Точное литье по выплавляемым моделям в домашних условиях: технология, преимущества и недостатки
Литье по выплавляемым моделям (ЛВМ) – это промышленный процесс, который также называется литьем по восковым моделям или литьем в разрушаемую форму. Форма разрушается, когда изделие извлекается. Выплавляемые модели широко используются как в машиностроительном, так и в художественном литье.

Область применения
Особенности техпроцесса позволяют применять метод ЛВМ в широком диапазоне: от крупных предприятий до небольших мастерских. Также возможно литье по выплавляемым моделям в домашних условиях, в личных и коммерческих целях для изготовления детализированных фигурок, сувениров, игрушек, деталей конструкций, ювелирных изделий. В качестве наполнителя можно использовать практически все металлы:
- стали (легированные и углеродистые);
- цветные сплавы;
- чугун;
- благородные металлы;
- сплавы, не поддающиеся мехобработке.
Впрочем, технология универсальна – вполне можно изготовить относительно крупные конструкции сложных форм. Для облегчения техпроцесса используют специализированное оборудование для литья по выплавляемым моделям и 3D-моделирование с помощью специализированных программ.
Литье в керамические формы
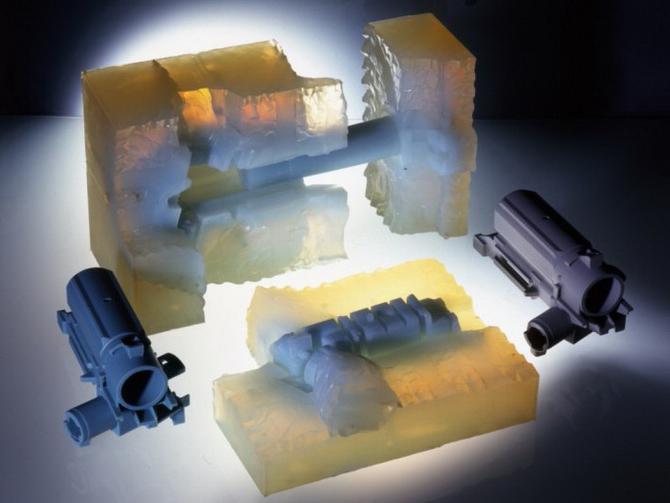
В зависимости от требований к изделиям используют различные, наиболее подходящие технологии. Точное литье по выплавляемым моделям (ТЛВМ) позволяет получать самые сложные по конфигурации отливки с высокой точностью, с минимальной толщиной стенок и шероховатостью поверхности. Для ТЛВМ восковая модель погружена в жидкую смесь на основе керамики. Керамическая смесь сохнет и формирует оболочку формы для литья. Этот процесс повторяется, пока желаемая толщина не будет достигнута. Затем воск удаляется в автоклаве. Однако этот метод характеризуется высокой стоимостью, продолжительностью технологического процесса, выделением вредных веществ в производственной зоне и загрязнением окружающей среды остатками керамических форм.
Литье в формы из ХТС
Во многих случаях при изготовлении поделок на дому к отливкам сложной конфигурации не предъявляется требование низкой шероховатости, а для ряда художественных отливок поверхность с равномерной шероховатостью не только допустима, но является дизайнерским решением. В этом случае целесообразно применять литье по выплавляемым моделям.
Технология, разработанная для изделий, не требующих гладких поверхностей, достаточно проста. Такую поверхность можно получить литьем в формы из холодно-твердеющих смесей (ХТС). Этот процесс значительно проще, дешевле и экологически чище.
Однако данный метод литья по выплавляемым моделям не позволяет получать сложные отливки с использованием выплавляемых моделей. Это объясняется тем, что при вытопке фигур значительная часть модельного состава остается в полости формы и может быть удалена только прокалкой. Прокалка, то есть нагрев до температуры воспламенения, модельного состава приводит к деструкции смоляного связующего вещества ХТС. При заливке металла в форму с остатками модельного состава происходит их сгорание, приводящее к выбросам металла из формы.
Использование жидкостекольных смесей
Нивелировать недостатки ХТС-технологии при изготовлении некоторых типов отливок позволяет литье по выплавляемым моделям в жидкостекольные смеси с жидким катализатором (ЖСС ЖК). Эти смеси с содержанием жидкого стекла в количестве 3-3,5 % и катализатора около 0,3 % от массы песчаной основы начали применяться за рубежом в начале 80-х и используются до сих пор. По данным исследований, эти смеси в отличие от ЖСС первого поколения отличаются экологической чистотой, хорошей выбиваемостью и незначительным пригаром на отливках.
Литье по выплавляемым моделям: технология
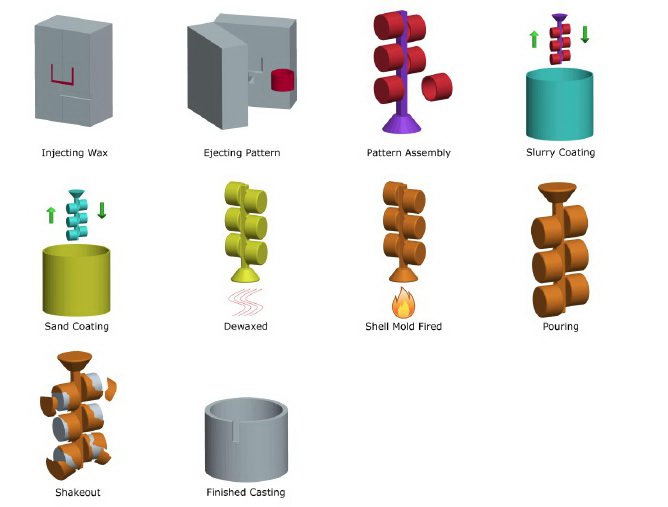
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Особенности техпроцесса
Сущность ЛВМ заключается в том, что силиконовая или восковая модель выплавляется из заготовки путем нагревания, а освободившееся пространство заполняют металлом (сплавом). Техпроцесс имеет ряд особенностей:
- При изготовлении формовочной смеси широко используют суспензии, состоящие из огнеупорных мелкозернистых материалов, скрепляемых связующим раствором.
- Для заливки металлов (сплавов) применяют неразъемные формы, получаемые путем нанесения на модель огнеупорного покрытия, его сушки с дальнейшим вытапливанием модели и прокаливанием формы.
- Для отливок используются одноразовые модели, так как они разрушаются в процессе изготовления форм.
- Благодаря мелкозернистым огнеупорным пылевидным материалам обеспечивается достаточно высокое качество поверхности отливок.
Преимущества ЛВМ
Преимущества литья по выплавляемым моделям очевидны:
- Универсальность. Можно использовать любые металлы и сплавы для литья изделий.
- Получение конфигураций любой сложности.
- Высокая чистота поверхностей и точность изготовления. Это позволяет на 80-100 % сократить последующую дорогостоящую металлообработку.
Недостатки ЛВМ
Несмотря на удобство, универсальность и достойное качество изделий, не всегда целесообразно применять литье по выплавляемым моделям. Недостатки главным образом связаны со следующими факторами:
- Длительностью и сложностью техпроцесса производства отливок.
- Завышенной стоимостью формовочного материала.
- Большой нагрузкой на экологию.

Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.
Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.
Второй этап: заливка силиконом
Если требуется точное литье по выплавляемым моделям, для изготовления формы без жидкой резины не обойтись. Силикон готовится по инструкции путем смешивания разных компонентов (как правило, двух) и последующего нагревания. Для удаления мельчайших пузырьков воздуха емкость с жидкой резиной целесообразно на 3-4 минуты поместить в специальный портативный вакуумный аппарат.
Заливаем готовую жидкую резину в емкость с моделью и повторно проводим вакуумирование. Для последующего затвердения силикона потребуется время (согласно инструкции). Используемые полупрозрачные материалы (емкостей и самого силикона) позволяют воочию наблюдать процесс формирования пресс-формы.
Извлекаем схватившуюся резину с моделью внутри из емкости. Для этого освобождаем струбцины (кожух) и отделяем две половинки коробки – силикон легко отходит от гладких стенок. Для полного застывания жидкой резины потребуется 40-60 минут.
Третий этап: изготовление восковой модели
Литье по выплавляемым моделям предполагает вытапливание плавкого материала и замещение образовавшегося пространства расплавленным металлом. Так как воск легко плавится, его и используем. То есть следующая задача – сделать восковую копию использованной первоначально модели. Для этого и потребовалось создание резиновой пресс-формы.
Аккуратно разрезаем силиконовую заготовку вдоль и достаем модель. Здесь есть небольшой секрет: чтобы впоследствии точно соединить форму, разрез рекомендуется делать не гладким, а зигзагообразный. Прикладываемые части формы не будут сдвигаться по плоскости.
Заполняем образовавшееся пространство в силиконовой пресс-форме жидким воском. Если изделие готовится для себя и не требует высокой точности сопряжения деталей, можно залить воск отдельно в каждую половину, а затем после застывания соединить две детали. Если необходимо точно повторить силуэт модели, резиновые половинки соединяются, закрепляются и в образовавшуюся пустоту с помощью инжектора закачивается горячий воск. Когда он заполнит все пространство и застынет, разбираем силиконовую пресс-форму, достаем восковую модель и подправляем изъяны. Она послужит прототипом для готового изделия из металла.
Четвертый этап: формование
Теперь необходимо сформировать с внешней поверхности восковой фигуры термостойкий прочный слой, который после вытапливания воска станет формой для металлического сплава. Выберем способ литья по выплавляемым моделям с использованием кристобалитовой смеси (модификация кварца).
Формируем модель в металлической цилиндрической опоке (приспособлении, удерживающем формовочную смесь при ее уплотнении). Устанавливаем в опоку припаянную модель с литниковой системой и заливаем смесь на основе кристобалита. Чтобы вытеснить воздушные карманы, помещаем в вибровакуумный аппарат.
Финальный этап
Когда смесь уплотнится, остается выплавить воск и залить в освободившееся пространство металл. Процесс литья по выплавляемым моделям в домашних условиях лучше осуществлять с использованием сплавов, плавящихся при относительно невысоких температурах. Отлично подойдет литейный силумин (кремний + алюминий). Материал износостойкий и твердый, однако отличается хрупкостью.
После заливки расплавленного силумина ждем, когда он застынет. Затем извлекаем изделие из окопки, удаляем литник и очищаем от остатков формовочной смеси. Перед нами – практически готовая деталь (игрушка, сувенир). Дополнительно ее можно отшлифовать и отполировать. Если в канавках намертво застряли остатки литейного производства, их нужно удалить бормашиной или другим инструментом.
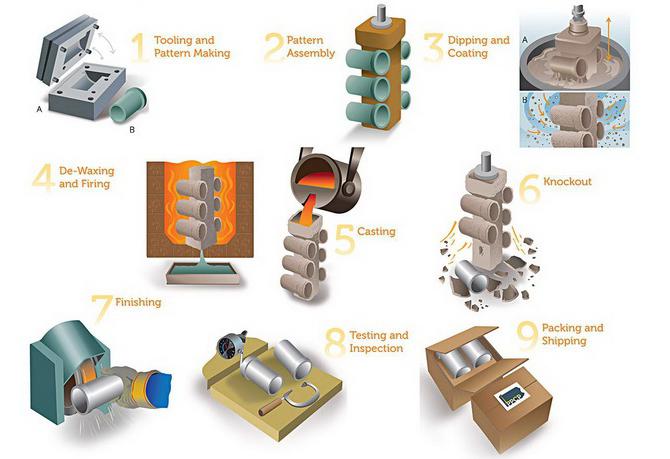
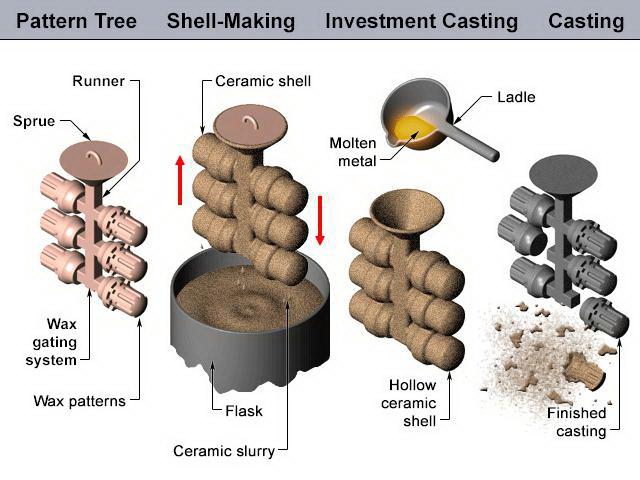
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Изготовление керамической пресс-формы
Далее восковую конструкцию опускают в жидкий керамический раствор, называемый шликером. Делается это вручную, дабы избежать дефектов в отливке. Для прочности шликера керамический слой укрепляют напылением мелкого циркониевого песка. Только после этого заготовку «доверяют» автоматике: специальные механизмы продолжают поэтапный процесс напыления более крупного песка. Работы продолжаются, пока керамо-песчаный прочный слой не достигнет заданной толщины (как правило, 7 мм). На автоматизированных производствах на это уходит 5 дней.
Литье
Теперь заготовка готова для выплавления воска из пресс-формы. Ее помещают на 10 минут в автоклав, заполненный горячим паром. Воск растапливается и из оболочки полностью вытекает. На выходе получаем керамическую форму, полностью повторяющую форму детали.
Когда керамо-песчаная форма затвердеет, проводят литье металлов по выплавляемым моделям. Предварительно форму нагревают 2-3 часа в печи, дабы она не потрескалась при заливке раскаленных до 1200 ˚C металлов (сплавов).
В полость формы поступает расплавленный металл, который в дальнейшем оставляют остывать и твердеть постепенно, при комнатной температуре. Для остывания алюминия и его сплавов требуется 2 часа, для сталей (чугуна) – 4-5 часов.
Финишная обработка
Собственно литье по выплавляемым моделям на этом заканчивается. После застывания металла заготовку помещают в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, металлическое же изделие своей формы не меняет. В дальнейшем проходит окончательная обработка металлической заготовки. Вначале отпиливают систему заливки металла, а место ее контакта с основной деталью тщательно шлифуют.
В завершение контролеры проверяют, чтобы размеры изделия соответствовали заданным на чертеже. Алюминиевые детали измеряют холодными (при комнатной температуре), стальные предварительно нагревают в печи. Специалисты используют для контрольно-измерительных работ различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Литниковая система
Конструкция литниково-питающей системы играет в ЛВМ ведущую роль. Это связано с тем, что она выполняет три функции:
- При изготовлении оболочек литейных форм и блока моделей литниковые системы являются несущими конструкциями, удерживающими на себе оболочку и модели.
- Через систему каналов литника жидкий металл при заливке подводится к отливке.
- При затвердевании система выполняет функцию прибыли (питающего элемента, компенсирующего усадку металла).
