Как выбрать лазер для резки фанеры

Мощность лазерного модуля — ключевой параметр при выборе станка для резки фанеры. Но это не единственный фактор, который необходимо учитывать перед покупкой станка для решения конкретных задач.
Читайте нашу инструкцию по подбору лазерных ЧПУ-станков для резки фанеры.
Содержание
- Какой лазер нужен для резки фанеры
- Что такое лазерная головка для резки фанеры
- Что такое лазерный модуль для резки фанеры
- Описание лазера для резки фанеры
- Какая мощность лазера необходима для резки фанеры
- Лазер 2,1 Вт
- Лазер для резки 3,5 Вт
- Лазер с короткофокусной линзой 5,6 Вт
- Лазер 8 Вт
- Лазер для резки 10 Вт
- Лазер 15 Вт
- Нюансы лазерной резки фанеры
Какой лазер нужен для резки фанеры
Выбор лазера для резки фанеры непосредственно зависит от задач, которые предстоит решать с помощью аппарата.
В первом приближении можно считать, что необходимая мощность оптической установки находится в прямой зависимости от толщины обрабатываемых фанерных листов. На практике существуют и другие условия, влияющие на выбор определенных параметров станка для резки. Например, на предприятии, где используются большие циркулярки для резки крупных листов фанеры, оптимальным вариантом может стать лазерный станок малой мощности: чтобы резать небольшие листы.
Лазерные аппараты для резки фанеры обладают рядом преимуществ, которые отличают их от станков для механической обработки:
- Высокая точность резки;
- Возможность создания объектов сложной формы;
- Удобство в работе;
- Отсутствие шума и опилок в процессе.
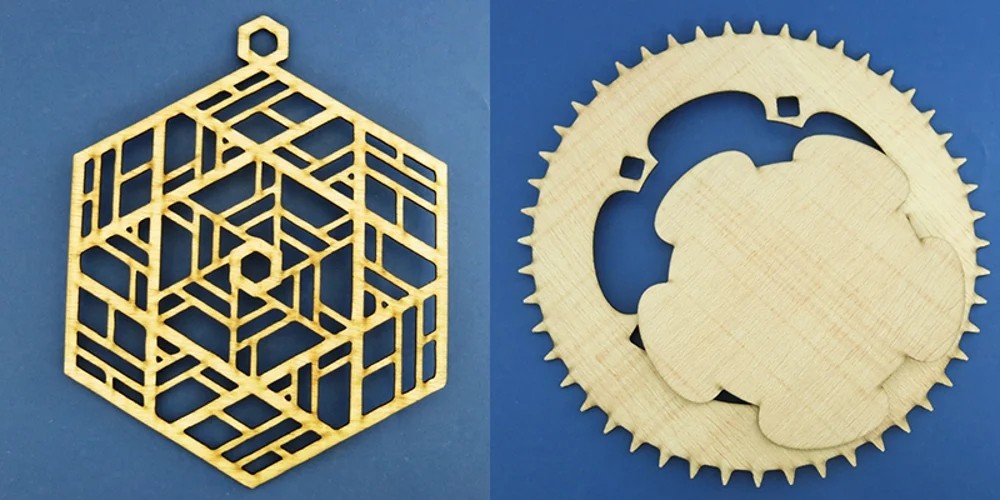
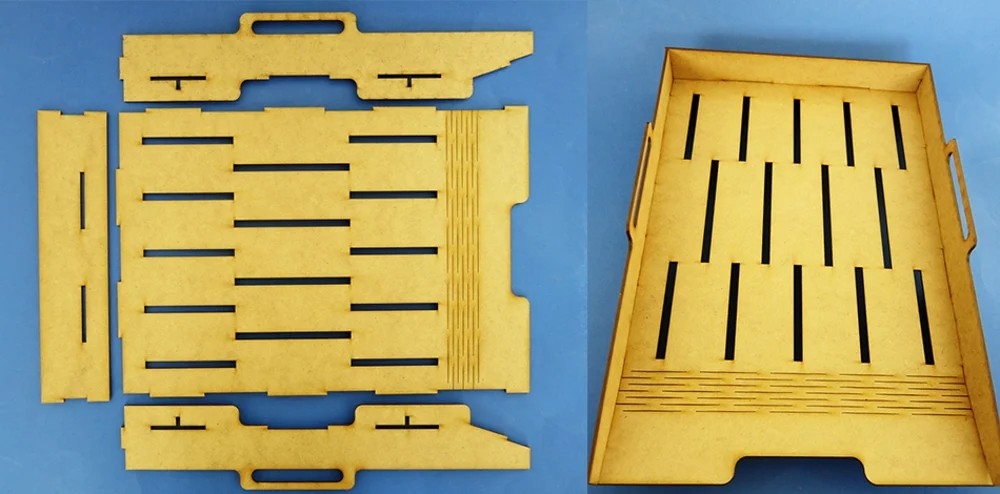
Все вышеперечисленные достоинства возможны благодаря тому, что в лазерных станках рабочим «инструментом» является тонкий луч света, обладающий высокой мощностью. Луч прожигает фанерную плиту, оставляя тонкий и узкий разрез, как хирургический скальпель. Благодаря числовому программному управлению станок способен отрисовать орнамент любой сложности. Поэтому, наиболее подходящий инструмент для создания декоративных фанерных элементов — лазерный станок с ЧПУ.
К условным недостаткам можно отнести стоимость лазерного станка. Этот недостаток относится только к мощным устройствам с большой рабочей поверхностью. Цена базовых моделей сравнима с фрезерными станками аналогичной площади. Если вы обладаете достаточной компетенцией, то можете собрать лазерный станок любой мощности своими руками. Работа потребует немало времени, но и экономия финансов будет существенной.
В зависимости от мощности и функционала, станки делятся на типы. Поскольку в настоящее время даже бюджетные модели оснащаются ЧПУ, мы не будем рассматривать в качестве опции станки с ручным управлением.

- Резательно-гравировальный станок — маломощный аппарат, предназначенный для гравировки по фанере и для резки тонких листов;
- Промышленный аппарат — универсальный станок, который подходит для раскроя листов фанеры любой толщины.
По мощности лазерной головки:
- До 50 Вт — маломощные устройства;
- От 50 до 90 Вт — универсальные устройства;
- От 100 Вт — аппараты промышленного класса.
Распространена зависимость между мощностью лазерного станка и размерами рабочей области. Выше мощность — больше площадь обрабатываемой поверхности. Исключения случаются очень редко.
Что такое лазерная головка для резки фанеры

Лазерная головка для резки фанеры — это оптический элемент станка, состоящий из источника излучения (лазера) и фокусировочной линзы, которая направляет луч на обрабатываемую поверхность.
В станках для резки фанеры преимущественно используются лазеры двух типов:
- CO2 (углекислотные) — источником излучения служит трубка, наполненная газом. Такие установки могут обладать большой мощностью, однако они обладают сравнительно крупными габаритами.
- Диодные — с лазером на полупроводниках, — обладают обычно (но не всегда) меньшей мощностью, но очень компактными габаритами. За счет компактности и простоты использования, часто применяются на небольших станках.
Что такое лазерный модуль для резки фанеры
Лазерный модуль — это узел, который состоит из лазерной головки и других необходимых для эксплуатации элементов: оптической системы, блока питания, системы охлаждения и управляющей электроники. Реализация определенной схемы модуля зависит от мощности и типа излучателя, а также от предназначения станка.
По предназначению станка лазерные модули подразделяются на:
- Коллимированные — для создания лазерным лучом решетки или окружности;
- Сфокусированные — для последовательного формирования линии.

