рутилово-целлюлозное. Когда в состав смеси вводится желтый порошок, то в аббревиатуре значится буква «Ж». Например, сочетание «БЖ» свидетельствует о том, что в основном покрытии есть такой порошок.
Пространственное положение

Электроды делятся на типы, каждый из которых предназначается для работы в определенном пространственном положении. В нашем примере приведена двойка, которая значит, что расходник может работать в любом положении за исключением вертикального. Другие маркировки:
- «1» – универсальный;
- «3» – работать можно на вертикальной конструкции, удерживая стержень в горизонтальном положении;
- «4» – сваривание заготовок нижних угловых.
Стоит учесть, что так обозначаются не только отечественные, но и зарубежные продукты.

Характеристики сварочного тока

Встречается не всегда, особенно если речь идет о переменном токе. В данном примере «0» значит, что можно работать на постоянном токе при обратной полярности.
Особые обозначения

Еще один тип международного обозначения, о котором ранее специально не писалось. Дело в том, что он заносится в группу индексов, но стоит обособлено и информирует о типе электрода. В данном случае – это плавящийся с покрытием.
Пример расшифровки маркировки электродов

На рисунке приведен реальный пример маркировки электродов. Итак, о чем она информирует:
- Э46 – тип расходного материала. Здесь – для низколегированных сталей с небольшим пределом прочности.
- АНО-21 – марка.
- Диаметр. Здесь – 2,5 мм.
- У – назначение. Для низколегированной и углеродистой стали.
Закончить расшифровку каждый из читателей сможет самостоятельно.
Заключение
Начинающим сварщикам стоит немножко попрактиковаться и еще раз внимательно перечитать материал статьи. Маркировка только кажется чем-то архисложным и запутанным. Со временем только беглого взгляда будет достаточно для того, чтобы определить, насколько пригодны те или иные электроды для конкретного вида работ.
Маркировка электродов для ручной дуговой сварки
Как не ошибиться в выборе и правильно расшифровать обозначений электродов для сварки металлов
Если вы только начали свое знакомство со сваркой, то скорее всего перед вами стоит множество вопросов. На этом этапе важно разобраться в некоторых базовых моментах, а также научиться производить подбор диаметров электродов для различных значений толщины представленного для сварки металла, правильно определить значения тока сварки, чтобы получился качественный шов.
Применяя эти знания, со временем вы будете делать эту работу уверенно.
Сварочные электроды: что это такое?
С электродами сварщик сталкивается при сварке, они с металлом образует электронную дугу, происходит нагревание и образуется сварочный шов. Сам по себе электрод для сварки металла имеет следующую структуру: металлический сердечник и обмазка.
Расшифровка обозначений используемых электродов для сварки.
Обозначения, нанесенные на пачку электродов очень важные. От этого зависит, подойдут ли выбранные сварочные материалы. Давайте разберемся с расшифровкой обозначений. Обозначения наносят согласно ГОСТа 9466. Маркировка имеет вид простой дроби, с числителем и знаменателем.

Э50А – Это тип электродов применяемых для ручной дуговой сварки. Он определяется в зависимости от того материала, который нужно варить. Для обычных черных, теплоустойчивых и конструкционных сталей тип берут из госта 9467. Цифра в индексе которая идет за «Э» — обозначает временное сопротивление (σпч). Для сварочного шва заваренного электродами типа Э50 – временное сопротивление 50 кгс/мм2. Дальше идет марка – «УОНИИ 13/55». Марка несет в себе информацию о том металле, из которого изготовлен сердечник электрода. Марку выбирают исходя из свариваемого металла. Можете ознакомиться со списком основных марок и области их применения.


Снова вернемся к маркировке. После марки идет диаметр электрода обозначаемый в миллиметрах — «4,0». После диаметра идет буква «У» — в данном месте обозначается назначение выбранных электродов.
Какое бывает назначение у электродов?
Различия обмазки и материала сердечника электродов обусловлено их назначением. Одни применяются для сварки углеродистых, низкоуглеродистых, а также низколегированных сталей, у которых сопротивление разрыву не превышает 600 МПа. Данная группа условно обозначается буквой – У.
Второй группой являются материалы, используемые для среднелегированных сталей сопротивление разрыву которых превышает 600 МПа. Условное обозначение – Л.
К третьей группе относят сварочные материалы, используемые для сварочных работ с высоколегированными сталями. Свойства которых нацелены на решение определенных задач. Обозначаются они – В.
Следующая группа используется при сварке теплоустойчивых легированных сталей. Обозначается – Т.
И замыкает группа, в которую вошли также узкоспециальные сварочные материалы, а именно применяемые для наплавки на поверхность изделия металла, с особыми характеристиками. Обозначается – Н.
Последнее обозначение – это «Д».
Тут указывается толщина обмазки. Они бывают 4 типов:
- «М» –с тонким.
- «С»- со средним.
- «Д» – с толстым.
- «Г» – с особо толстое.
К каждому типу относят электроды у которых отношение диаметров стержня и обмазки соответствует следующим условиям:
- Для тонкой – D/d ≤1,2
- Для средних D/d ≤1,45
- Для толстых D/d ≤1,8
- Для особо толстых D/d ≥1,8
Теперь идем вниз. Видим «Е 43 2(5)» — это индекс металла сварного шва (наплавленного металла). Чаще всего он берется из ГОСТа 9467, 10051 или 10052. Согласно индексу в ГОСТе можно посмотреть какими минимальными свойствами будет обладать шов. Далее видим букву «Б». Она обозначает тип покрытия электрода.
Типы покрытия: как определить, с каким брать?
Обмазка электродов возможна в следующих вариантах:
- Кислая обмазка — А
- Основная обмазка — Б
- Рутиловая обмазка — Р
- Целлюлозная обмазка — Ц
В этом плане нельзя сказать, какая из них лучше, а какая хуже: все они призваны для разных типов работ, а также условий применения. Потому нельзя однозначно ответить на вопрос какие электроды для сварки будут лучше. Как правило, необходимо их применять для образования прочного сварочного шва ответственных конструкций.
Далее видим цифру «1».
Это обозначение положений, в которых можно варить.
«1» – для любых положений;
«2» -для любых, за исключением сверху-вниз;
«3» — вертикальное сверху-вниз, горизонтальное, нижнее;
«4» — нижнее положение и положение — в лодочку.
И завершает цифра «0».
Это род тока и полярность. Эта цифра берется из таблицы, которая приведена ниже. Обозначает «0» что сварка должна выполняться на постоянном токе с подключением обратной полярности. Разобрав расшифровку, остановимся поподробнее на каждом пункте.
Чем покрыты электроды для сварки? Что из себя представляет это покрытие?
Обмазка – специальное покрытие, которое призвано защитить расплавленный метал от негативного воздействия кислорода. Оно создает газовую оболочку во время плавления сердечника.
Покрытия подразделяются по функциям, которые они выполняют: газообразующие и шлакообразующие функции.
Газообразующие компоненты создают защитные газы и ионизирующую атмосферу.
Шлакообразующие включают элементы способствующие раскислению, рафинации, легированию шва и основного металла, увеличению связывающего и пластического свойства шва. Во время сварки образуется слой шлака в сварочной ванне для защиты.
Виды покрытия: как определить, с каким брать?
Существует 4 основных вида покрытий электродов, применяемых при ручной дуговой сварке. Последовательно разберемся с каждым из них.
Поговорим об основном компоненте. Рутил — природный минерал, который образуя защитную газовую оболочку, создает сварочную ванну. Сварка такими материалами как рутиловые характеризуется высокой стабильностью.
Зажигание дуги происходит без проблем даже у новичков. Именно поэтому они часто используют на монтаже. Шов получается с мелкими чешуйками, с равномерной литейной структурой по сечению.