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Вывод
Метод ЛВМ получил широчайшее распространение. Его применяют для получения сложных деталей в машиностроении, при производстве оружия, сантехники, сувенирной продукции. Для изготовления украшений из драгоценных металлов используют ювелирное литье по выплавляемым моделям.
Популярные способы литья стали
Литье стали — это процесс, в результате которого образуются сплавы с разным химическим составом. Разработаны технологии, где в качестве сырья используется шихта, бывшие в употреблении металлические изделия и чугун. Получаемые заготовки соответствуют параметрам ГОСТа.
В процессе литья получаются изделия разного качества. Зависит это от способа изготовления. Важно, чтобы вредные примеси, которые дают сплаву хрупкость, уходили в отход. Происходит это за счет их окисления, при взаимодействии железа с кислородом.
 Литье стали
Литье стали
История и суть технологии
В древние времена сталь получали в шахтных печах сыродутным способом. Для этого использовался древесный уголь. Железо добывалось из руды. Одновременно в качестве сырья использовались мелкие кусочки чугуна. Плавка проводилась в тиглях. Качество получаемого материала было высоким, но малопроизводительным. Однако именно таким способом получали дамасскую сталь.
Позже чугун перерабатывался при помощи кричного передела. Шло его рафинирование в кричном горле.
В 18 веке начала внедряться технология пудлингования. Исходным материалом так же выступал чугун. Недостатком технологии являлась низкая производительность.
Мартеновский способ производства был разработан в 19 веке. Он оказался настолько удачным, что применялся в течение 100 лет. И только затем в 50 годах его сменил кислородно-конвертерный процесс.
Значение стали в мировой индустрии
Сталь — это материал, который имеет первостепенное значение. Редкая конструкция может обойтись без него. Если сопоставить выплавку стали со всеми цветными металлами, то в общем объеме ее выпуск составляет 90 %. Индустриализация формирует постоянный спрос на такой материал. Он востребован в любой отрасли промышленности.
Без болтов, гаек, шайб или гвоздей не обойдется ни одно производство. Сталь используется в масштабных проектах. В первую очередь, это мосты, где базовую основу составляет металлический каркас. Без нее не обходится и авиация. Большое количество материала идет на прокладку рельс. Даже если изделие сделано из пластмассы или другого неметаллического материала, оно может иметь стальной скелет.
Определенные марки стали используют для производства воздуховодов, необходимые для вентиляционных систем. В качестве исходного материала используется листовая сталь.
Характеристика стали
Основой любой марки стали является железо и углерод. Количество последнего изменяется в пределах 0,1–2,14 %. Чем его содержание выше, тем качественнее сталь. Если количество углерода превышает 0,6 %, сплав называется высокоуглеродистым. Когда процент углерода превышает величину 2,14, материал называют чугуном.
При расплавлении стали в нее добавляются легирующие добавки, что изменяет механические свойства сплава. К ним относятся:
- хром;
- вольфрам;
- кобальт;
- титан;
- ванадий.
Важным элементом в легированном сплаве является хром. При его содержании свыше 12 %, материал приобретает антикоррозионные характеристики. Он носит название нержавейка.
При производстве стали избавиться от всех примесей невозможно, часть из них остается. К ним относятся:
- марганец;
- сера;
- кремний;
- фосфор.
Они ухудшают качество сплава. Их процентное содержание должно быть меньше.
Важной характеристикой сплава является его температура плавления. Находится она в диапазоне 1350–1521 градусов. Углерод и легирующие добавки влияют на увеличение этой величины. Необходимо точно знать показатели температуры, поскольку нагрев следует вести на 100–150 градусов выше допустимой.
 Марганец
Марганец
Разновидность сталей
В зависимости от процентного содержания примесей, стали разделяются на такие виды:
- обыкновенного качества;
- качественные;
- повышенного качества;
- высококачественные.
Важной характеристикой является способность материала к свариванию. Зависит это от степени раскисления содержащихся примесей.
Классификация выглядит следующим образом:
- Спокойные. Примеси полностью раскисляются.
- Полуспокойные. Имеют схожие характеристики.
- Кипящие. Плохая способность к раскислению неметаллических элементов.
Кроме того, сталь классифицируется и по сфере использования:
Литье металлов в домашних условиях
Изготовить небольшую деталь сравнительно простой формы из легкоплавких цветных металлов и сплавов (олово, медь, алюминий, цинк, свинец, латунь) в домашних условиях под силу любому мастеру-любителю…
 Рассмотрим технологию изготовления литейной формы. Литейную форму создают в формовочном ящике, изготавливаемом из неструганых досок (для лучшего контакта с формовочной землей) и называемом опокой. Размеры опоки должны быть примерно в 1,5 раза больше размеров детали. Опока (рис. 2.5.1) состоит из двух частей: нижней (ящик с дном) и верхней (рамка с двумя-тремя поперечинами в середине). Для прочного соединения обеих частей опоки на ящике устанавливают фиксаторы, а на рамке делают углубления.
Рассмотрим технологию изготовления литейной формы. Литейную форму создают в формовочном ящике, изготавливаемом из неструганых досок (для лучшего контакта с формовочной землей) и называемом опокой. Размеры опоки должны быть примерно в 1,5 раза больше размеров детали. Опока (рис. 2.5.1) состоит из двух частей: нижней (ящик с дном) и верхней (рамка с двумя-тремя поперечинами в середине). Для прочного соединения обеих частей опоки на ящике устанавливают фиксаторы, а на рамке делают углубления.
Формовочная земля состоит из 75 % чистого мелкого песка, 20 % глины и 5 % каменноугольной пыли. Все компоненты должны быть тщательно перемешаны до получения однородной массы.
Моделью для изготовления формы может служить как сама деталь, так и специальная модель, выполненная из дерева или иного материала. Если моделью для формовки служит уже сработанная в отдельных местах деталь (например, защелка замка автомобильной двери), то сработанные места наращивают шпатлевкой (желательно эпоксидной) до размеров новой детали. После полного затвердевания наращенные места обрабатывают напильником и зачищают шкуркой.