На практике, как правило, все лазерные модули для резки фанеры фокусируют излучение в одной точке. Во-первых, такая система гораздо дешевле и проще в обслуживании. Во-вторых, так ЧПУ-станок может формировать любые линии. Поэтому сфокусированные модули позволяют вырезать не только прямоугольники и круги, но и объекты произвольной формы.
Также лазерные модули подразделяют на типы, в зависимости от длины испускаемой излучателем световой волны. В случае со станками для резки фанеры — и диодные, и CO2-лазеры принадлежат к устройствам, работающим в инфракрасном диапазоне.
Описание лазера для резки фанеры

Принцип работы лазерного станка для резки фанеры легко понять: лазерный излучатель создает луч света заданной длины волны, при этом мощности луча достаточно, чтобы прожигать волокна древесной плиты. Чем выше мощность, тем глубже проникает луч в фанеру, и тем толще лист, который можно разрезать за один проход. Диапазон мощностей варьируется, начиная от нескольких ватт.
Какая мощность лазера необходима для резки фанеры

Обычно для резки фанеры используются лазерные станки со следующей мощностью излучателя:
- До 50 Вт — для резки листов толщиной до 6 мм;
- 60 – 80 Вт — для резки листов толщиной до 8 мм;
- Более 80 Вт — для резки листов толщиной до 10 мм.
Мощность излучателя всегда указывается в спецификациях устройства, наравне с энергопотреблением аппарата в целом. Например, мощность лазера LaserSolid 640 Lite — 50 Вт, мощность устройства — 450 Вт.
Однако существуют лазерные модули с гораздо меньшей мощностью. Рассмотрим возможности таких элементов.
Лазер 2,1 Вт

Предназначение диодного лазера мощностью 2,1 Вт — резка картона и фанеры толщиной до 1 мм. Чаще модули такой мощности устанавливают в граверы.
Лазер для резки 3,5 Вт
Лазерный модуль для резки фанеры мощностью 3,5 Вт тоже служит преимущественно для нанесения гравировки. В виде исключения его можно использовать для резки фанеры. Но для обработки листа толщиной даже 3 мм потребуется около 20 заходов.
Лазер с короткофокусной линзой 5,6 Вт
Отличий между таким устройством и рассмотренным выше немного. Например, для резки фанеры толщиной 3 мм понадобится 4 захода. Это быстрее, но всё еще очень медленно.
Лазер 8 Вт
8-ваттный лазерный модуль эффективнее справляется с резкой фанерных листов. Аппарат, оснащенный таким излучателем, может разрезать лист толщиной 2 мм за один заход.
Лазер для резки 10 Вт
Увеличенная до 10 Вт мощность обеспечивает потенциал для резки фанеры толщиной 3 мм за один заход. Однако такое оборудование по-прежнему встречается, в основном, в самодельных аппаратах для резки и лазерных граверах.
Лазер 15 Вт
Пятнадцативаттные диодные лазеры можно использовать для резки фанеры толщиной до 10 мм, но для этого придется несколько раз проходить по одной линии. Такие устройства подходят для станков любительского уровня. Благодаря малой мощности, они обладают низким тепловыделением и энергопотреблением. Соответственно, для безаварийной эксплуатации потребуются компактные охлаждающие системы.
Для профессиональной резки фанерных листов мы рекомендуем использовать станки, оснащенные лазерными модулями мощностью от 40 Вт.
Нюансы лазерной резки фанеры
Работа с аппаратами для лазерной резки требует минимум условий, в плане организации рабочего процесса.
Для получения качественного результата необходимо учитывать некоторые особенности:
- При лазерной резке остается сверхузкий прорез. В сочетании с ювелирной точностью, которую обеспечивает станок с ЧПУ, это позволяет создавать детали сложной формы;
- Лазерный луч воздействует на материал бесконтактно, что исключает возможность ошибки из-за смещения листа в процессе обработки;
- Результат зависит от качества фанерного листа. Лучше всего работать с авиационной фанерой — она прочная, но сравнительно тонкая, а её слои сделаны из высококачественной древесины;
- Для отвода дыма, который образуется в процессе прожига, рабочее место около станка необходимо оснастить вытяжкой;
- Фанерные листы должны быть очищены от грязи и пыли, а для исключения аварийных ситуаций следует использовать только листы без лакового покрытия.
При выборе лазера для резки фанеры необходимо точно понимать задачи, для которых предназначается станок. Чтобы быть уверенным, что аппарат справится с резкой листа за один проход, следует придерживаться соотношения между толщиной фанеры и мощностью излучателя, описанного выше в разделе “Какая мощность. ”
Покупайте лазерные станки с ЧПУ в Top 3D Shop: наше оборудование для резки фанеры имеет заводскую гарантию. Также мы предоставляем удобную доставку и профессиональное сервисное обслуживание.
10 лучших станков для лазерной резки
Характеристика в рейтинге
На земле нет материалов, которые нельзя было бы разрезать или как-то обработать. Даже самый прочный алмаз поддается огранке, хотя на это тратится огромное количество ресурсов. С более мягкими материалами дела обстоят куда проще, и из большинства можно даже вырезать художественное произведение, причем не руками, а специальными станками с ЧПУ, десять из которых мы рассмотрим ниже.
Универсальные станки способны резать целый список материалов:
- фанера;
- дерево;
- ткань;
- кожа;
- пластик;
- оргстекло;
- полистирол;
- резина;
- керамика.
И этот список не полный. А вот с металлом они не справляются, так как для его резки требуется специальное оборудование и повышенные мощности. Станки для лазерной резки металла также попали в наш ТОП. На них устанавливается более мощный лазер, а резка происходит с существенными временными и энергетическими затратами. Зато, такие станки, благодаря ЧПУ, способны вырезать самый сложный рисунок, и вы не приложите к этому ни малейших усилий.
ТОП-10 лучших станков для лазерной резки
10 RABBIT HX 5030

Данный производитель считается одним из лучших на рынке. О нем много положительных отзывов, но стоит отметить, что часто это просто из-за отсутствия конкуренции. Компаний, выпускающих станки для лазерной резки не так много, и им приходится постоянно конкурировать друг с другом. Например, в данной модели производитель установил сразу два рабочих лазера. Нередкое явление, но только если не учитывать небольшой размер рабочей поверхности 500 на 300 миллиметров.
Кроме того, тут есть подъемный стол, то есть станок способен производить трехмерную фигурную резку во всех направлениях. Функция удобная, но только при обработке толстых деталей. Здесь же особо похвастаться нечем, так как максимальная толщина разрезаемой заготовки всего 10 миллиметров. Зато лазер оснащен золотыми зеркалами, что существенно увеличивает рабочий ресурс. А ЧПУ может устанавливаться опционально и работать на любой удобной для вас операционной системе, что также довольно редко встречается на подобном оборудовании.
9 Lasersolid 530 K

Бизнес по производству небольших декоративных изделий привлекает все больше людей, и одним из его преимуществ является отсутствие необходимости искать специальное помещение и вкладывать немыслимые суммы в оборудование. По сути, бизнес можно начать, вложив всего 80 тысяч в покупку данного станка, так как он используется дома или в гараже и не создает нагрузку на сеть.
Мощность всего 450 ватт, что сравнимо с блоком питания компьютера, а размеры инструмента 800 на 600 миллиметров. Это лучший компактный станок для обработки небольших деталей из фанеры, оргстекла, пластика и даже кожи. Мощность лазера 80 ватт, что позволяет резать твердые материалы толщиной до 8 миллиметров, а мягкие до 20. Порадует и скорость гравировки, установившаяся на отметке 80 сантиметров в секунду. Это очень шустрый станок, но скорость резки ниже, и равняется всего 300 миллиметрам. Впрочем, показатель вполне адекватный, особенно при учете работоспособности лазерной трубки до 6 тысяч часов.
8 Kimian 6040