Можно выделить следующие преимущества работы с этим покрытием:
- Допустимо использовать на переменном токе (АС), так и на постоянном токе (DC);
- Легко поджигаются как с использованием нового, так и при вторичной зажигании дуги;
- Не требовательны к чистоте поверхности изделия. Можно применять по ржавчине, непросушенным кромкам изделия, окалине и даже краски;
- Металл практически не разбрызгивается.
К недостаткам можно отнести:
- Не велика номенклатура материалов, с которыми можно использовать;
- В сварочной ванне идет активное перемешивание шлака и металла из-за чего сложно различить, где шлак, а где металл. Приводит это шлаковым включениям;
- Наличие влаги в обмазке ведет к дефекту в виде пор. Это важный момент на который стоит обратить внимание. Необходимо правильное хранение и прокалка перед сваркой.
Кислое покрытие: особенности применения
Хороши в использовании, но в открытом пространстве, в противном случае это не будет безопасным для сварщика. Преимуществом, определенно, является то, что шлак легко отделяется.
Кислое покрытие требует низкое напряжение ХХ. В настоящее время они используются редко.
Основное покрытие

Получили очень широкое можно сказать повсеместное распространение, ввиду своей универсальности. Покрытие их содержит фтор и кальций. При сварке элементы обмазки испаряются, защищая расплавленный металл. Газовая защита ванны фактически состоит из углекислого газа.
Применяются они при использовании постоянного тока, как правило полярность используется обратная.
Покрытие при расплавлении выводит в шлак вредные примеси из шва таких как сера (S), фосфор (P) в шлак. Это способствует повышению прочности, повышению пластичности, уменьшению хрупкости. Как следствие отсутствие трещин.
Зажигание дуги хуже, чем у рутиловых, зато более широкая область их применения. Дуга горит менее стабильно в сравнении все также с рутилом. Это обусловлено содержанием фтористых соединений, снижающих ионизацию.
Сварка должна проводиться только по качественно подготовленной поверхности. Не должно быть ни влаги, ни грязи. Иначе получим обильное количество пор в металле шва. Еще причиной пор является увеличение длинны дугу. Защита рассеивается и в сварочную ванну попадают газ из атмосферы.
Электроды с целлюлозным типом покрытия
Использование сварочных материалов с данным типом защиты все меньше и меньше. Это обусловлено тем, что сварка ими наводороживает сварной шов. Прочность соединения снижается, появляются поры.
Обмазка более чем на половину состоит из органических веществ и при сварке обеспечивает сильное газообразование. Варят ими во всех положениях даже возможно ведение процесса сверху вниз.
Поверхности могут быть и недостаточно хорошо подготовлены, на качестве сварки фактически не скажется. Тут есть нечто общее с рутиловым покрытием.
О чем следует помнить, когда собирается начать сварку?
Прежде чем начать, следует тщательно осмотреть электроды для домашней сварки и определить:
Нет ли каких-то повреждения механического характера. Если они есть, то это является препятствием к дальнейшим действиям, сварочная дуга не будет стабильной, а защита расплавленного металла ванны качественной.
Влажность: Должна быть минимальна. Электроды будут сухими только в том случае, если они правильно хранились. Не переживайте, если этот пункт стал препятствием к осуществлению дальнейших действий – все еще можно исправить. Для этого необходимо просушить их в специальной печке или, если вы находитесь в домашних условиях, в обычном духовом шкафу.
Другой вариант, который потребует больших затрат по времени– оставить их в теплом, не влажном месте. Итак, сухие сварочные материалы станут для вас залогом прочного сварочного шва и снижением риска появления такого дефекта как газовые поры.
Срок годности у электродов используемых для ручной дуговой сварки определяется производителем, но как правило он без ограничений. Главное это условия хранения, которые также приводятся производителем. В закрытой пачке запечатанной в полиэтиленовую пленку, электродам ничего не будет даже через 10 лет.
С чего все-таки следует начать новичку?
Мы уже узнали, чем покрывают электроды для сварки, и теперь перед вами стоят уже другие вопросы выбора.
Действительно, тонкие электроды для сварки отличаются не только типом покрытия, но и составом металла сердечника. Они могут быть алюминиевые, чугунные, углеродистые, высоко или низколегированные и иных типов.
Виды электродов и как их выбрать для сварки на первых порах?

Среди наиболее популярных и доступных для сварки можно назвать следующие марка электродов:
- ОК-46
- МР-3
- УОНИ 13/55
- ЦЛ-11
Рассмотрим каждый из видов подробно.
Электроды этой марки используются для нержавеющей стали, так называемой нержавейки. Применяются они в изделиях, которые будут работать при температуре не выше 250 °С.
В бытовых ситуациях, они помогают сварщику добиться шва с мелкой чешуйчатостью, и получить переход без переломов между кромками изделия и швом. Сам шлак имеет малый объем, так что не составит труда его удалить. Следует обратить внимание, что покрытие у них основное.
Рутиловые МР-3 и OK -46
Данные марки электродов — рутиловые. Его следует выбрать в случае, если вы работаете с углеродистыми и низколегированными сталями. Безусловным преимуществом выбранной модели станет то, что можно применить как с постоянным током, так и с переменным. Наибольшее распространение получили сварочные электроды марки мр-3, особенно в быту. На даче, в гараже ими лучше всего выполнять сварку.
Дуга получается стабильная несмотря на качество подготовки изделия, чистоты поверхности металла. Также плюсов является то, что металл практически не разбрызгивается. Они вобрали все плюсы своего покрытия в то же время снизив негативные факторы.
УОННИ 13/55
Это чрезвычайно часто применяемый и очень популярный электрод. В отличии предыдущего вида покрытие используется основное. Используются также, как и предыдущее марки для низкоуглеродистых, низколегированных сталей. Этот вариант хорош еще и тем, что применяется для элементов ответственных изделий и конструкций. Связано это с особенностями образуемого сварочного шва:
- Отличается особой пластичностью;
- Шов является прочным, выдерживает сильные нагрузки;
- При применении не боится холода;
- Не критичны перепады напряжения.
При работе с УОНИИ 13/55 следует соблюдать особые правила
Эти правила касаются предварительной подготовки материалов: они должны быть чистыми от ржавчины, грунта, масленых загрязнений, влаги. Если заготовка будет иметь масляные, водяные, ржавые пятна или капли, то будут появляться поры.
А теперь подробнее о полярности
Если работа на постоянном токе производится (что чаще всего и происходит), то может возникнуть вопрос: какую полярность подключить – обратную или прямую? Как это сделать?
На первый вопросы мы частично обращали внимание, когда рассматривали типы покрытий и виды электродов. Так что обязательно сверьтесь с этим, когда будете приступать к работе.
Схема подключения прямой полярности: на “плюс” инвертора подключается масса, а электродный держак подсоединяется к “минусу”.
Когда подключение идет по схеме обратной полярности, как вы понимаете, все наоборот: к “минусу” аппарата подключается кабель массы, «плюс» подключаем к держаку.
Возникает вопрос, в чем же заключается разница между двумя этими схемами подключения?
Разница при подключении заключается в том, что при обратной полярности больше тепла идет в электродный металл. Это уменьшает тепловложение в основной металл и конструкцию меньше деформирует. При использовании прямой полярности наоборот тепловложение увеличивается в металле изделия.
Его часто применяют для сваривания толстого металла или при TIG сварке. Подробнее вы можете почитать в этой статье.
Какой диаметр электрода выбрать?
Это еще один вопрос, с которым вы можете столкнуться. Здесь все достаточно просто: диаметр будет подбираться по толщине вашего свариваемого металла.
При этом если металл совсем тонкий (меньше, чем полтора миллиметра), то ручная сварка (РДС), чаще всего, недопустима (здесь используется, сварка вольфрамовым электродом, полуавтоматическая или автоматическая).
В остальных ситуациях можно подобрать электрод. Ознакомиться с соотношением можно по следующей таблице:

Как определить величину тока?
Это еще один важный вопрос, которым можете у вас возникнуть. Вообще, следует отметить, что величина тока приводится всегда примерно, в достаточно широком диапазоне. Связано это с тем, что при разном пространственном положении, разной толщине изделия, количестве проходов она будет разниться. И определяется она уже самим сварщиком (можно сказать, что приходит это с опытом).
Главное, чтобы вы чувствовали себя уверенно, ориентировались на управляемость ванной и настраивали ток так, чтобы вам было удобно управлять сварочным швом. Ориентировочные показатели приведены в таблице ниже:

О там как правильно настраивать силу тока читайте тут.
Маркировка электродов: всё, что вам нужно знать
В этой статье подробно разберем маркировку на пачке расходных материалов, чтобы правильного подобрать необходимые электроды для сварочных работ.
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.

- Типы электродов
- Марки электродов
- Диаметр электродов
- Назначение электродов
- Коэффициент толщины покрытия
- Группа индексов
- Тип покрытия
- Пространственное положение
- Характеристики сварочного тока
Где найти маркировку

Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой “А” в типе.
Марки электродов
Э42А- УОНИ-13/45 -3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей.
- ОЗЛ-6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали.
- ЦЧ-4, МНЧ-2 — для сварки чугуна.
- Т-590, -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45- 3.0 -УД
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0- У Д
————————————
Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-У Д
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5) -Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5)- Б 1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Расшифровка маркировки электродов для сварки
Сваривание различных поверхностей при помощи специального аппарата – комплексное мероприятие, которое предполагает использование специальных элементов, а именно электродов. При этом последние имеют различные классификации, типы и разнообразную специфику применение. Также электроды отличаются специальным маркированием, определяющим технические свойства, покрытие компонентов.

Стоит отметить, что маркировка наносится как на сам элемент, так и на упаковку. Поэтому перед началом сварочных работ необходимо ознакомиться со всей информацией, предоставленной производителем. Так вы проверите совместимость купленного электрода с материалом, который необходимо приварить.
Однако на этом этапе может возникнуть сложность, которая связана с расшифровкой маркирования. Ведь вся информация, как правило, наносится при помощи букв и цифр, которые непонятны для обычного пользователя, но содержат ключевую информацию об электроде.
Поэтому в этой статье будет предоставлена расшифровка маркировки электродов для сварки, а также мы предоставим всю информацию касательно обозначений химического состава обмазки, предназначения элемента.
Назначение электрода и технические характеристики
Давно известный факт, что электроды – основные элементы, которые применяются при осуществлении электродуговой сварки различных металлических оснований. Специально для улучшения качества проведения работ были разработаны различные типы электродов, предназначенных как для универсального, так и для узкоспециализированного применения.
Для максимально качественной сварки должны выполняться следующие требования и условия:
- стабильная электромагнитная дуга (ЭД) – именно она отвечает за образование сварочного шва. Если ЭД будет слабая, тогда соединение не будет качественным;
- плавление стержня и обмазки должно быть максимально равномерным – в противном случае будет создан дисбаланс и дальнейшее проведение сварочных работ будет проблематичным;
- химический состав в образованном сварочном шве должен отвечать всем требованиям;
- примеси и шлак должны удалять максимально просто;
- стрежни электродов должны выделять минимальное количество токсических элементов;
- в процессе соединения электроды не должны нарушать химические, физические и технические параметры.
Если все условия выполняются, тогда сварку можно считать высококачественной. При этом отклонение хотя бы одного параметра свидетельствует о том, что скорее всего вы выбрали не тот электрод или же настройка сварочного аппарата не была правильной.
Принцип устройства электрода для сварочных аппаратов различных типов
Принципиально нового ничего нет. Электрод все также состоит из стержня, изготовленного посредством использования металла, обмазки и вспомогательных компонентов, например, прутов. Выбранный металл определяет технические характеристики элемента.

Нередко можно встретить компоненты, которые состоят только из одной проволоки, не имеющей покрытия и они имеют соответствующие название – непокрытые электроды. Одним из основных представителей таких средств стоит отметить вольфрамовые электроды.
Как и много раз говорилось, металлический стержень может покрываться как одним из следующих обмазок, так и иметь сразу несколько покрытий:
- кислая обмазка;
- основной тип покрытия;
- целлюлозная обмазка;
- рутиловое покрытие;
- обработка комбинированным типом;
- узкоспециализированное покрытие.
Стоит отметить, что покрытие также имеет свои типы. Обмазка может быть защищающей и ионизирующей. Первая имеет толстые слои, а вторая – отличается тонкослойной структурой.
Какое влияние оказывает тип покрытия на работу электрода?
Первое и самое главное – покрытие оказывает воздействие на технологические параметры самого электрода и заготовок, которые можно использовать. В частности, тип обмазки регулирует возможность размещения сварочных швов, эффективность, пористость, устойчивость к образованию деформационных процессов и наличие водорода в шве.
Состав кислотного покрытия представлен 4-х элементной структурой. В обмазку входит марганец, окислы железа и кремний. Наиболее распространенными представителями являются электроды ОЗЧ-2 и СМ-5. И имеет следующую маркировку:
- согласно ГОСТ 9466-75 и ISO, обозначается «А», по старому ГОСТ 9467-60 – Р (руднокислое).
Важный нюанс: Металлические стержни, имеющие кислотное покрытие, в процессе электродуговой сварки не образуют пор. Их можно использовать для работы при подключении как к постоянному, так и к переменному току. Но есть и недостаток – в сварочном шве, а именно на линии рубца, могут образовываться трещины.
В процессе работы такие стержни могут выделять токсические вещества, поэтому рекомендуется использовать специальную маску.
Расшифровка электродов с основным покрытием
Наиболее распространенными представителями являются электроды ТМУ-21, ДСК-50. Состав такой обливки представлен карбонатами и фторовыми производными. Химический состав рубца, сформированного при помощи электрода с основным покрытием, аналогичен со сталью.
Вышеупомянутый состав обеспечивает повышенные технические свойства, а именно:
- вязкость шовной линии;
- гибкость шва;
- устойчивость созданного соединения к образованию деформационных частей.
Однако стержни с основным покрытием имеют и ряд недостаток, делающих их менее выгодным приобретением в отличие от других видов. В частности, к отрицательным сторонам следует отнести:
- образование пор при использовании электродов в условиях повышенной влажности;
- возможность работы исключительно аппаратом постоянного тока;
- предварительную подготовку – прокаливание стержней.
Однако несмотря на минусы, элементы наиболее часто применяются для сварки нержавеющей стали.
Рутиловое покрытие
Наиболее распространенными представителями этого типа электродов являются ЛЭЗ МР-3С, АНО-4, ОЗС-4. Стоит отметить, что такое покрытие отличается более значительными преимуществами.
Использование таких расходников обеспечивается качественный результат даже, если на заготовке имеются различные дефектные образования и коррозийные очаги. Также на качество не влияет уровень влажности. Нередко элементы задействуют для работы со сталью 09ГС и высокоуглеродными материалами.
Есть один недостаток, связанный с содержанием оксида кремния в составе. Из-за этого образованный шов имеет пониженную ударную вязкость, сниженную гибкость. В системе маркировок покрытие обозначается следующим образом:
- согласно ГОСТ 9466-75 и ISO «Р» и R соответственно, по старому ГОСТ 9467-60
При этом образованный шлак легко удалить. Это в свою очередь дополнительно улучшает качество сварочных работ.
Расшифровка маркировки электродов для сварки с целлюлозным покрытием
Согласно ГОСТ 9466-75, в состав таких элементов входят до 50% органических добавок. За счет использования такого типа компонентов можно образовывать обратные рубцы и обеспечивать швы от «верха книзу».
Однако есть и отрицательная сторона, связанная с высоким содержанием водорода, что откладывает отрицательный отпечаток на качество сварочного шва. Такие электроды имеют следующую маркировку:
- согласно ГОСТ 9466-75 и ISO «Ц» и С соответственно, по старому ГОСТ 9467-60
Такие типы сварочных элементов используются гораздо реже из-за высокой стоимости. Однако для узоспециализированных работ электроды с целлюлозным покрытием – то, что нужно.
Касательно изделий со специальным типом покрытия, то стоит отметить, что их применяют сугубо для узкоспециализированных работ – при помощи их соединяют специальные сплавы или целые элементы, имеющие различные сплавы.
- согласно ГОСТ 9466-75 и ISO «П» и S соответственно.
Расшифровка маркировки электродов для ручной дуговой сварки
Сейчас разберем пример маркирования. Дана маркировка Э50А-УОНИ-13/55-5,0-УД/У514(4)-Б20. Первая буква обозначает специфику использование – говорит о том, что электрод используется посредством электродуговой сварки, 50 – показатель пиковой прочности, измеряемый в кгс/мм 2 , А – определяет характерные технические свойства, а именно ударную вязкость, пластичный рубец.
При наличии дальнейших цифр, которые идут после Э50А определяет его марку в каталоге производителя. Непосредственно 5,0 – диаметр металлического стержня, который измеряется в мм.
Литера «У» показывает предназначение электрода. В нашем случае элемент разработан для сварного соединения сортов стали, имеющих низкую легированность с прочностью до 60 кгс/см 2 включительно.
Для сварки стали с более высокой прочностью применяются расходники, имеющие обозначение «Л». При сварке жароустойчивых элементов задействуют стержни «Т», специально для особых видов стали применяют компоненты «В».
Дальнейшая символика определяет толщину обмазки. Например, буква «Д» в маркировке обозначает толстослойное открытие. Помимо нее могут быть следующие литеры:
- Т-тонкослойные;
- С- средние по толщине;
- Г – самые толстослойные.
Обозначение электродов группой индексов
Такой тип считается наиболее сложным ввиду того, что в такой маркировке учитываются сразу несколько параметров. Индексы размещаются на упаковке с изделием.
Вот примеры нескольких числовых обозначений:
- 5 – определяет сопротивление сварочного шва коррозийному воздействию;
- 1 – показывает жаростойкость образованного рубца при определенном температурном диапазоне;
- 4 – пиковый температурный диапазон, при котором можно не переживать за технические свойства рубца. Если есть скобки, тогда число обозначает объем феррита в созданном сварочном шве.
Стоит отметить, что в маркировке присутствует обозначение типа покрытия. При этом важно помнить, что есть элементы, производимые абсолютно без обмазки. Такие компоненты задействуют для прогревки и не предназначены для использования как инверторными, так и другими сварочными аппаратами.
Непосредственно пространственное положение также обозначается цифрой. В нашем случае электрод можно использовать в любом положении, но кроме вертикального – цифра 2. Однако наименования изготовляются со следующими обозначениями:
- 1 – универсальное применение;
- 3 – подходит исключительно для горизонтального или только для вертикального использования;
- 4 – показывает, что электрод можно размещать только внизу созданных сварочных соединений.
Важно: Числовые индексы – принятые международные стандарты, которые регламентируются не только государственным ГОСТ, но и мировым ISO.
Цифра «0» в нашем примере показывает, что электрод можно использовать исключительно при постоянном токе с обратной полярностью. В противном случае, стержень выйдет из строя.
Помимо всего вышеперечисленного существует специальное маркирование. Например, литера «Е» обозначает, что стержень выпускается с покрытием, которое расплавляется в процессе сварочных работ.
За счет наличия обширной маркировки существенно облегчается процесс выбора необходимого электрода. Поэтому зная лишь одно название электрода вы уже получите всю нужную информацию, которая поможет вам приобрести исключительно подходящий электрод.
Маркировка электродов
Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
- индекса Э – электрод для ручной дуговой сварки и наплавки;
- дефиса;
- цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
- букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 490 МПа (50 кгс/мм 2 ) применяют 7 типов электродов: Э38, Э42, Э46, Э50, Э42А, Э46А, Э50А. Для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве от 490 МПа (50 кгс/мм 2 ) до 588 МПа (60 кгс/мм 2 ) применяют 2 типа электродов: Э55, Э60. Для сварки легированных сталей повышенной и высокой прочности с пределом прочности при разрыве свыше 588 МПа (60 кгс/мм 2 ) применяют 5 типов электродов: Э70, Э85, Э100, Э125, Э150.
Для сварки теплоустойчивых сталей – 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами – 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами – 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода

Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода

Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода

- Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 ) – маркируется буквой У;
- Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2 ) – маркируется буквой Л;
- Для сварки теплоустойчивых сталей – маркируется буквой Т;
- Для сварки высоколегированных сталей с особыми свойствами – обозначается буквой В;
- Для наплавки поверхностных слоев с особыми свойствами – маркируется буквой Н.
Коэффициент толщины покрытия

В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержня d, электроды подразделяются на следующие группы:
- с тонким покрытием (D/d≤1,2) – маркируется буквой М;
- со средним покрытием (1,2 1,8) – Г.
Обозначение плавящегося покрытого электрода

Буква Е – международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла

Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм 2 ).
В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм 2 ) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см 2 ). Например, Е-12Х2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см 2 (3,5 кгс·м/см 2 ).
В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса: первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см 2 (3,5 кгс·м/см2); второй индекс – максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящей из трёх или четырёх цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей. Первый индекс указывает среднюю твёрдость наплавленного металла и выражается дробью: в числителе – твёрдость по Виккерсу, в знаменателе – по Роквеллу.
Второй индекс указывает, что твёрдость наплавленного металла обеспечивается: без термической обработки после наплавки – 1, после термической обработки – 2.
Например: Е-300/32-1 – твердость наплавленного слоя без термообработки.
Обозначение вида покрытия

- А – кислое покрытие;
- Б – основное покрытие;
- Ц – целлюлозное покрытие;
- Р – рутиловое покрытие;
- АР, РБ, РЦ и т.д. – смешенные покрытия – соответственно: кисло-рутиловое, рутилово-основное, рутилово-целлюлозное;
- П – прочие.
При наличии в покрытии железного порошка более 20% добавляется буква Ж, например, АЖ.
Про покрытия электродов есть статья Покрытие сварочных электродов.
Обозначение допустимых пространственных положений