При формовке в нижнюю часть опоки насыпают формовочную землю и слегка ее утрамбовывают. Модель припудривают порошкообразным графитом или тальком и вжимают ее в землю наполовину. Размещают модель таким образом, чтобы выступы и другие ее части легко вынимались из формы и не разрушали ее. Землю в ящике снова посыпают графитом или тальком, на нижнюю часть опоки устанавливают верхнюю, совмещая фиксаторы с отверстиями. В неответственной части будущей детали ставят коническую пробку широкой частью кверху для формирования литника, через который расплавленный металл будут заливать в форму (рис. 2.5.2). После этого в опоку с избытком насыпают формовочную землю и хорошо ее утрамбовывают. Затем очень аккуратно вынимают пробку под литник, острым предметом снимают верхнюю часть формы и вынимают модель из нижней. На обеих частях формы должны быть углубления, которые точно отображают форму детали. Иногда приходится подправлять модель тонким гибким ножом, удаляя излишки формовочной земли или, наоборот, добавляя ее в том месте формы, где она прилипла к модели и вынулась вместе с ней. Если деталь длинная, то в одном ее конце устраивают литник, а в другом формируют отверстие, аналогичное

Рис. 2.5.2. Формовка металла
литниковому, но служащее для удаления воздуха из формы по мере заполнения ее расплавленным металлом. После подсыхания обеих половин формы, их соединяют и хорошо сжимают, чтобы не осталось щели между верхней и нижней частями. В результате получилась форма, готовая к заливке металлом.
Плавят металл в стальной или чугунной емкости, имеющей носик, через который расплавленный металл заливают в литниковое отверстие формы. В качестве печи используют небольшой горн или муфельную печь.
При плавлении цинка в посуду поверх металла целесообразно насыпать слой древесного угля, чтобы воспрепятствовать выгоранию металла.
После расплавления металл 4—5 мин выдерживают в печи для максимального прогрева. Эта операция способствует качественному заполнению формы в тонких местах. Расплавленный металл заливать в форму необходимо непрерывной, но тонкой струёй, чтобы не происходило размывания формы.
После полного остывания металла форму разнимают и вынимают готовую деталь. Изделия, получаемые описанным методом, как правило, имеют шероховатую поверхность и нуждаются в дополнительной чистовой обработке.
Рассмотрим теперь технологию литья более сложную, чем предыдущая, но позволяющую получать изделия высокого качества и точности. Эта технология дает возможность отливать в домашних условиях технические изделия сложной формы, скульптуры, барельефы и прочее.
Модель будущего изделия изготавливают из воска, парафина или иного легкоплавкого материала, затем ее заформовывают в неразъемной жаростойкой массе. При незначительном нагревании или даже кипячении в воде восковую модель выплавляют из формы через отверстие (будущий литник), а в полученную форму заливают расплавленный металл. При тщательном формовании данный способ позволяет повторить в изделии мельчайшие элементы модели.
Изготовление модели.
Материал, применяемый для создания модели, должен иметь температуру плавления в пределах 50—90 град. С и плотность, меньшую, чем плотность воды, чтобы при выплавлении модели он беспрепятственно всплывал на поверхность. Этим требованиям лучше всего соответствует воск пчелиный, сплав одинаковых частей стеарина и парафина, зубопротезные воски: “Воск для базисов”, “Воск моделировочный”, “Воск для бюгельных работ”.
Если необходимо иметь точную форму, например ключ сложной конфигурации, то сначала с помощью оригинала изготавливают гипсовую форму, а уже в ней отливают восковую модель.
Процесс создания восковой модели мало чем отличается от изготовления отливки. Разница лишь в том, что для заливки гипса не нужна опока, ее с успехом заменит картонная коробка подходящих размеров.
Последовательность изготовления небольшой восковой модели следующая. Гипс разводят до консистенции жидкой сметаны, выливают его в коробку и, пока он не схватился, в него вдавливают модель-оригинал на половину ее высоты (рис. 2.5.3). Оригинал предварительно покрывают тонким слоем вазелина. Одновременно в гипс по краям коробки вдавливают на половину длины две спички, которые будут исполнять функции фиксаторов. После затвердевания гипса его поверхность, а также выступающие части спичек-фиксаторов покрывают равномерным тонким слоем вазелина и свежим раствором гипса заливают верхнюю часть коробки. Перед заливанием верхней части модели на ее край ставят металлическую вставку из толстой проволоки или гвоздя для образования литникового отверстия. После затвердевания гипса верхнюю часть отсоединяют от нижней с помощью тонкого ножа, вынимают оригинал и литниковую вставку, придают конусность верхней части литникового отверстия (для удобства при заливке воска), соединяют обе половины формы, ориентируясь на спички-фиксаторы, плотно сжимают. В результате имеем готовую форму для получения восковой модели. Расплавленную восковую массу заливают через литниковое отверстие в форму, и после охлаждения аккуратно вынимают. Если изделие неправильной формы и имеет большое количество выступов, то наряду с литниковым отверстием формируют одно или несколько тонких отверстий для выхода воздуха, вытесняемого расплавленным воском. С готовой модели аккуратно удаляют остатки литника и воздуховыводящих каналов, а также заусенцы.

Рис. 2.5.3. Последовательность изготовления восковой модели
Изготовление формы.
Готовую восковую модель формуют в огнестойкую форму, однако, перед этим к модели присоединяют литник, изготовленный из воска. Формовочная масса, которой заливают восковую модель, при литье изделия из алюминия и легкоплавких бронз (температура плавления 860—880 град.С) состоит из следующих компонентов (в массовых частях):
Медицинская промышленность выпускает составы “Силаур ЗБ” и “Силаур 9”, в которые входят высококачественные гипс и кремнезем. Эти препараты можно с успехом применять в качестве формовочной смеси.
Формовочную массу разводят водой до сметаноподобного состояния, после чего ею полностью заливают восковую модель. Для этого на дно емкости наливают небольшое количество массы, аккуратно устанавливают на нее восковую модель и постепенно заливают массу вокруг модели, контролируя отсутствие пузырьков воздуха. Полное затвердевание формы произойдет через 40—60 мин.
Если изделие планируют отливать из металла или сплава, температура плавления которого превышает 880 град.С, восковую модель предварительно обрабатывают слоем огнестойкой обмазки (толщина слоя примерно 1 мм), а уже затем заливают формовочной массой.
В качестве огнестойкой обмазки целесообразно применять средства “Силамин” и “Формалит”, выпускаемые медицинской промышленностью. В состав “Сила-мина” входят магнезитовый порошок, кварцевый песок, этилсиликат и в качестве затвердителя — раствор жидкого стекла. “Формалит” состоит из пылевидного кварца и этилсиликата. В случае отсутствия указанных средств восковую модель можно обработать смесью талька и водного раствора жидкого стекла (1 часть жидкого стекла и 3 части воды). Покрытую смесью восковую модель присыпают чистым кварцевым песком, затем опять покрывают смесью и присыпают песком. В общей сложности операцию повторяют 4—5 раз. Если отливаемое изделие достаточно велико и, следовательно, велик объем заливаемого в форму расплавленного металла, то необходимо нанести 6—7 слоев самодельной огнеупорной обмазки. После того как обмазка высохнет, модель погружают на 2 мин в водный раствор (18—20 %) аммиака (нашатыря) для закрепления. Теперь настал черед выплавки восковой модели из формы, образованной застывшей формовочной смесью. Чаще всего форму просто кипятят в воде. Литниковое отверстие должно находиться в верхней части формы, погруженной в воду, чтобы расплавленный воск мог свободно выходить наружу и всплывать на поверхность воды. Если отливаемая деталь имеет сложную поверхность, то в процессе кипячения необходимо многократно переворачивать форму для полного ее освобождения от воска. После удаления восковой массы внутри формы образуется полость, точно соответствующая модели. Перед заливкой металла форму необходимо прокалить в муфельной печи или горне. Сначала печь разогревают до 550—600 град. С, потом в нее кладут форму и поднимают температуру до 900 град. С. При этой температуре прокаливание длится 2—4 ч (в зависимости от массы формы).
После прокаливания форму охлаждают до комнатной температуры, если в нее заливают алюминиевые сплавы или чугун. Если же заливают латунь или бронзу, то форму охлаждают лишь до 500 град. С. Нержавеющую сталь заливают в форму, имеющую температуру 850 град. С.
Заливка металла.
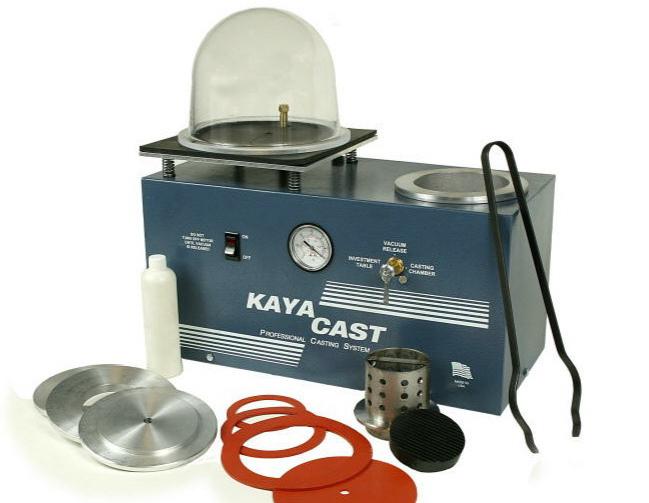
В сравнительно большие формы расплавленный металл затекает под действием собственного веса, вытесняя находящийся там воздух. Но если отливка имеет маленькие размеры, то хорошего качества изделия добиться невозможно, так как воздух не позволяет жидкому металлу заполнить все полости формы. Преодолеть эту трудность можно, поместив форму в ручную центрифугу. Центробежная сила помогает вытеснить воздух и дает возможность металлу полностью заполнить все пустоты формы. Однако производить эту операцию необходимо быстро, пока металл находится в расплавленном состоянии.
Готовую отливку вынимают из формы, разрушая отливку. Затем механическим путем удаляют литник и каналы для отвода воздуха (если они есть). При необходимости готовое изделие подвергают косметической обработке.
Как расплавить сталь в домашних условиях

Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.
В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Плавка металла в домашних условиях
Так поступила в голову задумка использовать для данной задачи углеграфитовый порошок, какой засыпается посреди 2-мя рабочими углеграфитовыми же электродами, к которым подводится напряжение питания в границах 25—50 В от довольно мощнейшего (типа сварочного) трансформатора. За счет существующего омического сопротивления в порошке графита становится постепенный интенсивный нагрев. Температура в подобной электропечи способна доходить до 3000 °С, что дает способность плавить абсолютно все металлы (небольшими порциями). Невзирая на такой впечатляющий нагрев изнутри печи, внешний пленку углеграфитового порошка остается темноватого или красного цвета, так что ослепляющего свечения, как это случается при электродуговой сварке, от печи не исходит.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его. Происходит плавление.
Самодельная муфельная печь
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Охлаждение можно сделать с помощью вентилятора. Только последний должен располагаться как можно дальше от печи, иначе обмотка его будет служить дополнительным замыканием вихревых потоков. Это понизит качество плавления.
Печь из колесного диска
Плавка металла в домашних условиях
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Температура плавления
Плавление – это процесс, характеризующий постепенный переход металла из стандартного твердого состояния в жидкую консистенцию. Каждому металлическому соединению или металлу в чистом виде свойственная своя температура, под воздействием которой он начинает плавиться.
Немаловажным фактором в данном случае является то, какие примеси входят в состав расплавляемого соединения.
Так, медь начинает плавиться при температуре 1083 градусов по Цельсию. Если к ней добавить олово, то температура плавления снизится и составит примерно 930-1140 градусов по Цельсию.
В данном случае такое колебание обусловлено количеством олова, входящего в сплав. Соединение из меди и цинка плавится при еще более низкой температуре – 900-1050 градусов. Нагревание любых металлов связано с постепенным разрушением решетки, образованной из множества кристаллов.
С нагреванием температура плавления поднимается до максимально необходимой отметки, затем ее рост останавливается и сохраняется на достигнутом уровне до того момента, пока не расплавится весь металл, после чего начинает снижаться.
Медь, разогретая до максимально возможной отметки, закипает при температуре, достигшей отметки в 2560 градусов. По внешнему виду ее кипение схоже с кипением любых жидких веществ, на поверхности которых по мере нагревания появляются пузырьки, и выделяется газ. Так, из меди в процессе кипения выходит углерод, образовавшийся в результате окисления и ее тесного контакта с воздухом.
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил. Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо. Теперь нам нужно обработать слепленную модель. Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое – сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл. К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу. После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
И на самом деле, вышло неплохо. Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками. Теперь следует наиболее ответственный момент – момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
Плавление с помощью самодельных приспособлений
У некоторых автолюбителей в гаражах имеются самодельные горны, с помощью которых можно плавить металлы. Если горн найти не удалось, его можно сделать своими руками.
- На земле устанавливают опоры, например, силикатные кирпичи, на них кладут стальную сетку с мелкими ячейками.
- На сетку насыпают слой древесного угля и поджигают его. Чтобы получить высокую температуру, нужно увеличить приток воздуха. Проще всего это сделать с помощью пылесоса, работающего «на выдув», направив струю воздуха в место горения угля.
- Остается поставить на горящие угли тигель и дождаться, когда медь расплавится. Расплав контактирует с атмосферным кислородом, поэтому активно образуется оксидная пленка, которую постоянно следует убирать. Можно присыпать поверхность расплава мелкими углями или пеплом от них. Образуется шлак, который потом легко отделяется.
Основные характеристики и температура плавления меди
Медь в древности использовать, расплавлять стали раньше, чем другие металлы. Металл ценится за химическую нейтральность, долговечность, электромагнитные свойства. Теплопроводность у медных сплавов чуть ниже, чем у серебра.
Домашняя плавка меди по сути ничем не отличается от промышленного литья. Переплавить можно кусочки отслуживших радиодеталей, недорогие ювелирные изделия, столовые предметы из мельхиора. Плавка меди в чистом виде происходит при +1083°С, такой режим в бытовых условиях создать не проблематично. Сплав с цинком, оловом не нужно расплавлять до температуры плавки меди, достаточно до +900 – 950°С. Подбирая кусочки лома, важно знать, что для электротехнических деталей используют чистые сплавы. Бронза, латунь может содержать вредные химические компоненты, они начнут выделяться из металла при расплавлении. Кипит металл при сравнительно низкой температуре, +2560°С, сплав начинает пузыриться.
Плавление меди
Технология плавления меди получила широкое применение с древних времен, когда люди с помощью костра расплавляли металл для изготовления стрел, наконечников и другого оружия, и предметов быта.
Плавка меди в домашних условиях также возможна. Для этого понадобятся:
- Тигель, где будет плавиться медь, и щипцы, необходимые для того, чтобы извлечь тигель из печи или снять его с огня.
- Древесный уголь.
- Муфельная печь (лучше, если в ней будет регулироваться температура нагрева).
- Горн.
- Обычный пылесос.
- Форма, в которую выливается расплавленная жидкость.
- Крюк, изготовленный из стальной проволоки.
- Газовая горелка, если нет муфельной печи.
Алгоритм плавления включает несколько поэтапных шагов:
- Металл измельчить и пересыпать в тигель. Причем чем более мелкие фрагменты будут, тем скорее он достигнет расплавленного состояния. Тигель поставить в печь, раскаленную до максимально высокой температуры, необходимой для начала процесса плавления (здесь кстати придется регулятор температур). Во многих муфельных печах на двери вырезано окошко. Через него можно безопасно осуществлять наблюдение за процессом.
- По достижении медью жидкого окончательно расплавленного состояния, тигель с помощью щипцов нужно постараться как можно аккуратнее и скорее вынуть из печи. На поверхности жидкого вещества будет образована пленка, ее подвинуть к краю тигля, используя крюк из проволоки. Очищенный от пленки металл максимально быстро перелить в заранее подготовленную форму.
- Если муфельная печь отсутствует, осуществить плавку меди можно с применением обычной газовой горелки. Но тогда медь будет находиться в тесном контакте с воздухом, а сам процесс окисления пройдет значительно быстрее. Поэтому для предотвращения образования толстой пленки на поверхности металла, медь, когда она достигнет жидкого состояния, присыпают растолченным древесным углем.
- Расплавить медь и ее сплавы можно также с помощью горна. Для этого древесный уголь нужно хорошо раскалить и поместить на него тигель с металлом (предварительно измельчить медь). Для ускорения нагревательного процесса на уголь направить пылесос, включенный на режиме выдувания. Особое внимание стоит уделить наконечнику трубы. Она должна быть металлической, поскольку пластик расплавится под воздействием высокой температуры.
Тогда стоит использовать сплавы. Например, латунь, оттенок которой светлее остальных. Это говорит о том, что для ее плавления нужны менее высокие температуры.
Как правильно самому закалить металл и сталь в домашних условиях: нагрев и отпуск железа в масле своими руками

Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно своими руками закалить мягкий металл, сталь или вал в домашних условиях в масле.
Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой. Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Понимать, как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав. Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен. При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен. Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд. Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом. И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации. В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
- Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно. Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Правильная закалка и отпуск металла в домашних условиях своими руками в масле
Для углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
- нагрев — медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.
Последний совет можно выполнить, если ознакомиться с таблицей:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки железа
Дома могут быть использованы:
- электрическая или муфельная печь;
- паяльник;
- большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.
Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео: В статье мы рассказали про закалку стали в домашних условиях, как нагреть металл. Так как процедура сопряжена с риском, просим соблюдать технику безопасности.
Спиливание деревьев: пошаговая инструкция

Спиливание деревьев на участке является актуальной темой для любого дачника. Необходимость ликвидации дерева может возникнуть по разным причинам: слишком крупные размеры и близость к дому, опасность падения высохшего ствола, чрезмерное затенение и т.д. Вне зависимости от причины необходимо знать правила спиливания деревьев и соблюдать технику безопасности.
- Техника и инструменты
- Работа бензопилой
- Технология спиливания
- Выкорчевывание дерева
- Размеры дерева
- Технологии выкорчевывания
- Выкорчевывание сложных деревьев
- Химическое удаление
Техника и инструменты
Для спиливания дерева можно использовать различные инструменты, начиная от классической ручной пилы, заканчивая современными моделями бензопил. Поскольку последний вариант более актуален и помогает сэкономить массу временных и трудовых затрат, мы остановимся на нем более подробно.
Помимо техники вам понадобятся клинья, чтобы расширять подпил. Клинья должны быть сделаны из пластика либо древесины (металлические клинья недопустимы, поскольку могут повредить бензопилу). Также подготовьте кувалду, трос и качественную защиту: пластиковые очки, каску, строительные наушники и перчатки. Для особо крупных и старых деревьев может понадобиться цепь – ею сковывают ствол, чтобы уберечь его от преждевременного раскола.
Техника спиливания деревьев может отличаться в зависимости от размеров дерева, его удаленности от строений или других посадок, формы и степени трухлявости ствола.
Работа бензопилой
Раньше деревья валили при помощи обычного топора или ручной пилы, но эти инструменты давно ушли в прошлое и подходят только для колки дров и подпилки нетолстых веток. Бензопила должна быть в хозяйстве даже в том случае, если у вас на участке нет деревьев на спил. С ее помощью можно быстро подрезать ветки и подготовить растопочный материал.
Как обращаться с бензопилой:
Чтобы при аварийном спиливании деревьев падающий объект не причинил вреда соседним посадкам или строениям, необходимо заблаговременно определить место его падения и рассчитать траекторию. Для этого необходимо изучить форму дерева, степень его сухости и количество крупных веток. Если крупных веток и суков много, их необходимо предварительно спилить. В противном случае они могут повлиять на траекторию падения ствола.

Зона падения дерева должна быть больше его кроны в 2 раза и иметь пути беспрепятственного отхода. Если поблизости расположены другие деревья, спиливайте ствол так, чтобы крона не застряла в ветвях этих деревьев. Уже становится понятно, что несведущему человеку не всегда удастся справиться с такой работой самостоятельно. Услуги по спиливанию деревьев стоят относительно недорого, зато помогут избежать несчастных случаев в особо сложных ситуациях (слишком большое, раздвоенное или сухое дерево).
Технология спиливания
Заниматься спиливанием деревьев можно в определенное время года. Время зависит от того, в каких целях вы будете использовать древесину. Например, если она пойдет на дрова, то дерево лучше валить примерно в середине осени, когда соки внутри него «успокоятся». Если спилить такое дерево весной, когда природа просыпается, древесина будет перенасыщена влагой и не подойдет для протопки. Но если речь идет об аварийной ситуации, время года не имеет значения.

Как спилить дерево бензопилой:

Полезный совет: Чтобы предотвратить заклинивание шины внутри ствола, вставьте деревянный или пластиковый клин в контрольный пропил до момента падения дерева. Держите пилу на максимальном количестве оборотов и в процессе работы следите, куда будет крениться ствол. В этом случае вы успеете предпринять меры, если увидите, что дерево падает не по заданной траектории.
Специалисты рекомендуют спиливать дерево в сторону, где больше всего веток и сучьев, а если ствол сплюснутый и ровный – в сторону, где у него меньше диаметр. Мы подготовили два видео о спиливании деревьев, где подробно показана вся специфика работы.
Выкорчевывание дерева
Спиливание дерева не всегда помогает решить проблему, поскольку после него остается пень. Если ваша задача состоит в освобождении пространства для последующей застройки, озеленения или других нужд, дерево придется выкорчевывать. Чтобы работа прошла максимально оперативно и без неприятных неожиданностей, она должна проходить поэтапно и в соответствии с планом.
Разработка плана удаления больших старых растений должна проходить в соответствии с законодательством и под наблюдением опытных специалистов. Разрешение на спиливание деревьев необходимо оформлять только в том случае, если дерево находится за пределами вашей собственности. Например, если прямо за забором растет огромный тополь, который своими корнями разрушает забор и ваш дом, стоящий за ним, то на его ликвидацию необходимо разрешение. Если же дерево находится на приватизированном участке, можете делать с ним что захотите. Плановое спиливание деревьев в городе в данном случае направлено именно на предотвращение аварийных ситуаций из-за чрезмерных размеров деревьев. Тогда у растений удаляют почти все крупные ветки, оставляя лишь ствол, а весной из него появляются тонкие молодые веточки.

Итак, план удаления дерева должен учитывать массу факторов: порода дерева, возраст, размеры, характеристики почвы и т.д. Все это помогает оценить степень развитости корневой системы растения и как следствие – сложность работы по выкорчевыванию.