Станки лазерной резки часто используются для обработки небольших деталей. Это может быть бизнес, и покупать большое, дорогостоящее, к тому же громоздкое оборудование просто не имеет смысла. Перед нами самый бюджетный станок с рабочей поверхностью 60 на 40 сантиметров. Отличный размер для небольших деталей. Правда, металл данному станку неподвластен, да и неметаллические материалы разрезаются только при условии, что их толщина не превышает 10 миллиметров. Не лучший показатель, но вполне допустимый, особенно учитывая, что 10 миллиметров это, например, фанера, то есть довольно плотный материал.
Порадует и работоспособность лазерной трубки. Прослужит она от 6 до 8 тысяч часов, и использует при этом всего 80 ватт. Работает инструмент от обычной бытовой сети в 220 вольт, а потребляет не более 1,3 киловатта. Также следует сказать про точность позиционирования в 0,01 миллиметр. Параметр привычный для профессионального оборудования, но редко встречающийся на таких компактных станках.
7 MCLaser 1530 750W metal

Даже самый лучший и мощный станок для лазерной резки металлов не может похвастаться высокой мощностью. Как следствие максимальная толщина обрабатываемой детали в них редко переваливает порог 2 миллиметра. Но только не здесь. Данный станок способен резать металл толщиной до 10 миллиметров, и это абсолютный рекорд, который полностью оправдывает его стоимость. Да, цена очень высокая, но следует понимать, что здесь работает трубка, способная резать металл на протяжении 10 тысяч часов и это тоже абсолютный рекорд.
Добавим к этому габариты рабочей поверхности 1,5 на 3 метра. Да, не самый высокий показатель, но вполне достойный для обработки стандартного листа металла. И металлом он не ограничивается, помимо этого станок режет фанеру толщиной до 40 миллиметров, а также оргстекло и пластик различной плотности. Толщина заготовки может колебаться в зависимости от плотности материала, но учитывая, что станок ставит рекорды в обработке твердых изделий, с мягкими у него также проблем не будет.
6 ZERDER FLEX 1060

Станки с ЧПУ часто шокируют своей ценой. Производители понимают низкую рыночную конкуренцию и не ограничивают себя в установке ценников. Но вот на рынок выходит относительно молодая компания, предлагающая лучшее оборудование по самой привлекательной цене. Это немецкий бренд, во многом копирующий другого производителя станков для лазерной резки, но со своими особенностями. Например, при довольно больших габаритах рабочей поверхности, 1 на 0,6 метра, здесь всего один лазер.
Это существенно снижает скорость работы, да и мощность его оставляет желать лучшего. В подобных станках чаще всего ставят лазеры мощностью более ста ватт, а здесь это максимум 80. Но, стоит отметить, что влияет это только на скорость работы, а стаж лазерной трубки составляет более 6 тысяч рабочих часов. Не лучший результат показывает и точность позиционирования. 0,03 миллиметра. Вполне допустимый результат, но уступающий подобным станкам. И главное преимущество тут, конечно, цена. Найти станок с таким же характеристиками дешевле практически невозможно.
5 WATTSAN 1610 LT

Лазерная резка в большинстве случаев предусматривает прямой роспуск заготовки, то есть угол реза равен 90 градусов, что зачастую ограничивает оператора и не позволяет создавать более сложные конструкции. В данной модели этот вопрос решен, так как она оснащена подвижным столом, наклоняющимся и заглубляющимся в зависимости от необходимости и сложности изготавливаемой детали. С помощью данного оборудования можно создавать самые сложные модели, на которые не способны более простые варианты.
На высоте и другие характеристики. Размер рабочей поверхности тут 1,6 на 2 метра, что позволяет причислить станок к промышленным или полупрофессиональным, так как установить его дома или в гараже вряд ли получится. Да и энергопотребление довольно высокое – два киловатта, при лазерной мощности всего 120 ватт. Также тут работает сразу два лазера, существенно ускоряющих процесс обработки. Например, скорость резки металла толщины до 2 миллиметров составляет 40 сантиметров в минуту, что достаточно много и является пусть не лучшим, но одним из наиболее впечатляющих результатов.
4 RABBIT FB 2030

Широкоформатные станки с ЧПУ не могут стоить дешево, и данная модель не исключение. Но следует понимать, что это оборудование для профессиональных работ и рабочая поверхность здесь 2 на 3 метра, а максимальная толщина обрабатываемой заготовки 2,5 миллиметра. И это только металл, так как фанера или оргстекло распускаются с толщиной до 28 миллиметров и это лучший конкурентный показатель.
Размер станка 4 на 3 метра, а вес более полутонны, и обслуживают его два мощных лазера с золотыми зеркалами. Именно золотыми, и это является особенностью данной модели. Также у станка очень высокая точность позиционирования, до 0,01 миллиметра, а скорость резки составляет 22 мм в секунду. Это очень быстро, а срок службы лазера установился на отметке 6 тысяч часов. Это лучший вариант для мастерской или специализированного цеха. Возможности станка не ограничиваются металлом или фанерой, и каждый вложенный в него рубль оправдан и будет обращен в прибыль.
3 MCLaser 4030 metal

В большинстве случаев лазерные станки для резки металлов имеют очень большие габариты. Их редко используют вне специализированных цехов, но есть и вполне компактные модели, как эта. Это лучший компактный станок, способный резать листовой металл толщиной до 2 миллиметров. При этом металлом он не ограничен и может также обрабатывать другие материалы, толщина которых не превышает 15 миллиметров.
Размер рабочей поверхности здесь всего 40 на 30 сантиметров, а мощность лазера, а соответственно энергопотребление 2 500 ватт. Станок можно использовать даже дома или в гараже, так как его габариты менее одного квадратного метра, а вес 80 килограмм. Отличный вариант для небольшого бизнеса по производству декоративных изделий и художественной резки. Правда, придется выложить за него порядка полумиллиона рублей, что довольно много для подобного оборудования. Но тут следует понимать, что станков для лазерной резки металла на рынке не так много, и выбирать особо не из чего.
2 WATTSAN micro 0203

Лазерная резка применяется не только в тяжелой промышленности, но и в декоративно-прикладном искусстве. С ее помощью создаются различные предметы интерьера и декоративные элементы из самых разных материалов, в том числе фанеры и оргстекла. И в таком производстве нет необходимости приобретать станок с большой рабочей поверхностью. Например, здесь это всего 300 на 200 миллиметров, а толщина разрезаемого материала колеблется от 5 до 12 миллиметров, в зависимости от плотности.
Весит станок всего 28 килограмм и работает от обычной бытовой сети в 220 вольт. Его можно легко установить дома или в гараже, так как нагрузка на сеть составляет всего 40 ватт, именно столько требуется лазеру для работы. При этом трубка рассчитана на 1500 часов работы, что является сравнительно высоким результатом, то есть ко всем преимуществам можно также добавить экономичность в плане обслуживания. Кстати, цена тут более чем демократичная. Всего 55 тысяч рублей для оборудования, способного самый невзрачный кусок фанеры превратить в настоящее произведение искусства, это очень мало.
1 MCLaser 1325V metal

Станки для лазерной резки металла на рынке большая редкость. Их выпускают всего несколько производителей, и лучший вариант сейчас перед нами. Здесь огромная рабочая поверхность, 2,5 на 1,3 метра. Максимальная толщина обрабатываемого листа до 2 миллиметров, что очень много, а неметаллические материалы разрезаются толщиной до 15 миллиметров, и это лучший показатель в нашем рейтинге.
При этом станок не считается промышленным, так как в нем используется всего один лазер, а значит, скорость обработки не самая высокая. Но назвать это недостатком нельзя, точность позиционирования ЧПУ составляет всего 0,01 миллиметра, и такими показателями может похвастаться далеко не каждый производитель. Впрочем, все преимущества уже заложены в стоимость данного оборудования. Более миллиона рублей даже по меркам лазерного станка довольно много, зато, как утверждает производитель, здесь очень низкая стоимость обслуживания. Так это или, нет сказать сложно, но бренд продает не только сами станки, но и комплектующие к ним. То есть, проблем с покупкой деталей точно не возникнет.
Обзор лазерных резаков-граверов с ЧПУ до 1 млн рублей