- 1 – для всех положений.
- 2 – для всех положений, кроме вертикального “сверху-вниз”.
- 3 – для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх”.
- 4 – для нижнего и нижнего для угловых соединений.
Чаще используется международное обозначение положений швов, для которых предназначены электроды.
Обозначение характеристик сварочного тока и напряжения холостого хода источника питания

Цифрой обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
Кабель ВВГ, ВВГнг(А), ВВГнг(А)-LS расшифровка и отличия по ГОСТ
ГОСТ 31996-2012 распространяется на силовые кабели с пластмассовой изоляцией, предназначенные для передачи и распределения электрической энергии в стационарных установках на номинальное переменное напряжение 0,66; 1 и 3 кВ номинальной частотой 50 Гц и устанавливает основные требования к конструкциям и техническим характеристикам кабелей, их эксплуатационные свойства и методы контроля.
Согласно п.4.3 ГОСТ 31996-2012 структура обозначения марок кабелей следующая:
Обозначение марки кабеля формируют в зависимости от конструкции кабеля из букв, приведенных в скобках в 4.1 ГОСТ 31996-2012 в перечислениях а)-ж).
Расшифруем маркировку кабеля ВВГ, ВВГнг(А) и ВВГнг(А)-LS:
Общие признаки для этих кабелей
Согласно п.4.1 а)-д) ГОСТ 31996-2012 общие признаки для этих кабелей ВВГ:
п.4.1 а) по материалу токопроводящих жил: медные токопроводящие жилы ( без обозначения );
п.4.1 б) по виду материала изоляции токопроводящих жил: изоляция из поливинилхлоридного пластиката, в том числе пониженной пожарной опасности ( В );
п.4.1 в) по наличию и типу брони: небронированные ( Г ),
п.4.1 г) по виду материала наружной оболочки или защитного шланга: из поливинилхлоридного пластиката, в том числе пониженной горючести или пониженной пожарной опасности: наружная оболочка (В) ,
д) по наличию металлического экрана: без экрана ( без обозначения );
Различные признаки для этих кабелей
Согласно п.4.1 е)-ж) ГОСТ 31996-2012 расшифровка для этих кабелей ВВГ, ВВГнг(А) и ВВГнг(А)-LS:
е) по исполнению в части показателей пожарной опасности:
- не распространяющие горение при одиночной прокладке ( без обозначения );
- не распространяющие горение при групповой прокладке ( нг ): по категории A — нг(A) ,
- не распространяющие горение при групповой прокладке, с пониженным дымо- и газовыделением ( нг-LS );
ж) по форме поперечного сечения кабеля:
- круглые (без обозначения);
- плоские (П).
В соответствии с п.6.3.2 кабели исполнений «нг», «нг-LS» не должны распространять горение при групповой прокладке. Категорию испытания A устанавливают в технических условиях на кабели конкретных марок.
Согласно п.6.3.3 кабели исполнений «нг-LS» должны обладать низким дымо- и газовыделением при горении и тлении.
Итоговая расшифровка
ВВГ — это кабель с медными жилами, с изоляцией и оболочкой из поливинилхлоридного пластиката, не распространяющий горение при одиночной прокладке.
ВВГнг(А) — это кабель с медными жилами, с изоляцией и оболочкой из поливинилхлоридного пластиката пониженной пожарной опасности, не распространяющий горение при групповой прокладке по категории A.
ВВГнг(А)-LS — это кабель с медными жилами, с изоляцией и оболочкой из поливинилхлоридного пластиката пониженной пожарной опасности, не распространяющий горение при групповой прокладке по категории A с пониженным дымо- и газовыделением.
ВВГ-Пнг(А)-LS — это кабель с медными жилами, с изоляцией и оболочкой из поливинилхлоридного пластиката пониженной пожарной опасности, не распространяющий горение по категории A, плоский
Отличия в области применения кабелей по пожарной опасности
Область применения кабелей по пожарной опасности приведена в ГОСТ 31565-2012 «Кабельные изделия. Требования пожарной безопасности».
Данный ГОСТ 31565 распространяется на кабельные изделия, к которым предъявляются требования по пожарной безопасности, предназначенные для прокладки в зданиях и сооружениях, и устанавливает классификацию, требования пожарной безопасности, преимущественные области применения. ГОСТ 31565 не распространяется на кабельные изделия, предназначенные для прокладки в земле и воде, а также на маслонаполненные кабели, обмоточные и неизолированные провода.
Выделим основные отличия в применении кабелей ВВГ, ВВГнг(А) и ВВГнг(А)-LS по ГОСТ 31565.
Согласно таблице 2 раздела 6 «Преимущественные области применения кабельных изделий с учетом их типа исполнения»:
Тип исполнения кабельного изделия
Класс пожарной опасности
Преимущественная область применения
Без обозначения
Для одиночной прокладки в кабельных сооружениях и производственных помещениях. Групповая прокладка разрешается только в наружных электроустановках и производственных помещениях, где возможно лишь периодическое присутствие обслуживающего персонала, при этом необходимо применять пассивную огнезащиту
нг(А)
нг(А)-LS
Краткая расшифровка маркировки кабелей ВВГ в видеоролике:
Характеристики и расшифровка аббревиатуры кабеля ВВГ
Для построения электрических сетей внутри и снаружи зданий можно использовать применять кабель ВВГ – стандартного типа или любых других модификаций. Данное изделие идеально подходит для цепей переменного тока, напряжение которых не превышает 1000 В. Востребованность и распространенность ВВГ связаны с огромным разнообразием видов и возможностей его применения.
Область применения и предназначение
Изделие активно эксплуатируется при прокладке, замене или ремонте электрической проводки в жилых домах, квартирах и на рабочих предприятиях. Оно отвечает всем современным требованиям к электрической и пожарной безопасности, характеризуется невысокой стоимостью. Помимо кабеля, используемого в сетях переменного тока частотой 50 Гц, производятся специальные типы ВВГ, которые можно эксплуатировать при 100 Гц. Таким образом, провод может работать в сетях с одной или тремя фазами, расположенных внутри помещений или снаружи зданий. В последнем случае обязательна дополнительная защита в виде прочных труб, металлорукавов, кабель-каналов или лотков.

ВВГ не предназначен для прокладки под землей: из-за отсутствия брони уже спустя несколько месяцев изделие выйдет из строя. При сильном желании сделать это потребуется качественная гофрированная труба или монтаж кабельной канализации.
Расшифровка и виды
Поскольку в аббревиатуре ВВГ на первом месте отсутствует буква «А», то жилы изготавливаются не из алюминия, а из меди. Две буквы «В» указывают на то, что оболочка каждой отдельной жилы и внешняя изоляция кабеля в целом производятся из поливинилхлорида. Стоящая на последней позиции буква «Г» говорит о том, что провод – голый, на нем нет брони или другой вспомогательной защиты. Именно поэтому востребованы дополнительные средства при наружной прокладке.

Модификации оболочки
ВВГ имеет огромное количество разнообразных модификаций. При этом аббревиатура дополняется буквами латиницы и/или кириллицы. С точки зрения конструкции, кабель идентичен независимо от модификации. В его состав добавляются определенные вещества, усиливающие те или иные свойства.
Подробнее о популярных модификациях ВВГ:
- ВВГнг. Приставка «нг» указывает на то, что данная модель кабеля является негорючей. В ПВХ-оболочку добавляют особые ингредиенты, не распространяющие горение. Кабель не будет гореть сам по себе и не поддерживает процесс даже в случае групповой прокладки с другими проводами.
- ВВГнг LS – разновидность негорючего ВВГ, который при воздействии огня выделяет минимальное количество дыма.
- ВВГнг LSLTx. Такой провод, помимо минимального выделения дыма, не выбрасывает в окружающую среду токсичные вещества. Изделие не загорится при воздействии огня в течение продолжительного времени, благодаря чему может использоваться в системах аварийного освещения или на участках, где предъявляются высокие требования к пожарной безопасности. К таковым можно отнести медицинские и детские учреждения.
- ВВГнг HF – кабель, оболочки которого не содержат галогенных веществ, в том числе хлора. В результате при выделении дым (пусть и в минимальном количестве) не содержит токсинов.
- ВВГнг FRLS – вариант ВВГ, характеризующийся наибольшей устойчивостью к огню и предназначенный для группового монтажа. Кабель не будет возгораться даже при воздействии открытого огня (до трех часов). Возможным это стало благодаря содержанию слюды в защитной оболочке. В процессе горения выделяется минимум дыма.
- ВВГ-Пнг – плоский силовой провод с двумя или тремя жилами.

Подводя итог, отметим, что в конструкцию любой разновидности ВВГ-кабеля заложена поливинилхлоридная оболочка, не поддерживающая горения при индивидуальном монтаже. Для групповой прокладки требуется подбирать иные модели с приставкой «нг».
Число токоведущих жил и их форма
Независимо от модификации, ВВГ может изготавливаться с разным количеством проводников – от двух до шести штук. При этом существуют одножильные и многожильные провода сечением 1,5-250 кв. мм. В магазинах можно найти вариации ВВГ с нулевым и защитным проводами. Их отличают уменьшенный диаметр и характерная окраска синим цветом.

Основные характеристики
Рассмотрим основные технико-эксплуатационные характеристики, определяющие назначение и спецификацию ВВГ-кабеля.
Конструктивные особенности
Стандартный ВВГ состоит из нескольких токоведущих жил круглого сечением, каждая из которых имеет индивидуальный изоляционный слой из поливинилхлорида. Чтобы исключить механические повреждения всего кабеля в целом, он покрывается защитной оболочкой, изготавливаемой из идентичного материала.
Визуально определить разницу между ВВГ и ВВГнг практически нереально. Их конструкция одинаковая, но защитная оболочка у второй разновидности в меньшей степени подвержена горению независимо от обстоятельств. Таким образом, ВВГнг может использоваться не только для индивидуальной прокладки, но и при групповом монтаже.

Более принципиальными кажутся отличия между ВВГнг и ВВГнг LS. Данные виды кабеля нельзя использовать как взаимозаменяемые. Их эксплуатация возможна при строгом соответствии установленным требованиям и условиям. Строение модификации ВВГнг LS куда более сложное:
- моножильные или многожильные проводники первого или второго класса, имеющие круглое или сегментное сечение;
- изоляция из ПВХ, не поддерживающего горение;
- скрутка из двух-пяти жил;
- заполнение в виде негорючего поливинилхлоридного пластиката;
- ПВХ-оболочка, выдерживающая воздействие высоких температур и открытого огня;
- двухжильные кабели выпускаются с проводниками одинакового сечения;
- если токоведущих жил больше, то одна из них может быть меньше по сечению (нулевой или заземляющий провод).
Выбор между ВВГнг и ВВГнг LS зависит от конкретного места прокладки и условий эксплуатации. Если риск возгорания достаточно высок, то в идеале нужно отдать предпочтение модификации кабеля негорючего типа с минимальным выделением дыма, газа и токсичных веществ (на что указывают латинские буквы LS).
Вес кабеля будет отличаться в зависимости от сечения выбранной модели. В среднем масса ВВГнг протяженностью 1 км колеблется от 30 до 10 250 кг.
В таблице ниже указана зависимость веса от количества жил, номинального сечения каждой из них и наружного диаметра кабеля:

Поперечное сечение
Поперечное сечение одной жилы в кабеле ВВГ может варьироваться от 1,5 до 240 кв. мм. В продаже чаще всего можно встретить изделия, в которых данная величина не превышает 35 кв. мм. Более габаритную продукцию придется заказывать через производителя или поставщика.

Если на защитном проводнике сечение меньше, то он помечается символами «+1» (например, ВВГ 4×3,5+1 – четыре провода по 3,5 кв. мм и один на шаг меньше – 2,5 кв. мм). Такой кабель является стандартизированным наравне с остальными.
Технические и эксплуатационные показатели
Кабель ВВГ применяется для построения электрических линий, работающих при температуре воздуха от -50 до +50 гр. Цельсия. В процессе прокладки она может быть не ниже -15. Для одножильных проводов радиус изгиба равен не менее десяти наружных диаметров изделия, многожильных – от 7,5 и выше.
Из остальных эксплуатационных параметров выделим следующие:
- эксплуатационный срок – до 30 лет;
- максимальная температура при продолжительном воздействии – +70 гр. Цельсия;
- максимальная температура при коротком замыкании – +160 гр. Цельсия не более четырех секунд;
- максимальная температура при аварийном режиме – до +80 гр. Цельсия.
Сопротивление на жилах кабеля не должно превышать значения, указанных в таблице ниже:
| Номинальное сечение, кв. мм | Сопротивление одной жилы, Ом/км |
|---|---|
| 1,5 | 12,1 |
| 2,5 | 7,41 |
| 4 | 4,61 |
| 6 | 3,08 |
| 10 | 1,83 |
| 16 | 1,15 |
| 25 | 0,77 |
| 35 | 0,524 |
| 50 | 0,387 |
Длительно допустимый ток
Выбирая сечения кабеля, в идеале нужно ориентироваться не на сопротивление жилы, а на величину максимально допустимого тока. Она зависит от числа жил, их сечения и выбранного способа монтажа (открытая или закрытая прокладка).
Ознакомьтесь с таблицей ниже, в которой представлена зависимость длительно допустимых токов от количества и сечения жил.
| Сечение жилы, кв. мм | Длительно допустимый ток, А | ||
|---|---|---|---|
| одна жила | две жилы | три жилы | |
| 1,5 | 24 | 21 | 19 |
| 2,5 | 33 | 28 | 26 |
| 4 | 44 | 37 | 34 |
| 6 | 56 | 49 | 45 |
| 10 | 76 | 66 | 61 |
| 16 | 101 | 87 | 81 |
| 25 | 134 | 115 | 107 |
| 35 | 208 | 177 | 165 |
Провод марки ВВГ может эксплуатироваться в сетях переменного тока 600 или 1000 В.
Способы прокладки кабеля
Фактически любой кабель может прокладываться двумя способами – открытым и скрытым. Но существуют более специфичные разновидности монтажа, включая формирование воздушных и подземных ЛЭП.
Открытое положение
В соответствии с технико-эксплуатационными характеристиками, заявленными в техническом паспорте кабеля, открытая прокладка возможна на сооружениях и поверхностях, изготовленных из негорючих или трудногорючих материалов. К ним относятся бетон, штукатурка, кирпич, гипсовые изделия и т. д.
Открытый монтаж допустим на подвесных сооружениях при использовании специального троса (по воздуху). Важно грамотно подобрать стальной прут, который исключит провисания, растяжение и другие последствия механического воздействия и нагрузки на кабель своим весом.
Если кабель может быть поврежден при механическом воздействии, то понадобится дополнительная защита. В случае прокладки открытым методом по деревянной конструкции, не поддерживающей горения, следует использовать специальные гофрированные трубы, металлические рукава, кабель-каналы, лотки.

Скрытый вариант
Данный метод монтажа линий электрической передачи наиболее распространен в жилых комнатах. ВВГ может прокладываться в пустотах стен, прятаться под штукатуркой и другими отделочными материалами. При этом желательно подбирать те из них, которые не поддерживают горения.
Поскольку угроза механических повреждений при скрытой прокладке минимальна, поэтому использование дополнительной защиты не требуется. Исключение из правил – монтаж провода в пустотах стен в деревянных домах. В таком случае понадобятся гофрированные трубы и другие негорючие защитные изделия. Для организации скрытой проводки нужно ориентироваться на нормативные документы и ГОСТ, в которых четко прописаны правила монтажа ВВГнг-кабеля.

Расположение под землёй
Без специальных защитных компонентов прокладка ВВГ-кабеля под землей недопустима. Это связано с тем, что конструкция провода не подразумевает использование вспомогательных средств в виде брони. Поэтому, если нет альтернативных вариантов прокладки, придется применять герметичные коробы, сформировав конструкции и эстакады. Для повышения безопасности можно построить тоннели и кабельные канализации.
Сравнение кабелей ВВГ, ВВГНГ, ВВГНГ-LS
В таблице ниже представлено сравнение технико-эксплуатационных характеристик основных разновидностей кабеля ВВГ:
| Сравниваемый параметр | ВВГ | ВВГнг | ВВГнг-LS |
|---|---|---|---|
| Допустимое напряжение, В | 660 | 660 | 1000 |
| Частота, Гц | 50 | 50 | 50 |
| Число токоведущих жил | 1-5 | 1-5 | 1-5 |
| Сечение жил, кв. мм | 1,5-240 | 1,5-240 | 1,5-240 |
| Срок эксплуатации | 10 лет – в закрытой комнате, 5 лет – на улице под навесом | 30 | 30 |
| Заполнение | отсутствует | отсутствует | пластикат |
| Не распространяет огонь | одиночный монтаж | одиночная или групповая прокладка | одиночная или групповая прокладка |
| Возможность эксплуатации в сложных условиях | допустима | допустима | допустима |
Подводя итог, отметим, что медный провод ВВГнг-LS – лучший вариант для эксплуатации в жилых помещениях или офисах, где постоянно трудятся люди. Модификация ВВГнг, хоть и отвечает многим требованиям пожарной безопасности (в том числе не распространяет огонь при групповом монтаже), но в идеале должна использоваться лишь при наружной установке или в стационарном оборудовании, расположенном за пределами зданий. Это касается даже промышленных объектов. Стандартный ВВГ выделяет много дыма и токсичных веществ, что будет фатальным для человека и изготавливаемой продукции.