Размеры дерева
Любую работу с деревьями необходимо начинать с оценки их внешнего вида. Существуют особые правила, которые позволяют выбрать подходящий инструмент для выкорчевывания дерева в зависимости от его размеров. Так, если диаметр ствола не превышает 10 см, можно обойтись обычной садовой лопатой или вилами. Если же растение имеет диаметр ствола 10-20 см, одной лопаты здесь будет явно недостаточно, и потребуется выкапывать глубокую яму.

В случае с особо крупными деревьями, диаметр ствола которых превышает 20 см, следует действовать по ситуации. Если дерево еще здоровое и крепкое, не торопитесь пилить и выкорчевывать – растению понадобилось очень много лет, чтобы достичь таких размеров. Рассмотрите вариант с пересадкой его в более подходящее место. Подобная услуга называется пересадка крупномеров и пользуется большой популярностью. Если же дерево старое, больное, сухое, то для его ликвидации понадобится специальная техника: бензопила, подъемный кран, дробильная машина и т.д. В этом случае рекомендуется вызвать специалистов.
Технологии выкорчевывания
Способ выкорчевывания дерева также зависит от его размеров. Если растение небольшое, и можно обойтись лопатой, суть работы сводится к тому, чтобы втыкать лопату по кругу под корень, после чего нажатием ноги вдавить в землю и нажать на рукоять. Если при этом вы услышали звук рвущихся корней, это хороший признак. Если же никакой реакции не последовало, и дерево не поддается, лучше сильно не давить на лопату, иначе есть риск ее сломать. Попробуйте воткнуть ее с другой стороны дерева и под другим углом.

Если вы все-таки сломали лопату или все попытки порвать корни дерева под разными углами оказались тщетными, придется выкапывать яму. Так вы сможете увидеть корни и перерубить их лопатой или топором. Также для перерезания главного и самого мощного корешка можно использовать секатор. Именно он не позволяет дереву упасть, но чтобы подобраться к центральному корню, растение необходимо обкопать со всех сторон. Траншея должна быть примерно в 2-3 раза шире, чем ствол дерева. Если же необходимо удалить все корешки, ширину ямы надо увеличить. Если в процессе выкапывания вы наткнулись на твердый корень (а это обязательно произойдет), перерубите его острием или обрежьте секатором с двух сторон.
По мере углубления орудовать большой лопатой станет неудобно. Замените ее саперной лопаткой или убирайте землю руками. Обязательно наденьте садовые перчатки. Если и этот способ не принес желаемых результатов, или вокруг слишком мало места для выкапывания траншеи, необходимо применить более существенные меры.
Выкорчевывание сложных деревьев
Чтобы выкорчевать особо крупное дерево или растение с очень глубокими и цепкими корнями, потребуется использовать специальное оборудование: молоток, кувалду, бензопилу или любой другой инструмент, способный расколоть пень (в расколотом виде его легче удалить).

Нужно разрубить пень на 2 или 4 части, после чего попробовать поддеть и удалить каждую из частей по отдельности. Очень эффективен в этом отношении клин, используемый в качестве рычага. Чем длиннее клин, тем более мощное воздействие он сможет оказать (высоту человеческого роста вполне достаточно). Не вбивайте его слишком глубоко в землю, чтобы к тяжести и сопротивлению корней не прибавилась еще и массу грунта.
Если же вы все же вогнали клин слишком глубоко и не можете достать его обратно, если фрагменты расколотого пня не поддаются и положительных сдвигов в работе не наблюдается, не падайте духом. Есть еще один способ, основанный на том, что корневая система горемычного пня уже в какой-то мере ослаблена и под ней можно просунуть веревку. Например, вы обрубили центральный корень, но растение держится в грунте мощными боковыми ответвлениями.

Для реализации плана вам понадобится хотя бы один помощник – он будет оттягивать пень в противоположную сторону, в то время как вы будете перерубать его корни, ослабляя тем самым хватку.
Химическое удаление
К такому способу можно прибегнуть, если после всех приложенных усилий пень так и не поддался, или удалить пень вам не к спеху и не хочется прикладывать лишних усилий. Несмотря на технический прогресс, такой «дедовской» способ актуален и по сей день.
Как удалить пень химическим способом:
Дрелью проделайте в пне много вертикальных отверстий глубиной около 15-20 см. В качестве альтернативы можно использовать бензопилу, проделав ей запилы вглубь. Однако в этом случае следует соблюдать предельную осторожность, поскольку при заглублении носка шины очень часто происходит отскок, и пилу для спиливания деревьев буквально подбрасывает вверх. Если инструментом орудует неопытный человек, такой отскок может привести к серьезным травмам рук, головы и шеи. Безопаснее всего работать дрелью с длинным сверлом. 
В получившиеся вертикальные пустоты необходимо налить селитру. Для ликвидации пней используют калиевую либо аммиачную селитру, однако многие дачники опытным путем выяснили, что эффективнее всего работает мочевина (карбид), поскольку в ней больше процентного содержания азота. Ее, как и селитру, можно приобрести в садоводческом магазине. Если диаметр пня составляет 60-70 см, потребуется 1 кг карбида. 

Когда костер потухнет на месте старого пня останется лишь яма с многочисленными тоннелями, в которых находились корни. Этот способ хорош не только своей простотой и дешевизной, но также тем, что на месте «пожара» можно разбить клумбу или огород, и земля там будет очень плодородная.
Как видите, спиливание сухих деревьев на участке может оказаться не таким простым занятием, каким видит его большинство новичков. Самое главное – суметь дать трезвую оценку состоянию и размерам дерева, после чего или приниматься за работу самостоятельно, или вызывать бригаду специалистов.
Как правильно спилить дерево и завалить его в нужном направлении
Озеленение участка и уход за садом не обходятся без повала старых деревьев. Без правильной организации работ есть риск повреждения построек или тяжёлых травм. Сегодня мы подробно расскажем вам, как правильно спилить дерево и завалить его в нужном направлении.
- Техника безопасности, инструменты и приспособления
- Оценка фронта работ, обрезка кроны
- Что сначала: валка или обрезка
- Как правильно подрезать ствол
- Распил ствола и корчевание пня

Техника безопасности, инструменты и приспособления
Надеемся, не стоит объяснять, почему валка деревьев требует особого подхода к обеспечению безопасности выполнения работ. Вы должны иметь чёткое и трезвое представление, какие угрозы для жизни, имущества и окружающих объектов представляет неконтролируемое падение срезанных веток и самого дерева. Точно так же следует осознавать опасность, связанную с работой на высоте.