Наряду с 3D-принтерами и фрезерными станками, лазерные резаки и гравировщики — ещё один класс ЧПУ-устройств, без которого сложно представить современное высокотехнологичное производство. Лазерный луч способен с высокой скоростью и точностью обрабатывать широчайший спектр материалов, оставляя после результат не требующий дополнительной финишной обработки.
В этом обзоре мы познакомим читателей с несколькими образцами лазерных резаков, которые могут применяться во многих областях — производство рекламных материалов, мебели, различной техники и товаров народного потребления. Эти резаки-гравировщики штатно не работают по металлу, камню или минеральному стеклу, у них не то назначение и не та мощность, но со своими задачами они справляются отлично.
На большинство моделей указаны цены, но цены эти ориентировочные — они могут меняться как в большую, так и в меньшую сторону по разным причинам. Для получения более точной информации можно посетить сайт.
Raylogic (бывший Qualitech)

- Мощность лазера: 30 Вт
- Размер рабочего поля: 300 Х 400 мм
- Цена: 136 000 руб
- Применение: маркировка, реклама, производство сувениров.
Один из самых недорогих лазерных станков. Незаменим в изготовлении рекламных и промо-материалов из бумаги, ткани, пластика. С легкостью режет акрил толщиной до 5 мм.
Не самый мощный лазер, но надежные электронная начинка и механизм позволяют этому станку обрести своих пользователей.

Raylogic серия 11G
Лазерные резаки-гравировщики серии 11G — производятся по высоким международным стандартам промышленного оборудования и с учетом нормативов Российских производственных компаний.
От предыдущей серии отличаются рядом нововведений увеличивших надежность, универсальность и простоту обслуживания и работы станков. Резаки оснащены последним поколением DSP-контроллеров с множеством новых функций увеличивающих скорость и производительность работы. В базовой комплектации установлены лазерные трубки компании Reci с ресурсом 10 000 часов непрерывной работы. Реечный стол делает удобной работу с листовыми материалами.



Работает с резиной, деревом, бумагой и фанерой, широким спектром натуральных и синтетических тканей, кожей и кожзамом, различными пластиками.

- Мощность лазера: 40 Вт
- Размер рабочего поля: 500 x 300 x 300
- Цена: 260 000 руб.
- Применение: реклама, производство табличек.
Характеристики аналогичны Raylogic 11G 530 лайт, лайт + отличается наличием в комплекте поворотного устройства для работы с цилиндрическими предметами.

- Мощность лазера: 60 Вт
- Размер рабочего поля: 600 х 400
- Цена: 325 000 руб.
- Применение: маркировка, реклама, производство сувениров.
Легко гравирует пенополиуретан, резину, двухслойные пластики от 0,1 до 3,2 мм, полиэтилен.

Работа с деревом, фанерой и шпоном тоже не представляет сложности.





- Мощность лазера: 90 Вт
- Размер рабочего поля: 1200 х 900
- Цена: 456 000 руб.
- Применение: производство изделий из пластика, фанеры, кожи и ткани.
Режет и гравирует фанеру, дерево и их производные, бальзу (от 1 до 20мм), оргстекло (от 1,2 до 20 мм), полистирол (от 2 до 4 мм), пенополистирол (до 50 мм), бумагу и все ее производные, в том числе гофрокартон толщиной до 5 мм, пенокартон до 10мм. Также гравирует кожу и кожзаменитель и режет всевозможные ткани и нетканые материалы. Работает с двухслойными пластиками до 3,2 мм и резиной.







- Мощность лазера: 100 / 130 Вт
- Размер рабочего поля: 1600 x 100 мм
- Цена: 950 000 руб.
- Применение: производство крупноформатных изделий из различных листовых материалов. Рекламное производство. Ремесла.
Портальный станок крупного формата и увеличенной мощности. Удобная и простая панель управления.

Надежный механизм с большим ресурсом.
Лазерные комплексы под торговой маркой Suda уже хорошо известны потребителю и зарекомендовали себя как надежное и в меру бюджетное оборудование. Эти гравировально-разрезные машины занимают достойное место в производстве сувенирной и рекламной продукции.

Аппарат обладает оптимизированной отражающей системой и сорокаваттной лазерной трубкой, которая может резать акрил толщиной до 20 миллиметров.
Аппарат снабжен системой завершения задания после перебоев с питанием и отличается совместимостью с большим количеством векторных программ.

- Мощность лазера: 25 Вт
- Размер рабочего поля: 380 x 280 мм
- Количество осей: 3
- Цена: 315 070 руб.
- Применение: производство изделий из различных листовых материалов. Рекламное производство.
Усовершенствованная система водяного охлаждения излучателя и линз сочетается в этом гравере с воздушным охлаждением рабочей поверхности и удалением дыма с помощью компрессора. Мощность лазерного луча регулируется программой, что позволяет изменять его интенсивность в рамках одной операции.

- Мощность лазера: 60 / 80 Вт
- Размер рабочего поля: 600 x 400 мм
- Количество осей: 3
- Цена: 514 400 руб.
- Применение: производство крупноформатных изделий из различных листовых материалов. Рекламное производство. Ремесла. Производство сувениров и игрушек.
Модель с мощным углекислотным лазером и удобным управлением. Поддерживает работу с векторными файлами из разных программ.
Скорость гравировки этим станком составляет до 1000 мм/с, резки — до 600 мм/с, при глубине до 20 мм.

Мощность лазера: 80 / 120 Вт
Размер рабочего поля: 1200 x 1600 мм
Количество осей: 3
Цена: 555 556 руб.
Применение: Рекламное производство, промо-изделия и таблички.
Станок обладает увеличенными площадью рабочего поля и мощностью лазера по сравнению с предыдущей моделью (SL-6040), при сохранении остальных параметров идентичными.
… и другие


Интересный китайский аппарат для лазерной резки и гравировки, с возможностью комплектации лазерными трубками мощностью от 60 до 130 Вт. Удобство обеспечивается работой с векторными файлами из разных источников в программе LaserWork и двумя вариантами подключения к компьютеру — через USB или локальную сеть. Собственная память позволяет станку работать без соединения с компьютером. Скорость гравировки до 700мм/сек.

- Мощность лазера: 100-120 Вт Lasea F4
- Размер рабочего поля: 1200 x 900 мм
- Количество осей: 3
- Применение: производство изделий из различных листовых материалов. Рекламное производство. Ремесла. Полиграфия (фигурная резка).
Мощный гравер для работы с древесиной, фанерой, различными пластиками и оргстеклом, а также тканями и кожей. Скорость работы достигает 700 мм/сек.

Мощность лазера: 100-120 Вт Lasea F4
Размер рабочего поля: 1200 x 900 мм
Количество осей: 3
Применение: производство изделий из различных листовых материалов — фанеры, пластика, тканей и кож. Рекламное производство. Легкая промышленность.
Главное отличие модели SE от SC — толщина обрабатываемого материала увеличена со 160 до 280 мм, при использовании подъемного механизма. Также отличаются и размеры самого станка — 1705×1365×1100 мм (против 1705×1365×1200 мм у SC).

Мы рассмотрели несколько образцов бюджетных лазерных резаков, один из которых может себе позволить любая мастерская или небольшое производство. Конечно, это не полный список доступных аппаратов — есть станки и помощнее, и подороже, но — даже эти, не самые дорогостоящие лазерные резаки, могут многое: от персонализации сувениров, до изготовления достаточно крупных рекламных изделий, от нанесения рисунка на кожу и древесину, до быстрого и точного раскроя ткани. Применений им множество.
Нужен ли такой аппарат именно вашей организации? Решайте сами. Мы свой выбор сделали.
Хотите больше интересных новостей из мира 3D-технологий?
Лазерный станок для резки фанеры с ЧПУ + ВИДЕОобзор
By Федоров Дмитрий Борисович
Почему для резки и гравировки фанеры выбирают лазерный станок с СО2 излучателем? Отвечая на этот вопрос, среди множества преимуществ данного оборудования с ЧПУ его владельцы особо выделяют следующие:
- чистота производства (по сравнению с той же фрезерной обработкой)
- отсутствие особых требований к организации рабочего пространства мастерской
- простота эксплуатации и обслуживания лазерного станка
- широкий спектр выпускаемой продукции
- высокая скорость производства и низкая цена конечного изделия
И если вы решили разобраться в вопросах лазерной резки фанеры, чтобы купить лазер и открыть собственную мастерскую, то эта статья для вас. В ней мы подробно на конкретных примерах разберем, какими бывают лазерные станки для резки фанеры, на что обращать внимание при выборе этого оборудования в части комплектации и производственных возможностей, как все это влияет на цену, какой должна быть мастерская, а также рассмотрим способы и режимы лазерной резки и гравировки фанеры.
Содержание
- Как выбрать лазерный станок для резки фанеры
- Технические характеристики производительного лазерного станка для фанеры
- Фанера для лазерного станка
- Хранение фанеры для лазерной резки и как ее выпрямить
- Как гравировать и резать фанеру на лазерном станке + быстрый рез
- Мастерская лазерной резки фанеры
- Какой и где купить лазерный станок для резки фанеры
Как выбрать лазерный станок для резки фанеры
Лазерные станки для резки фанеры различаются в первую очередь размером рабочего поля, которые по устоявшимся стандартам бывают так называемыми малоформатными (300х200 мм, 400х400 мм, 600х400 мм, 600х900 мм), среднеформатными (1000х800 мм, 1200х900 мм, 1300х900 мм, 1400х900 мм), а также широкоформатными (1600х1000 мм и больше). Для понимания различий предлагаем вам посмотреть подробные видеообзоры малоформатного Zoldo 6040 RD и широкоформатного Zoldo 1610.
ВИДЕОобзор Zoldo 6040 RD
ВИДЕОобзор Zoldo 1610
Помимо этого среди множества других отличий этого оборудования друг от друга основными считаются мощность и ресурс лазерной трубки, контроллер, а также система перемещения. Об этих и других технических особенностях чуть ниже, а сначала объясним, на что влияет размер рабочего поля и ответим на вопрос “Какой же в итоге станок выбрать?”
Все зависит от производственных задач, которые вы ставите перед станком для лазерной резки с ЧПУ. К примеру, давайте отталкиваться от типовых размеров листов фанеры, а также размеров изделий, которые будут вырезаться из этой фанеры на лазерном станке, и их количества, выпускаемых в рабочую смену.
Наиболее распространенный размер листа фанеры для лазерной резки, который вы можете купить – 1525х1525 мм. Такой не поместится ни на одно из вышеперечисленных рабочих полей, как говорится, тютелька в тютельку, только если это не широкоформатный аппарат, либо станок с протяжкой материала. Поэтому такие листы фанеры в любом случае придется кроить, к примеру, циркулярной пилой. И чем меньше времени вы будете тратить на эту процедуру, тем ниже будет себестоимость готовой продукции. Поэтому если вам от лазерного станка для резки фанеры требуется большая производительность, то выбирайте средне или широкоформатный. Если вы рассматриваете лазер для хобби или мелкой серии, где время производства не так уж и важно, то вам подойдет малоформатный аппарат.
Помимо размера рабочего поля на выбор лазерного станка для фанеры влияет его комплектация и конструкция. У дешевого оборудования в большей степени предназначенного для хобби она не будет обеспечивать, к примеру, высокую скорость обработки, такой станок не сможет отличаться надежностью, с ним придется дольше возиться в части обслуживания и чаще заниматься той же юстировкой. Помимо этого дешевые лазерные станки по фанере не могут похвастаться мощностью и ресурсом СО2 излучателя (лазерной трубки), влияющими на то, какую максимальную толщину фанеры и с какой скоростью вы сможете резать, а также как долго прослужит лазерная трубка.
Промышленные или даже уже средне- и широкоформатные полупрофессиональные станки, специально созданные для производства (микро- или малого бизнеса), отличаются не только производительностью, стабильной точностью и скоростью обработки, но и удобством обслуживания и эксплуатации, что в конечном итоге позволит вам снизить себестоимость лазерной резки и гравировки фанеры как услуги или выпуск готовых изделий из фанеры.
Технические характеристики производительного лазерного станка для фанеры
В данном чек-листе представлены основные комплектующие, которые должны быть установлены на лазерном станке по фанере, если вам требуется от него хорошая производительность:
- Многозадачный контроллер RuiDa 6445
- Лазерная трубка RECI W2 мощностью 90-100 Вт или более старшая модель
- Блок розжига СО2 излучателя (БВН) LaserPWR серии Z, серии ES или серии ESA
- Трехфазные шаговые двигатели 57-й серии по осям X и Y от Leadshine
- Драйвера по осям X и Y от Leadshine
- Редукция 1:2 или 1:3
- Полиуретановые зубчатые ремни 3М с металлическим кордом шириной 15 мм по осям X и Y
- Шкивы системы перемещения минимум на 24 зуба
- Рельсовые линейные направляющие шириной не менее 15 мм по осям X и Y
- Концевые датчики – бесконтактные индуктивного типа
- Оптика: линза (обязательно мениск) диаметром 20 мм, зеркала диаметром 25 мм
- Система автоматического включения/выключения вытяжки и компрессора
- Система управления давлением воздуха, подаваемого в зону реза с компрессора
- Купольная система вытяжки с контейнером для сбора мелких деталей и отходов
Помимо этого для удобства обслуживания, диагностики и эксплуатации на СО2 лазере для фанеры необходимо наличие специальных технологических отверстий, которые для быстрого доступа ко всем узлам и механизмам не должны закрываться на ключ. Для удобной и быстрой работы в рабочей зоне станка требуется много свободного пространства.
Чтобы дым (продукты горения) от лазерной резки и гравировки фанеры эффективно удалялся из рабочей зоны, на станке должны быть реализованы две точки подключения вытяжной вентиляции. А для обработки длинных листов фанеры – сквозная подача материала.
Толщина металла корпуса и внутренних перегородок нормального аппарата лазерной резки фанеры – 2 мм, толщина металла базы (станины), на которой размещена система перемещения – 2,8 мм, толщина металла остальных элементов, таких как крышки рабочей зоны и технологических отверстий – 1-1,5 мм.
Именно такая комбинация толщин металла дает жесткость конструкции станка и как следствие вы не будете спустя какое-то время мучиться с постоянными донастройками системы перемещения или юстировкой. На лазерных станках по фанере, у которых толщина металла составляет всего 1 мм в процессе продолжительной эксплуатации начинают возникать проблемы с точностью из-за того, что металл начинает деформироваться.
Корпус оборудования для резки фанеры может быть как цельносварным, так и разборным. В первом случае оборудование более функционально. Во втором с отсутствием каких-то дополнительных производственных возможностей, к примеру, опусканием рабочего поля на большую глубину, придется смириться, но зато такой лазерный станок можно легко проносить в узкие дверные проемы.
Фанера для лазерного станка
Как было отмечено ранее самый распространенный размер листов фанеры – 1525х1525 мм. Марка фанеры, используемой для лазерной резки и гравировки на станке с СО2 излучателем – ФК из березы, обычной водостойкости. Фанера ФСФ, отличающаяся повышенным долговременным сопротивлением разрушающему действию влаги, вам не подойдет просто потому, что резать ее лазером достаточно тяжело и качество обработки будет не очень.
Также фанеру разделяют по сорту или качеству. При том разное качество может быть у каждой из сторон (поверхности), которые у фанеры называются лицевой и тыльной. Наиболее популярный сорт фанеры для лазерной резки – 2/2. Он удовлетворяет отсутствием большого количества сучков, неровностей, гнили, полостей (каверн) и каких-то других внутренних и внешних дефектов. Если сорт обозначен меньшим числом, то качество фанеры еще лучше, если большим – хуже. Также фанера бывает шлифованной и не шлифованной.
Какую выбрать? Все также от задачи. Если, к примеру, вы собираетесь изготовить многослойную картину, где качественной должна быть только лицевая сторона, то можно выбрать фанеру, к примеру, 2/4. Если ваши изделия кукольные домики, бизиборды или бизидома, то лучше 2/2.
Хранение фанеры для лазерной резки и как ее выпрямить
Как известно, ровной фанеры не бывает от слова “СОВСЕМ”. Поэтому перед тем, как ее отправить на лазерный станок под резку или гравировку вам лучшее ее хоть немного выровнять, чтобы обработка была более качественной. Для этого можно использовать стеллаж, на который предварительно раскроенные под формат вашего рабочего поля листы фанеры укладываются либо друг на друга в стопку, при этом каждый предварительно равномерно опрыскивается водой или протирается влажной тряпкой. Далее стопку сверху надо равномерно (по всей поверхности) придавить каким-то грузом. Через некоторое время после высыхания фанера приобретен более прямую форму, но сразу обратите внимание, что без какой-либо гарантии того, что спустя время фанеру опять не поведет. Такова ее природа.
Возьмите еще на заметку, что листы фанеры для лазерной резки, которые находятся в середине или внизу вашей стопки будут выравниваться лучше. Верхние – хуже, так как на них будет давить небольшой вес.
Также учтите тот факт, что подсушенная фанера легче режется на лазерном станке, поэтому храните и выравнивайте ее в сухом помещении вашей мастерской.
Как гравировать и резать фанеру на лазерном станке + быстрый рез
Существует несколько способов обработки фанеры на лазерном станке:
- сквозная резка лазером
- лазерная гравировка
- быстрый рез
Рассмотрим каждый из них подробно.
Сквозная резка фанеры лазером
Оптимально и экономически целесообразно на лазерных станках с ЧПУ с СО2 излучателем резать фанеру максимальной толщиной до 20 мм. Зачастую подобная используется для изготовления мебели. Для того, чтобы прорезать такую в параметрах обработки станка необходимо настраивать большую мощность лазера и медленную скорость. Минусом такого режима резки является черный торец вырезаемых из фанеры деталей.
Для резки фанеры меньшей толщины устанавливается меньшая мощность и большая скорость. Как подобрать соответствующие параметры для лазерной резки? К сожалению, в подавляющем большинстве случаев все индивидуально, так как зависит от качества каждого конкретного листа фанеры. Однако опытным путем мы установили примерные скорости резки фанеры, которые вы можете брать за отправную точку при настройке параметров резки фанеры на вашем лазерном станке.
Как подобрать мощность лазера для резки фанеры в зависимости от ее толщины?
Лазерные технологии все активнее внедряются в производство и становятся доступными для домашнего использования. Популярное применение — обработка фанеры и дерева. При выборе такого оборудования важнейшим параметром становится мощность лазера для резки фанеры, и этот вопрос заслуживает особого внимания.
Какой лазер нужен для резки фанеры?
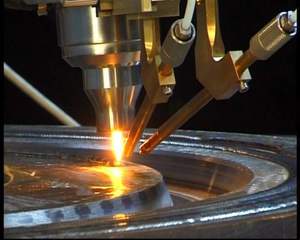
Лазерная резка работает по принципу выжигания материала направленным, концентрированным световым лучом повышенной мощности. Основные недостатки этого бесконтактного способа: ровные края, возможность получения сложных форм и заготовок разного размера, высокая точность раскроя, простота управления. Среди недостатков выделяется затемнение рабочего участка и высокая цена оборудования. На фото показана одна из моделей станка.

По функциональной способности различаются такие станки:
- Резательно-гравировальный станок. Он имеет небольшую мощность и предназначен для разрезания фанеры небольшой толщины и осуществления гравировки.
- Промышленный (профессиональный) лазерный станок. Он способен резать листы больших размеров любой толщины. Имеет рабочий стол увеличенного размера, усиленный корпус, большие размеры и повышенную мощность. Соответственно, выше и стоимость станка.
- Малогабаритные настольные лазерные резаки . Они могут использоваться в домашних условиях, имеют стол шириной не более 1 м, меньшую мощность и доступную цену.
- Универсальные фрезерные станки. Они способны не только резать материал, но и осуществлять фрезерные работы.
По типу управления выделяются такие варианты:
- Станки с ручным управлением. Это стандартное оборудование с электроприводом, управление которым осуществляется рабочим вручную.
- Станки с ЧПУ. Они имеют программное обеспечение, а управление осуществляется через компьютер. Достаточно ввести необходимую программу, и станок в автоматическом режиме обеспечит раскрой листа или гравировку точно по заданию.
Основные параметры, которые следует учитывать при выборе станка:
- Размеры рабочего стола. Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.
- Выходная мощность. От нее зависит глубина проникновения луча, а значит, и толщина разрезаемого листа. Для фанеры толщиной 1 мм нужно не менее 40 Вт.
- Ход рабочего стола. Важна высота его опускания для установки дополнительных приспособлений. Она рекомендуется не менее 15–20 см.
- Мощность лазерной трубки. От нее зависит скорость резки листа. Для производительного станка желательно иметь порядка 8–100 Вт.
Помимо указанных параметров следует принимать в расчет точность реза (отклонение), габариты и вес станка.
Лазерная головка для резки фанеры

Лазерная головка станка — это устройство, включающее сам источник лазерного излучения и оптическую систему для фокусировки луча. Выделяются такие ее разновидности:
- Газовый или СО2. Он работает на газовых смесях. Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки.
- Волоконный . В нем активная среда и резонатор составлены из оптических волокон. Такие лазеры обладают повышенной мощностью при небольших габаритах. Используются они для разрезания тугоплавких материалов и для фанеры экономически нецелесообразны, а потому используются редко.
- Твердотельный или полупроводниковый. В качестве активной среды применяется специальный полупроводниковый материал, находящийся в твердом состоянии. Лазеры имеют высокую цену и для резки дерева или фанерных листов не используются. Они устанавливаются в универсальных станках, способных обрабатывать металлы.
- Диодный. Это полупроводниковый лазер, основанный на светодиоде. Лазерный луч формируется за счет инверсии в зоне p-n перехода при прохождении света. Такое устройство широко используется в различных электронных системах. Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках.
Таким образом, для резки фанеры оптимальным вариантом признаются головки на базе СО2-лазера. В самодельных головках применяются светодиоды от различных устройств (принтеры, плейеры, лазерные указки и т. п.).
Лазерный модуль для резки фанеры
Основным узлом станка для резки фанеры является лазерный модуль, включающий источник излучения, оптические элементы, блок питания, систему регулировки, управления и охлаждения. Модули различаются по типу лазерной головки. Кроме того, они классифицируются по виду излучения: коллимированные и сфокусированные. В последнем случае луч собирается в точку. В коллимированном исполнении можно получить линию, решетку, окружность. Для резки и гравировки более подходит сфокусированный вариант.
Модули различаются по длине волны. Она может варьироваться в широком диапазоне — от ультрафиолетовой до инфракрасной зоны. В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.
Мощность лазера для резки фанеры
Резка материала осуществляется за счет значительного разогрева при воздействии сконцентрированного светового луча. Температура должна быть достаточной для сгорания волокон. Она же в свою очередь зависит от энергии, которой обладает световой поток. Энергия, выделяемая источником за единицу времени, называется мощностью излучателя.
Мощность лазера считается его важнейшей характеристикой. От нее зависят его функциональные способности. Только при определенном значении волокна начинают выгорать. При этом с повышением увеличивается и глубина резки. Так, при небольшом ее значении обеспечивается только поверхностная обработка — гравировка. Для разрезания материала необходимо, чтобы температуры хватило для выжигания волокон на всю толщину листа.
Мощность зависит, прежде всего, от его типа, т. е. активной среды, накачки и наличия резонатора. Выходная мощность зависит еще и от оптической системы. Повышенная мощность обеспечивается волоконным и твердотельным лазером, но у них высока стоимость. Для фанеры вполне подходит менее мощный, но более дешевый СО2-лазер.
Какая мощность лазера нужна для резки фанеры?
В готовых станках чаще всего применяются СО2-лазеры. Для резки минимальная мощность составляет 20–25 Вт. Выбор станка производится с учетом толщины фанерного листа. Для СО2-лазера рекомендуются такие правила выбора:
- лист толщиной до 6 мм — 50 Вт;
- лист толщиной до 8 мм — 60 Вт;
- лист толщиной до 10 мм — 80 Вт.
При гравировке используются СО2-лазеры мощностью 20–50 Вт.
В зависимости от назначения станки имеют индивидуальные пределы регулировки мощности. Настольные, бытовые аппараты выпускаются до 80 Вт. В профессиональных станках она может достигать 200–250 Вт.
Естественно, возникает вопрос о возможности использования диодных лазеров от бытовых приборов, которые имеют значительно меньшие значения мощности излучения. В принципе возможно применение для резки лазеров такого типа на 2–15 Вт. Мощность указывается на корпусе модели и в инструкции.
Лазер 2,1 Вт
Диодный лазер (2,1 Вт) способен разрезать картон и фанеру толщиной до 1–1,2 мм. Обычно его используют для гравировки, но и для резки он пригоден. Наибольший эффект достигается при работе с бумагой и картоном, которые не обугливаются после воздействия луча.

На фото показан готовый лазерный модуль такой мощности — Endurance 2,1. Он обеспечивает гравировку на дереве и фанере со скоростью до 20 мм/с. Может резать лист толщиной 1–2 мм в 5–30 заходов.
Лазер 3,5 Вт

Диодный лазер мощностью 3,5 Вт может резать фанеру толщиной 2–3 мм. При резке многослойной фанеры такой толщины потребуется 20–25 заходов. Программа CNCC LaserAxe может обеспечить скорость порядка 50–150 мм/мин. На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт.
Лазер с короткофокусной линзой 5,6 Вт

Лазер мощностью 5,6 Вт гораздо быстрее справляется с резкой фанеры. Он способен раскраивать листы толщиной 3–5 мм. Станок Endurance 5,6 может работать в таком режиме:
- фанера толщиной 3 мм — до 4 заходов на скорости до 250 мм/мин;
- при толщине 4 мм — 8 заходов на скорости до 200 мм/мин;
- при толщине 5 мм — 9–10 заходов на скорости до 100 мм/мин.
При установке такого лазера рекомендуется использовать короткофокусную линзу G-2.
Ультрамощный 8 Вт
Возможности по резке фанеры значительно расширяются при использовании устройства мощностью 8 Вт. На таком станке можно разрезать листы толщиной 4 мм (при установке линзы G-2) в один заход. Чтобы раскроить фанеру толщиной 6–8 мм потребуется до 5 проходов, а толщиной 10 мм — до 10 проходов. При этом обеспечивается вполне подходящая скорость.
Лазер для резки 10 Вт
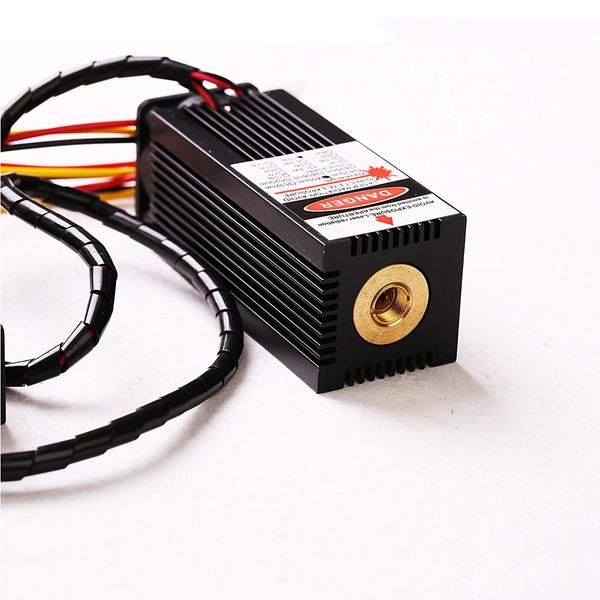
Модуль мощностью 10 Вт пригоден для разрезания фанеры до 10 мм. При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
Лазер 15 Вт
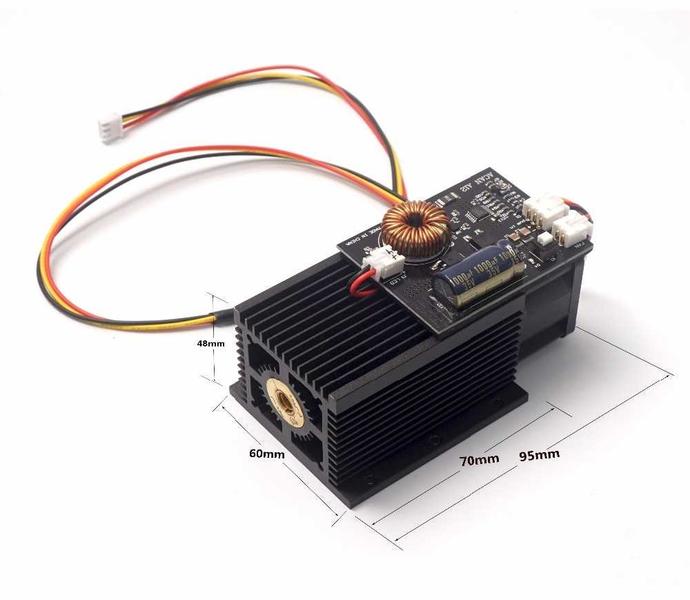
Станок с диодным лазером мощностью 15 Вт приближается к оптимальному режиму резки. Он обеспечивает раскраивание листов толщиной до 10 мм в один заход, а до 12–15 мм — в 3–5 заходов. Из КНР поставляется достаточно надежная модель 570073. Длина волны — 450 нм. Фокусное расстояние —18 мм.
Нюансы лазерной резки фанеры
Лазерная резка имеет ряд особенностей:
- При резке обеспечивается минимальная толщина прореза, что позволяет оптимально кроить лист с максимальной точностью.
- В зоне работ лучом появляется затемнение на фанере. С ростом мощности его интенсивность увеличивается. Небольшая обработка шлифовальной шкуркой устраняет дефект.
- При работе не требуется прикладывать никаких физических усилий. Процесс обеспечивается бесконтактно, что устраняет риск деформации тонких листов.
- На качество конечного результата влияет структура фанеры. Необходимо учитывать многослойность и наличие древесной смолы.
- При длительной работе рабочее место обязательно оборудуется вытяжной вентиляцией.
- Во время работы не образуется стружка и опилки.
- Перед началом работы с поверхности заготовки необходимо убрать пыль.
- Не рекомендуется использовать лазер при резке фанеры с лаковым покрытием.
При использовании лазерных модулей следует прислушаться к таким рекомендациям. Для гравировки вполне подходит лазер 2,1 Вт. Листы толщиной до 2 мм можно резать устройством 3,5 Вт, толщиной до 3 мм — 5,6 Вт, толщиной до 5 мм — 8 Вт. При необходимости раскраивать листы толщиной до 10–12 мм следует применять модули 10–15 Вт.
Лазеры для резки фанеры значительно облегчают труд и повышают точность раскроя. С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.
- 21 сентября 2020
- 17373
Лазерная сварка металлов и ее особенности
 При производстве многих сложных металлов ключевой частью технологического процесса является их сварка. Соединение проводится с применением разных видов нагревов. Часто в последнее время используется и лазерная сварка металлов. Как осуществляется сварка лазером и какие ее виды существуют, будет рассмотрено в статье.
При производстве многих сложных металлов ключевой частью технологического процесса является их сварка. Соединение проводится с применением разных видов нагревов. Часто в последнее время используется и лазерная сварка металлов. Как осуществляется сварка лазером и какие ее виды существуют, будет рассмотрено в статье.
- Сферы применения лазерной сварки металлов
- Плюсы и минусы
- Виды сварки
- Типы лазеров
- Твердотельный
- Газовый
- Станки для сварки лазером
Сферы применения лазерной сварки металлов
 Металлы посредством лазерной сварки соединяются в основном тогда, когда другие способы соединения бесполезны или проблематичны. Оборудование для лазерного соединения стоит весьма недешево, поэтому покупать его нужно, только когда вы убедитесь в том, что работу нельзя будет сделать другими методами.
Металлы посредством лазерной сварки соединяются в основном тогда, когда другие способы соединения бесполезны или проблематичны. Оборудование для лазерного соединения стоит весьма недешево, поэтому покупать его нужно, только когда вы убедитесь в том, что работу нельзя будет сделать другими методами.
Итак, сферы применения таковы:
- производство приборов и прочих точных механизмов;
- производство сложных изделий на основе легкоплавких металлов;
- изготовление деталей из чугуна;
- изготовление пластмассовых изделий.
Такая технология в промышленности стала применяться всего порядка 20 лет назад, и если есть возможность, то можно купить станки для только стационарного типа, но и ручные для сварки в домашних условиях.
Плюсы и минусы
Лазерное соединение металлов имеет свои плюсы и минусы. Что касается преимуществ, то они следующие:
- площадь металла нагревается незначительно, что сильно сокращает его коробление во время работы;
- лазерный луч передается по волоконной оптике, благодаря чему он попадается даже в труднодоступные места;
- лазерное оборудование можно использовать не только для сварки металла, но и его резки;
- оно обеспечивает высокое качество сварных швов;
- процесс сваривания обеспечивает хорошую производительность, его легко контролировать.
Но имеет технология и свои недостатки:
- оборудование очень дорогое;
- сварочный аппарат обладает низким КПД;
- оператор установки должен иметь высокую квалификацию.
Но, несмотря на недостатки, лазер — это единственный вариант для обеспечения точной сварочной операции или соединения легкоплавких материалов.
Виды сварки
Лазерная сварка бывает двух видов:
 Стыковая — в этом случае не используют присадки и флюс. Между металлами допускается минимальный стык, не больше 0,2 мм. Такое же значение является максимальным для фокусировки лазерного луча на стык. Сварку проводят посредством «кинжального» проплавления металла на всю толщину с интенсивностью лазерного излучения до 1 мВт/см2. Шов в этом случае нужно предохранять от окисления аргоном или азотом, а гелий защитит его от пробоя лазерного излучения;
Стыковая — в этом случае не используют присадки и флюс. Между металлами допускается минимальный стык, не больше 0,2 мм. Такое же значение является максимальным для фокусировки лазерного луча на стык. Сварку проводят посредством «кинжального» проплавления металла на всю толщину с интенсивностью лазерного излучения до 1 мВт/см2. Шов в этом случае нужно предохранять от окисления аргоном или азотом, а гелий защитит его от пробоя лазерного излучения;- Нахлесточная — металлические листы накладываются друг на друга, они соединяются посредством мощного излучения. Сварка проводится с локальным прижимом деталей. Максимально допустимый зазор между поверхностями металлов при работе — 0,2 мм. В случае необходимости повышения качества соединяемых деталей используется двойной шов.
 Стыковая — в этом случае не используют присадки и флюс. Между металлами допускается минимальный стык, не больше 0,2 мм. Такое же значение является максимальным для фокусировки лазерного луча на стык. Сварку проводят посредством «кинжального» проплавления металла на всю толщину с интенсивностью лазерного излучения до 1 мВт/см2. Шов в этом случае нужно предохранять от окисления аргоном или азотом, а гелий защитит его от пробоя лазерного излучения;
Стыковая — в этом случае не используют присадки и флюс. Между металлами допускается минимальный стык, не больше 0,2 мм. Такое же значение является максимальным для фокусировки лазерного луча на стык. Сварку проводят посредством «кинжального» проплавления металла на всю толщину с интенсивностью лазерного излучения до 1 мВт/см2. Шов в этом случае нужно предохранять от окисления аргоном или азотом, а гелий защитит его от пробоя лазерного излучения;Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.
На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
 Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.
Газовый
 Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
 Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
Станки для сварки лазером
Для данного вида сварочных работ применяется оборудование как мобильного, так и компактного типа, также может использоваться полноразмерное оборудование для соединения крупногабаритных деталей.
Часто в промышленных целях используют такие модели станков, как:
- ЛАТ-С — он применяется для самой лазерной сварки, а также наплавки металлов. Обладает высокой мощностью, благодаря чему можно добиться высоких показателей в плане производительности. Может быть оснащен автоматическими координатными столами, благодаря чему можно обрабатывать сложные конструкции на высокой скорости. Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора;
- МУЛ-1 — этот станок малогабаритный, используется для лазерной сварки и наплавки металлов. Также с его помощью можно паять золото и серебро. Варить ювелирные изделия данным станком можно легко и с соблюдением высокой точности. Часто оборудование используют для ремонта и производства ювелирных изделий. Металлические части небольшого размера можно сварить без сильного нагрева, допускается даже соединение оправ для очков. Устройство удобное тем, что для работы достаточно напряжения в 220 В. В зависимости от выбранного режима, мощность прибора составляет от 1,9 до 2, 5 кВт;
- ЛАТ-400 — применяется для соединения крупногабаритных изделий. Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.
Ручная лазерная сварка проводится с применением таких аппаратов:
- WELD-WF — портативное устройство, благодаря которому можно выполнять работы даже в труднодоступных местах. Оно включает в себя манипулятор, соединяемый с волокном. Сгенерированное лазерное излучение передается по волокну. Поскольку есть наличие обратной связи, с помощью аппарата можно получить максимально качественный шов по сравнению с оборудованием, в котором нет подобных опций. Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени;
- CLW120 — ручной аппарат с невысокой мощностью, который отлично подходит для работ, требующих ювелирной точности, а также точечной лазерной сварки. Кроме этого, с его помощью можно соединять цветные и черные металлы, нержавеющую сталь или же титановые сплавы. Мощность оборудования — 10 кВт, требования к сети — 220 В.
Почти все перечисленные аппараты оснащены бинокуляром, который защищает зрение от негативного воздействия лазерного луча и вместе с тем помогает в несколько раз увеличить объект обработки, чтобы работа была выполнена качественно и точно.
Что такое лазерная сварка. Преимущества и недостатки
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.