Некоторые рекомендации по технике безопасности мы дадим по ходу описания технологии повала, однако основная их часть имеет общее значение, а значит, эти требования должны быть соблюдены ещё до того, как вы возьмёте в руки бензопилу.
Прежде всего, решите вопрос страховки. Если в наличии нет специальной страховки, свяжите её сами:
- Верёвку (от 1 т на разрыв) длиной около 2,5 м сложите вдвое.
- Пропустите её между ног петлёй назад.
- Спереди на поясе завяжите узел-восьмёрку.
- Свободные концы обмотайте вокруг торса, пропустив каждый в петлю сзади.
- Затяните концы и свяжите их спереди поверх восьмёрки.
 Схема узла «восьмёрка»
Схема узла «восьмёрка»
 Схема узла «восьмёрка» для обвязки карабина или троса
Схема узла «восьмёрка» для обвязки карабина или троса
Петля спереди предназначена для зацепки карабина, который пристёгивается к страховочной стропе, дважды обмотанной вокруг ствола дерева. На концах стропы следует завязать узлы «восьмёрка» или петлю Прусика. Накидывать можно в любом месте, но лучше, если чуть ниже будет расположен массивный сук или ветка. Учтите, что обматывать петлю вокруг пояса — не лучшая идея, при падении велик риск травмы рёбер и позвоночника.
Ещё один вариант обвязки представлен на видео:
При обрезке кроны и валке необходимо заранее расчистить пути для отхода. Конечно, падение каждой обрезанной ветки должен контролировать помощник с помощью привязанной верёвки, однако никто не застрахован от того, что ветвь внезапно сменит траекторию.
Ни в коем случае не работайте с приставной лестницы. Чтобы зафиксировать себя на высоте, обмотайте дважды вокруг ствола второй строп и проденьте ступни в петли на его концах. Работать допускается только в закрытой одежде, очках и перчатках. Голова должна быть защищена каской или хотя бы плотной шапкой. Помимо бензопилы запасите также около сотни метров прочной верёвки для оттяжек и держите под рукой лёгкий багор на случай, если ветки плотно схлестнутся.
 1. Рабочая одежда. 2. Каска. 3. Защитные очки. 4. Багор. 5. Верёвка. 6. Клин валочный. 7. Бензопила. 8. Пила ручная
1. Рабочая одежда. 2. Каска. 3. Защитные очки. 4. Багор. 5. Верёвка. 6. Клин валочный. 7. Бензопила. 8. Пила ручная
Оценка фронта работ, обрезка кроны
Основная проблема при валке деревьев в том, что невозможно точно предусмотреть, как распределена масса кроны. Соответственно, вы не можете точно предугадать траекторию падения, даже если правильно выполните подрез ствола. Чтобы облегчить работу, рекомендуется проводить работы весной или поздней осенью, когда крона наиболее редкая. Погода должна быть безветренной и сухой, а дерево — не скользким после недавнего дождя.
Сначала установите стремянку и обрежьте все нижние ветки, которые находятся в зоне досягаемости. Стремянку нужно устанавливать таким образом, чтобы между ней и обрезаемой ветвью находился ствол дерева. Наиболее выгодная позиция, в том числе и при работе без стремянки — когда вы держите бензопилу обеими руками, при этом как бы обнимая ствол.

Вести обрезку кроны нужно строго в последовательности снизу вверх, чтобы обрезанные ветви свободно падали и не запутывались в ещё не спиленных нижних. Верёвку, за которую помощник помогает контролировать падение, следует привязывать в 1–1,5 м от ствола. Ветки нужно обрезать так, чтобы оставались сучья длиной по 30–40 см, на которые можно легко накинуть страховочные стропы или опереться ногами.

Когда высоты стремянки станет недостаточно, накиньте строп для ног на наиболее удобный сук или обмотайте вокруг ствола на нужной высоте, а затем упритесь ногами в петли. Располагаться нужно таким образом, чтобы место пиления находилось на уровне груди или немного ниже. Обнимая дерево одной рукой, дважды обмотайте второй строп (а лучше цепь) для страховки пояса, соедините петли карабином и закрутите муфту на нём. Второе выгодное положение — развернувшись спиной к стволу и, стоя ногами на спиливаемой ветке, при этом обрезать её нужно, естественно, в полуметре перед собой.

Прежде чем приступить к резке, отрегулируйте длину и высоту строп для большего удобства и убедитесь, что у вас достаточно пространства для манёвра. После этого можно поднимать с земли бензопилу за верёвку, привязанную к ручке, при этом место привязки следует выбирать как можно дальше от органов управления инструмента.
Что сначала: валка или обрезка
Некоторые деревья в обрезке не нуждаются, а некоторые иначе никак не повалить. Особенно, если вблизи кроны расположены трубы газопровода или провода ЛЭП. Как мы уже говорили, главной целью обрезки служит балансировка дерева, поэтому с той стороны, куда планируется осуществлять завал, ветки обрезать не обязательно.

Не меньшее значение имеет высота дерева. Если вы не можете расчистить под деревом участок нужной длины, ствол нужно укоротить. Естественно, перед этим вам придётся обрезать все нижние ярусы веток, иногда даже приходится обрезать ветки со стороны завала. Что поделать — порой крона переплетается весьма причудливо.
При работе в саду и зелёных насаждениях часто мешают соседние деревья. Если это не сухостой, трогать их не желательно. Гораздо лучше обрезать ветки по частям, начиная с самой удалённой от ствола, до которой получается безопасно дотянуться. Даже если мелкие фрагменты веток будут застревать в собственной или соседней кроне, помощник легко сдёрнет их вниз и в сторону.

Можно однозначно сказать, что приступать к валке следует только в том случае, если:
- Дерево после обработки своим видом однозначно даёт понять, что упадёт оно именно так, как вам нужно.
- Высота дерева на 30–50% меньше длины расчищенного участка, аналогично с шириной кроны.
- Рядом имеются другие деревья или стационарные объекты, за которые можно закрепить оттяжки для направления ствола при падении.
Как правильно подрезать ствол
Теперь можно перейти к самой простой части процесса и повалить очищенный ствол. Всё действительно просто, главное — правильно сделать подрез.
Со стороны, в которую планируется валить дерево, выполняем бензопилой косой надрез сверху вниз на треть диаметра ствола под углом 60°, как показано на рисунке. Далее с нижней части делаем надрез прямой или под углом 30° так, чтобы получился в итоге клин. Дерево упадёт в направлении, перпендикулярном от линии сгиба, получившемся после выбивания клина, так что желательно сделать стык обоих надпилов как можно ровнее.

С обратной стороны отступаем вверх от плоскости нижнего надреза на 2/3 диаметра ствола или чуть больше. Пилим наискось и вниз, направляя надрез к внутреннему углу клиновидной вырубки. Когда приблизитесь к центру, вы услышите характерный треск, и дерево начнёт медленно крениться. Пилу нужно сразу же достать из расширяющегося надреза и спокойно отойти от дерева метров на пять.



Не нужно привязывать никаких верёвок и тянуть за них, ствол упадёт сам по себе. Наоборот, в направлении падения людей быть не должно вовсе. Однако не забывайте, что оттяжки привязать всё же стоит.
Распил ствола и корчевание пня
Осталось только убрать за собой. В самом деле: не оставлять же спиленное дерево и пень как есть. Сначала обрежьте все оставшиеся сучья и ветки под самое их основание. Развилки режьте поперёк, чтобы одним резом отсечь обе расходящиеся части. В зависимости от того, какое дерево вы повалили, и как планируете использовать древесину, нарезайте ствол на части с учётом доступного метода транспортировки.

Оставшийся пень корчевать вручную слишком утомительно. Используя бур по дереву на 16–20 мм, насверлите в срезе ствола вертикальных отверстий такой глубины, чтобы они уходили ниже уровня земли на 15–20 см. Сверлить нужно в шахматном порядке с интервалом 5–7 см. Используя воронку и шомпол, засыпьте в отверстия аммиачную селитру доверху, сверху прикройте куском рубероида. К следующему сезону пень превратится в труху, и вы легко удалите его остатки.

Наглядно посмотреть как правильно валить деревья можно на представленном ниже видео:





