Классификация, группы, типы и виды металлорежущих станков
Классификация, группы, типы и виды металлорежущих станков.










Классификация металлорежущих станков по группам, подгруппам и типам, по классу точности, по степени автоматизации и специализации и массе.
Классификация металлорежущих станков по виду обработки, принятая Экспериментальным НИИ металлорежущих станков (ЭНИМС):
Металлорежущие станки в зависимости от вида обработки делят на девять групп, а каждую группу – на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
По виду обработки металлорежущие станки делятся на следующие типы и группы:
- 1. Токарные станки
- 1 и 2. Автоматы и полуавтоматы
- 1. Одношпиндельные
- 2. Многошпиндельные
- 3. Револьверные
- 4. Сверлильно-отрезные
- 5. Карусельные
- 6. Винторезные
- 7. Многорезцовые
- 8. Специализированные для фасонных изделий
- 9. Разные токарные
- 1 и 2. Автоматы и полуавтоматы
- 2. Сверлильные и расточные станки
- 1. Вертикально-сверлильные
- 2. Одношпиндельные полуавтоматы
- 3. Многошпиндельные полуавтоматы
- 4. Координатно-расточные одностоечные
- 5. Радиально-сверлильные
- 6. Горизонтально-расточные
- 7. Алмазно-расточные
- 8. Горизонтально-сверлильные
- 9. Разные сверлильные
- 3. Шлифовальные, полировальные, доводочные станки
- 1. Круглошлифовальные
- 2. Внутришлифовальные
- 3. Обдирочношлифовальные
- 4. Специализированные шлифовальные
- 5. —
- 6. Заточные
- 7. Плоскошлифовальные с прямоугольным или плоским столом
- 8. Притирочные и полировальные
- 9. Разные станки, работающие абразивным инструментом
- 4. Комбинированные станки
- 1. Универсальные
- 2. Полуавтоматы
- 3. Автоматы
- 4. Электрохимические
- 5. Электроискровые
- 6. —
- 7. Электроэрозионные , ультразвуковые
- 8. Анодно-механические
- 9. —
- 5. Зубо- и резьбообрабатывающие станки
- 1. Зубострогальные для цилиндрических колёс
- 2. Зуборезные для конических колёс
- 3. Зубофрезерные для цилиндрических колёс и шлицевых валиков
- 4. Зубофрезерные для червячных колёс
- 5. Для обработки торцов зубьев колёс
- 6. Резьбофрезерные
- 7. Зубоотделочные
- 8. Зубо- и резбошлифовальные
- 9. Разные зубо- и резьбообрабатывающие
- 6. Фрезерные станки
- 1. Вертикально-фрезерные
- 2. Фрезерные непрерывного действия
- 3. —
- 4. Копировальные и гравировальные
- 5. Вертикальные бесконсольные
- 6. Продольные
- 7. Широкоуниверсальные
- 8. Горизонтальные консольные
- 9. Разные фрезерные
- 7. Строгальные, долбежные и протяжные станки
- 1 и 2. Продольные
- 1. одностоечные
- 2. двухстоечные
- 3. Поперечно-строгальные
- 4. Долбёжные
- 5. Протяжные горизонтальные
- 6. —
- 7. Протяжные вертикальные
- 8. —
- 9. Разные строгальные
- 1 и 2. Продольные
- 8. Разрезные станки
- 1. Отрезные, работающие токарным резцом
- 2. Отрезные, работающие абразивным кругом
- 3. Отрезные, работающие фрикционным блоком
- 4. Правильно-отрезные
- 5. Пилы ленточные
- 6. Пилы дисковые
- 7. Пилы ножовочные
- 8. —
- 9. —
- 9. Разные
- 1. Муфто- и трубообрабатывающие
- 2. Пилонасекательные
- 3. Правильно- и бесцентровообдирочные
- 4. —
- 5. Для испытания инструмента
- 6. Делительные машины
- 7. Балансировочные
- 8. —
- 9. —
Таблица групп и типов металлорежущих станков:
Для удобства данную классификацию можно представить в виде таблицы:
| Группа | Типы станков | |||
| 1 | 2 | 3 | 4 | |
| 1 | Автоматы и полуавтоматы | Револьверные | Сверлильно-отрезные | |
| Одношпиндельные | Многошпиндельные | |||
| 2 | Вертикально-сверлильные | Одношпиндельные полуавтоматы | Многошпиндельные полуавтоматы | Координатно-расточные одностоечные |
| 3 | Круглошлифовальные | Внутришлифовальные | Обдирочношлифовальные | Специализированные шлифовальные |
| 4 | Универсальные | Полуавтоматы | Автоматы | Электрохимические |
| 5 | Зубострогальные для цилиндрических колес | Зуборезные для конических колес | Зубофрезерные для для цилиндрических колес и шлицевых валов | Зубофрезерные для червячных колес |
| 6 | Вертикально-фрезерные | Фрезерные непрерывного действия | — | Копировальные и гравировальные |
| 7 | Продольные | Поперечно-строгальные | Долбежные | |
| Одностоечные | Двухстоечные | |||
| 8 | Отрезные, работающие | Правильно-отрезные | ||
| Токарным резцом | Абразивным кругом | Фрикционным блоком | ||
| 9 | Муфто- и трубообрабатывающие | Пилонасекательные | Правильно- и бесцентровообдирочные | — |
| Группа | Типы станков | ||||
| 5 | 6 | 7 | 8 | 9 | |
| 1 | Карусельные | Винторезные | Многорезцовые | Специализированные для фасонных изделий | Разные токарные |
| 2 | Радиально-сверлильные | Горизонтально-расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные |
| 3 | — | Заточные | Плоскошлифовальные с прямоугольным или круглым столом | Притирочные или полировальные | Разные станки с абразивным инструментом |
| 4 | Электроискровые | — | Электроэрозионные, ультразвуковые | Анодно-механические | — |
| 5 | Для обработки торцов зубьев | Резьбофрезерные | Зубоотделочные | Зубо- и резьбошлифовальные | Разные зубо- и резьбобрабатывающие |
| 6 | Вертикальные консольные | Продольные | Широкоуниверсальные | Горизонтальные консольные | Разные фрезерные |
| 7 | Протяжные горизонтальные | — | Протяжные вертикальные | — | Разные строгальные |
| 8 | Пилы | ||||
| ленточные | Дисковые | Ножовочные | — | — | |
| 9 | Для испытательного инструмента | Делительные машины | Балансировочные | — | — |
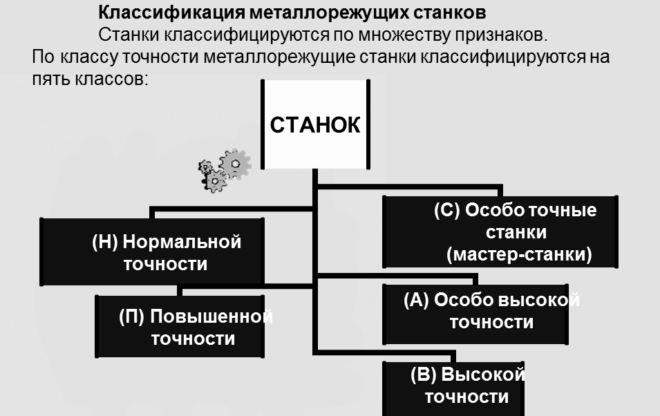
Классификация металлорежущих станков по классу точности:
По классу точности металлорежущие станки классифицируются на:
– Н – нормальной точности,
– П – повышенной точности, точность 0,6 отклонений от Н,
– В – высокой точности, точность 0,4 отклонений от Н,
– А – особо высокой точности, точность 0,25 отклонений от Н,
– С – особо точные станки (мастер-станки), точность 0,16 отклонений от Н.
Металлорежущие станки: какими они бывают и какие функции выполняют
Станки для резки металла востребованы как на крупном промышленном производстве, так и в небольших частных мастерских. Они предназначены для придания металлу желаемой формы, габаритов и прочих характеристик. В этом обзоре будут рассмотрены основные разновидности металлообрабатывающих устройств, принципы их классификации и ключевые отличия.
Типы станков

Все агрегаты для резки металла относятся к одной из одной нижеперечисленных групп:
- Токарные.
- Расточные и сверлильные.
- Доводочные, полировальные, шлифовальные.
- Комбинированные, также известные как агрегаты специального назначения.
- Зубо- и резьбообрабатывающие.
- Фрезерные.
- Протяжные, строгальные, долбежные.
- Разрезные.
- Разные.
У каждой группы есть общепринятое цифровое обозначение. Оно соответствует ее номеру в этом списке.
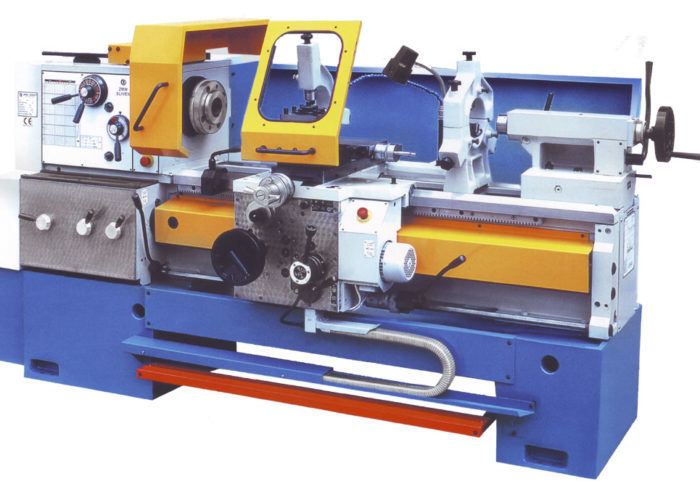
Металлорежущие станки

Независимо от группы, типа и модели устройства, обработка заключается в том, что заготовка и режущий инструмент выполняют формообразующие движения. За счет этих движений задаются габариты и конфигурация объекта. Для ЧПУ-моделей заранее прописывают программу с учетом всех нюансов конкретного объекта и посредством программатора загружают ее в контроллер. Из контроллера команды направляются к рабочим компонентам агрегата. По завершении программы устройство выключается автоматически.

Устройства с числовым программным управлением обеспечивают значительно более высокую скорость и точность обработки по сравнению с традиционными аналогами. Их закупают для крупносерийного производства, так как такие модели успешно интегрируются в крупные автоматизированные линии.
Технология, предполагающая изъятие из тела объекта некой части материала с целью получения желаемой геометрии, известна как субтрактивная. Объектом, к которому применяется воздействие, может выступать как листовой, так и массивный металлопрокат. Из листового получаются плоские объекты разнообразной конфигурации, из массивного — объемные с любым желаемым количеством поверхностей.

С точки зрения физики, металл удастся разрезать, если нарушить его кристаллическую решетку. Когда режущий инструмент погружается в объект и продвигается по его поверхности, он своими твердыми острыми кромками разрывает атомные связи в структуре объекта. Во время плазменной или лазерной резки связь между атомами распадается из-за высоких температур. При гильотинной резке или штамповке кристаллическая решетка разрушается из-за деформации сдвига. Достоинство этого метода заключается в том, что после него не остаются отходы.
Опилки представляют собой серьезную проблему для процесса металлообработки. Попадая внутрь станка, металлическая стружка способна привести к поломкам. Поэтому оборудование приходится закрывать предохранительными кожухами, а стружку своевременно удалять. Операторы устаревших моделей станков собирают опилки вручную. На современных моделях размещают транспортерные ленты, которые отгружают стружку в утилизационную емкость. На агрегатах для шлифовки и заточки устанавливают пылеотсосы, которые выводят отходы из зоны обработки.
Виды металлорежущих станков

Агрегаты для резки металла бывают весьма разнообразными. Вот их основные категории:
- Станки фрезерной группы. Среди бесконсольных выделяют гравировальные, копировальные, продольные и вертикальные установки. Среди консольных — широкоуниверсальные, горизонтальные и вертикальные устройства.
- Токарные. Они могут быть карусельными, лобовыми, сверлильно-отрезными, револьверными, копировальными многорезцовыми, одно- либо многошпиндельными, а также специализированными (то есть автоматами или полуавтоматами).
- Шлифовальные. Они бывают кругло-, внутри- или плоскошлифовальными. Сюда же относятся разные типы заточных и специализированных агрегатов, полировального и обдирочного оборудования.
- Строгальные. Это протяжные устройства вертикального либо горизонтального типа, а также продольные модели с одной или двумя стойками.
- Разрезные. Это правильно-отрезные устройства, а также станки, оснащенные гладкими металлическими дисками либо абразивными кругами. В эту же категорию попадают модели с резцами либо пилами — ножовочными, дисковыми, ленточными.
- Агрегаты для обработки компонентов резьбовых и зубчатых соединений. Они могут быть зубоотделочными, зубофрезерными, резьбо-фрезерными, резьбонарезными, резьбо- и зубошлифовальными, проверочными, для обработки элементов червячных пар и торцов зубьев, а также зубострогальными для цилиндрических зубчатых колес или зуборезными для работы с коническими колесами.
- Модели для сверления и расточки. Их оснащают одним либо несколькими шпинделями. Расточные агрегаты бывают горизонтальными, алмазными либо координатными, сверлильные станки — радиальными, горизонтальными либо вертикальными.
Существуют и другие разновидности агрегатов, не относящиеся ни к одной из вышеперечисленных категорий. К примеру, станки бывают пилокасательными, опиловочными, делительными, балансировочными, бесцентрово- и правильно-обдирочными и так далее.
Классификация металлорежущих станков по параметрам
Помимо вышеперечисленных признаков, агрегаты можно классифицировать по следующим параметрам:
- Масса и габариты. Установка может быть тяжелой, крупной либо уникальной.
- Степень специализации. Модели, способные работать с заготовками самых разных форм и габаритов, являются универсальными. Устройства, обрабатывающие заготовки с одинаковыми габаритами, являются специальными. Агрегаты, обрабатывающие заготовки разных, но однотипных габаритов, называют специализированными.
- Точность обработки. Нормальная точность обозначается литерой Н, повышенная — П, высокая — В, особо высокая — А.
Отдельно выделяют прецизионные агрегаты, обозначаемые буквой С. Они предназначены для особо точной обработки.
Согласно другой классификации по массе, станки бывают легкими (менее 1 т), средними (от 1 до 10 т), тяжелыми (от 10 до 16 т), крупными (от 16 до 30 т), собственно тяжелыми (от 30 до 100 т), особо тяжелыми (свыше 100 т).
Классификация по уровню автоматизации

В зависимости от того, насколько активным должно быть вмешательство оператора, все модели делятся:
- На автоматические. Их действия контролируются программой, но оператор должен задавать в них параметры обработки.
- C ЧПУ. Весь спектр процессов управляется программой, в которую введена закодированная система числовых значений.
- Полуавтоматические. Оператор обязан вручную установить заготовку, запустить устройство, снять готовый объект. Автоматическое управление в таких моделях распространяется только на вспомогательные операции.
- Ручные. Оператор обслуживает агрегат полностью вручную.
Отдельно выделяют гибкие автоматизированные модули.
Общие особенности конструкции всех типов металлорежущих станков
Как бы станки ни различались по своему функционалу, в их конструкции неизменно присутствует ряд общих элементов:
- Операторская консоль, она же пульт. Она нужна для ввода в агрегат управляющего и контролирующего софта. Консоль позволяет управлять всеми аспектами функционирования устройства также и вручную.
- Контроллер. Он формирует управляющие команды, которые направляются к рабочим элементам агрегата, и контролирует корректность их исполнения. Также контроллер отвечает за расчеты. В зависимости от того, насколько сложно устроен станок, его контроллер может быть как обычным микропроцессором, так и мощным компрессором.
- Дисплей, он же панель для управления и контроля станка. Через этот экран можно смотреть на работу агрегата в режиме реального времени, корректируя при необходимости его настройки и параметры.
Модели для единичного либо мелкосерийного производства могут обладать уникальной конструкцией или существенно отличаться от типовых аналогов. Устройства для крупносерийного и массового производства называют агрегатными, и их конструкция более единообразна. Под агрегатами в данном случае подразумеваются однотипные узлы, из которых собирают станки: столы, станины, рабочие головки и так далее.
Конструкция металлорежущих станков, оснащенных ЧПУ
В любой модели станка присутствуют ключевые элементы, отвечающие за его функционирование. Они обеспечивают движение, благодаря которому происходит резка, и движение подачи, совершаемое заготовкой либо режущим инструментом. Ради осуществления обеих функций в агрегате обязательно присутствуют следующие три компонента:
- Система контроля. Она запускает и останавливает устройство, контролирует все этапы его функционирования.
- Привод — гидравлический, пневматический, механический либо электрический.
- Узел, трансформирующий движение от электродвигателя и передающий его на исполнительный механизм.
Отдельно стоит упомянуть об узлах металлорежущей аппаратуры, на которых размещают инструменты для резки. Они присутствуют на всех станках, так как без них агрегаты не справлялись бы со своей функцией.
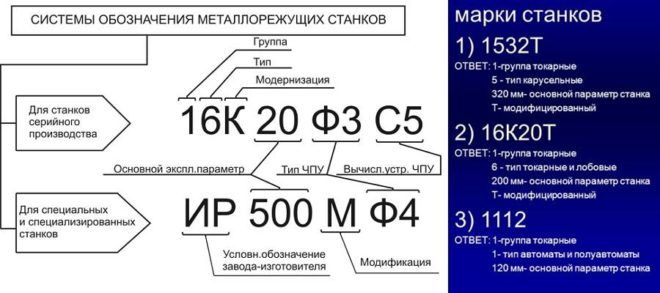
Маркировка металлорежущих станков
Маркировка агрегатов представляет собой буквенно-числовую комбинацию, которая позволяет понять, на каком предприятии было изготовлено устройство и каковы его основные характеристики.

Выделяют две разновидности маркировки:
- Для агрегатов серийного производства. Первой цифрой обозначают группу устройства, второй — тип, третьей и четвертой — типоразмер. Буква после двух первых цифр свидетельствует о том, что модель была модернизирована. За ней следует пара цифр эксплуатационного номера. Потом идет комбинация из одной буквы и цифры — это тип числового программного управления. Завершающая комбинация буквы и цифры характеризует вычислительное устройство.
- Для специализированных агрегатов. Двумя первыми буквами обозначается наименование компании-изготовителя в сокращенной версии. Затем идут три цифры основного эксплуатационного номера, а после них — буквенная модификация. Завершающие буква и цифра характеризуют вычислительное устройство.
Маркировка преследует две цели: облегчить поиск конкретной модели по каталогам и подбор комплектующих к ней в случае поломки или планового обслуживания.
Итак, теперь вы знаете, что собой представляют станки для резки металла, по каким параметрам они классифицируются и на какие нюансы следует обращать внимание при их выборе. Любые агрегаты с ЧПУ справляются со своими обязанностями качественнее, быстрее и эффективнее, чем традиционные аналоги. Приобретение такого устройства станет значимой инвестицией в ваш бизнес и быстро окупится
- 05 сентября 2020
- 1955
Особенности металлорежущих станков
Металлорежущие станки представляют собой машины для обработки заготовок в точно заданный размер удалением слоя припуска с образованием стружки.
Для работы в основном используется абразивный либо лезвийный режущий инструмент. Станки также выполняют выглаживание поверхности, обкатку роликами и другие операции. Металлообрабатывающее оборудование позволяет вести обработку металлических и неметаллических материалов. Например, капрона, текстолита, различных видов пластиков и дерева, но для обработки твердых материалов (керамики или стекло) предназначены специальные станки.
Классификация агрегатов по группам
Основное деление массива металлорежущих станков происходит по технологическому способу обработки, способу перемещения механизмов и виду применяемого инструмента.
Различают 10 групп станков:
- Первая группа – токарные агрегаты. Они составляют порядка 30% станочного парка. Используются для обработки точением деталей вращения. Движением резания для группы является вращение заготовки.
- Вторая – сверлильные и расточные агрегаты. Их доля составляет 20%, используются для обработки отверстий различными способами. Вращение инструмента и его подача при неподвижной детали являются главными движениями резания. У расточных аппаратов добавляется ход стола с деталью.
- Третья – шлифовальные, полировальные, заточные и доводочные аппараты. Составляют 20% от общего числа подобного оборудования. Работают абразивным инструментом. В полировальных и доводочных агрегатах применяется абразивная паста и порошок, шлифовальные ленты и бруски.
- Четвертая – аппараты для физико-химической обработки и комбинированные. К этой группе относятся, например, агрегат для электроэрозионной обработки.
- Пятая группа – зубообрабатывающие и резьбообрабатывающие аппараты. Составляют 6% всего парка. Используются для нарезания разных видов зубчатых колес и резьбы. Они выполняют черновые и финишные операции.
- Шестая – фрезерные аппараты. Насчитывают 15% от общего числа оборудования. Рабочим инструментом являются многолезвийные фрезы разных конструкций.
- Седьмая группа – строгальные, протяжные, долбежные станки. На их долю приходится 4% станков. Имеют прямолинейное рабочее движение стола. У долбежных станков главное движение – возвратно-поступательное перемещение резца. Протяжные станки используются для обработки отверстий и пазов с помощью многолезвийного инструмента – протяжки.
- Восьмая – разрезные станки. Служат для разрезания заготовок типа круга, уголков, прутков.
- Девятая группа – разные станки. В эту группу входят станки для балансировки, правки и других операций.
- Десятая – резервная. Многоцелевые станки вроде оборудования с ЧПУ и обрабатывающих центров позволяют реализовывать ряд способов механообработки. В соответствии с видом выполняемой операции включаются в одну из станочных групп.








Классификация по типам
В пределах каждой из 10 групп происходит разделение на 10 типов в соответствии со следующими критериями:
- компоновка базовых узлов;
- способ обработки и используемого инструмента;
- уровень автоматизации и прочих технологических особенностей.
К примеру, в группу шлифовальных и полировальных аппаратов входят кругло и плоскошлифовальные станки, продольно-шлифовальные и притирочные. В группе строгальных и долбежных станков – продольно-строгальные одностоечные, поперечно-строгальные и долбежные.
В пределах одного типа происходит деление на 10 типоразмеров.
Классификация металлорежущих станков по совокупности технологических параметров наглядно представлена в таблице.
Весь парк станков для механической обработки поделен на 10 групп. В каждой группе присутствует деление из 10 типов, а каждый еще поделен на 10 типоразмеров.
Критерием группы является общность технологического способа обработки либо сходство назначения. Например, строгальные и протяжные, зубообрабатывающие и резьбообрабатывающие.
Каждый тип объединяет степень универсальности, количество основных рабочих органов, назначение, конструктивное исполнение. Внутри типа оборудование различается по шести техническим параметрам.
В резервную группу 0 относят станки, работающие с применением новейших технологических методов.
Систематизация по базовому размеру
Стандартами регламентируются базовые параметры оборудования, характерные этому типу. Для группы токарных и круглошлифовальных станков это максимальный размер детали под обработку.
У фрезерных станков основным считается габарит рабочего стола для установки заготовок и оснастки. Для поперечно-строгальных станков базовым является величина хода ползуна.
Совокупность станков для одного вида обработки, с похожей кинематикой, устройством, но отличающихся главными размерами, называется размерным рядом. Например, согласно нормативам у зубофрезерных станков различают 12 типоразмеров с максимальным диаметром заготовки для обработки от 80 мм до 12,5 тыс. мм.
Размерный ряд токарных станков отличается размером обрабатываемой детали 250, 320, 400 и более. Введение размерных рядов унифицирует детали, облегчает проектирование и ремонт станков.
Дополнительная классификация
Существует дополнительное разделение станков:
- по степени универсальности металлорежущее оборудование бывает универсальное и стандартное;
- для выполнения многих видов операций, обработки широкой номенклатуры изделий по размерам и форме: широкого назначения и узкопрофильное;
- для конкретного вида работ по изготовлению разных деталей существует специализированное оборудование;
- для четко указанных работ – предназначено для обработки одинаковых по конфигурации деталей, но с отличающимися размерами, например, коленвалов, корпусов редукторов.
- специальное – выполняет определенные операции с четко заданным видом детали по форме и незначительным колебанием размеров.
Универсальное станочное оборудование применяется в мелкосерийном производстве. Специализированные и специальные станки с высоким уровнем автоматизации востребованы в крупносерийном и массовом производствах, где изготавливаются крупные партии деталей.

Градация по весу
В соответствии с весом и размерами обрабатываемых заготовок станки делятся на следующие виды:
- особо тяжелые или уникальные (вес более 100 тонн);
- тяжелые (30–100 тонн);
- крупные (16–30 тонн);
- средние (1–10 тонн);
- легкие (до 1 тонны).
Разделение по классам точности
Все разнообразие металлообрабатывающих станков подразделяется по классу точности:
- нормальная – H;
- повышенная – П;
- высокая – B;
- особо высокая – A;
- особо точная (мастер-станки) – C.

Основная часть станочного оборудования предусматривает обработку по 6–9 квалитету точности. Станки, относящиеся к классу A, B и C имеют повышенные требования к условиям эксплуатации, это связано с их очень высокой точностью. Для их установки необходимы отдельные помещения с неизменной температурой и влажностью.
Металлорежущие станки не могут существовать без маркировки. Буква обозначения класса точности, кроме станков нормальной точности H, добавляется в маркировку. Например, 16К20П.
По степени автоматизации
Часто металлорежущие станки производят с дополнительной функцией автоматизации. В зависимости от степени автоматизации станки разделяются на такие виды:
- ручное управление;
- полуавтоматы, когда цикл обработки ведется автоматически, а оператор меняет заготовку и включает станок;
- автоматы, где непрерывно происходит множество рабочих циклов автоматически, без оператора, включая замену инструмента, загрузку и выгрузку деталей;
- станки с ЧПУ, они производятся с функцией быстрого изменения режимов работы корректировкой программы.

Современные металлорежущие станки производят с дополнительным оснащением, это ускоряет процесс обработки материала. Увеличить степень автоматизации в мелкосерийном производстве мастера могут при условии большего использования станков с числовым (цикловым) программным управлением (ЧПУ). В их маркировке присутствует буква Ф (Ц).
Цифровое обозначение за буквой указывает на тип управляющей системы:
- цифровая индикация Ф1 – система позволяет делать предварительный набор координат, цифровая индикация отображает в числовом выражении настоящее положение и перемещение подвижного узла станка;
- прямоугольная или позиционная система Ф2;
- контурная Ф3;
- универсальная Ф4 – объединяет контурную и позиционную обработку детали.
Принцип обозначения
Модели металлорежущих станков имеют оригинальное обозначение, в виде сочетания букв и цифр.
Установлен следующий порядок маркировки:
- начальная цифра – это принадлежность станка к группе;
- следующая составляющая показывает его тип;
- третья и четвертая обозначают характерный параметр (размер заготовки, габарит стола).
Буква за первой или второй цифрой указывает на модернизацию по основным параметрам. Любая буква, завершающая маркировку кроме A, C, B, H, M, П и Ф показывает проведенную модификацию с изменением конструкции узлов.
Буквы A, C, П, B являются обозначением класса точности. При появлении у станка инструментального магазина добавляется буква М.
Современные типы металлорежущих станков бывают разные. Для обозначения станков с ЧПУ используется Ф, ну а где есть револьверная головка, присутствует в конце маркировки Р.
Такие металлорежущие станки пользуются огромной популярностью у мастеров.
К примеру, обозначение 2Н135 говорит о том, что это вертикально-сверлильный станок второй группы, 1 типа с модернизацией Н. Предельный диаметр устанавливаемого сверла 35 мм.
Видео: Общие сведения о металлорежущих станках
Классификация металлорежущих станков – все об оборудовании для обработки металла

Наиболее распространенные типы металлорежущих станков: 1-6 — токарные, 7-10 — сверлильные, 11-14 — фрезерные, 15-17 — строгальные, 18-19 — протяжные, 20-24 — шлифовальные.
Виды металлорежущего оборудования
Металлорежущие станки в зависимости от назначения подразделяются на девять основных групп. К ним относятся следующие устройства:
- токарные — все разновидности станков токарной группы (в маркировке обозначаются цифрой «1»);
- сверлильные и расточные — станки для выполнения сверлильных операций и расточки (группа «2»);
- шлифовальные, полировальные, доводочные — металлорежущие станки для выполнения доводочных, шлифовальных, заточных и полировальных технологических операций (группа «3»);
- комбинированные — металлорежущие устройства специального назначения (группа «4»);
- резьбо- и зубообрабатывающие — станки для обработки элементов резьбовых и зубчатых соединений (группа «5»);
- фрезерные — станки для выполнения фрезерных работ (группа «6»);
- долбежные, строгальные и протяжные — металлорежущие станки различных модификаций соответственно для строгания, долбежки и протяжки (группа «7»);
- разрезные — оборудование для выполнения отрезных работ, в том числе пилы (группа «8»);
- разные — примеры таких металлорежущих агрегатов — бесцентрово-обдирочные, пилонасекательные и другие (группа «9»).
Группы и типы металлорежущих станков (нажмите, чтобы увеличить)
Кроме того, металлорежущие станки могут относиться к одному из следующих типов:
- много- и одношпиндельные, специализированные (полуавтомат и автомат), копировальные многорезцовые, револьверные, сверлильно-отрезные, карусельные, лобовые и специальные типы токарных станков;
- оборудование для выполнения технологических операций расточки и сверления: много- и одношпиндельные, полуавтоматы, сверлильные станки вертикального, горизонтального и радиального типа, расточные устройства координатного, алмазного и горизонтального типа, разные сверлильные модели;
- различные типы шлифовальных станков (плоско, внутри- и круглошлифовальные), обдирочное и полировальное оборудование, заточные и специализированные агрегаты;
- типы металлообрабатывающих станков, предназначенные для обработки элементов зубчатых и резьбовых соединений: зуборезные (в том числе предназначенные для обработки колес конической формы), зубострогальные — для цилиндрических зубчатых колес, зубофрезерные, резьбонарезные, резьбо- и зубошлифовальные, зубоотделочные, проверочные, резьбо-фрезерные, устройства для обработки торцов зубьев и элементов червячных пар;
- металлорежущие станки, относящиеся к фрезерной группе: консольные (вертикальные, горизонтальные и широкоуниверсальные модели) и бесконсольные (вертикальные устройства, продольные, копировальные и гравировальные модели);
- строгальное оборудование и модели подобного назначения: продольные станки, на которых установлена одна или две стойки; горизонтальные и вертикальные протяжные устройства;
- разрезное оборудование: оснащенное абразивным кругом или гладким металлическим диском, резцом или пилами различной конструкции (ленточными, дисковыми, ножовочными); правильно-отрезные типы металлообрабатывающих станков;
- остальные типы станков для обработки металлических заготовок: делительные, используемые для осуществления контроля сверл и шлифовальных кругов, опиловочные, балансировочные, правильно- и бесцентрово-обдирочные, пилокасательные.
Вертикально-фрезерный станок — один из представителей обширной фрезерной группы
Классификация металлорежущих станков также осуществляется по следующим параметрам:
- по весу и габаритным размерам оборудования: крупное, тяжелое и уникальное;
- по уровню специализации: станки, предназначенные для обработки заготовок одинаковых размеров — специальные; для деталей с разными, но однотипными размерами — специализированные; универсальные устройства, на которых можно выполнять обработку деталей любых размеров и форм;
- по степени точности обработки: повышенной — П, нормальной — Н, высокой — В, особо высокой точности — А; также различают станки, на которых можно выполнять особо точную обработку — С, их еще называют прецизионными.
Индексы и нумерация в классификации токарных станков
В Советском Союзе практиковалась единая система условных обозначений. Согласно стандартам экспериментального НИИ, каждая группа станков разделялась на аналогичное количество подгрупп.
Ниже в таблице указаны основные параметры.
Это интересно: Углеродная (углеродистая) сталь и ее виды. Производство и применение
| Наименование | Токарные | Сверлильные и точильные | Шлифовальные и доводочные | Зубчато-резьбообрабатывающие | Фрезеры | Разрезные и строгальные |
| 1 | Одношпинделевые, карусельные и многофункциональные варианты | Полуавтоматы | Многошпинделевые | Отрезные в возможностью сверления | Работа с предусмотренными режимами | Стандартное выполнение операций |
| 2 | Кругошлифовальные | Светолучевые | Автоматы | Расточные по координатам | _ | _ |
| 3 | Светолучевые | Ориентированные на отделку конических изделий | Внутренняя шлифовка | Специализированная шлифовка | Стандартная программа | Стандарт |
| 4 | Автоматические | Фрезеры непрерывного действия | Дополняются световыми лучами | Электрохимия | _ | Стандарт |
| 5 | Для нарезания червячных, круглых и прочих колесиков | Для обработки конических заготовок | _ | Для обработки червячных передач | Обработка всех деталей, предусмотренных инструкцией по эксплуатации | _ |
| 6 | Вертикально-консольные и фрезерные модели | Вертикально-фрезерные версии | _ | Однот течение продольные версии | _ | _ |
| 7 | Продольные версии с одной рабочей строчкой | Станки непрерывного действия | Поперечно-строгательные агрегаты | Продольное исполнение уравниловки | _ | _ |
| 8 | Продольные отрезные | Двух- и одностоечные | Шлифовальный круг | Круговая отделка | Сверление вертикальных и горизонтальных отверстий | __ |
| 9 | Муфтообрабатывающие модификации | Включают в свой сегмент приборы по обработке труб | Безцентровочная организация | Все имеющиеся варианты | _ | _ |
| 10 | Прочие варианты | Пилы и насечки | _ | _ | Все характерные услуги | _ |
Маркировка станков
Классификация оборудования, предназначенного для обработки заготовок из металла, предполагает, что, увидев его маркировку, любой специалист сразу сможет сказать, какой металлорежущий станок перед ним находится. Такая маркировка содержит в себе буквенные и цифровые символы, которые обозначают отдельные характеристики устройства.
Первая цифра — это группа, к которой принадлежит металлорежущий станок, вторая — разновидность устройства, его тип, третья (а в некоторых случаях и четвертая) — основной типоразмер агрегата.
Расшифровка маркировки металлорежущих станков
После цифр, перечисленных в маркировке модели, могут стоять буквы, по которым определяется, обладает ли модель металлорежущего станка особыми характеристиками. К таким характеристикам устройства может относиться уровень его точности или указание на модификацию. Часто в обозначении станка букву можно встретить уже после первой цифры: это свидетельствует о том, что перед вами модернизированная модель, в типовую конструкцию которой были внесены какие-либо изменения.
В качестве примера, можно расшифровать маркировку станка 6М13П. Цифры в данном обозначении свидетельствуют о том, что перед нами фрезерный станок («6») первого типа («1»), который относится к 3-му типоразмеру («3») и позволяет выполнять обработку с повышенной точностью (буква «П»). Литера «М», присутствующая в маркировке данного устройства, свидетельствует о том, что оно прошло модернизацию.
Классификация по типам
В пределах каждой из 10 групп происходит разделение на 10 типов в соответствии со следующими критериями:
- компоновка базовых узлов;
- способ обработки и используемого инструмента;
- уровень автоматизации и прочих технологических особенностей.
К примеру, в группу шлифовальных и полировальных аппаратов входят кругло и плоскошлифовальные станки, продольно-шлифовальные и притирочные. В группе строгальных и долбежных станков – продольно-строгальные одностоечные, поперечно-строгальные и долбежные.
В пределах одного типа происходит деление на 10 типоразмеров.
Классификация металлорежущих станков по совокупности технологических параметров наглядно представлена в таблице.
Классификация металлорежущих станков по классу точности
Весь парк станков для механической обработки поделен на 10 групп. В каждой группе присутствует деление из 10 типов, а каждый еще поделен на 10 типоразмеров.
Критерием группы является общность технологического способа обработки либо сходство назначения. Например, строгальные и протяжные, зубообрабатывающие и резьбообрабатывающие.
Каждый тип объединяет степень универсальности, количество основных рабочих органов, назначение, конструктивное исполнение. Внутри типа оборудование различается по шести техническим параметрам.
В резервную группу 0 относят станки, работающие с применением новейших технологических методов.
Уровни автоматизации
Виды токарных станков, а также устройства любого другого назначения, которые используются в условиях массового и крупносерийного производства, называют агрегатными. Такое название они получили по причине того, что их комплектуют из однотипных узлов (агрегатов): станин, рабочих головок, столов, шпиндельных узлов и других механизмов. Совершенно другие принципы используются при создании станков, которые необходимы для мелкосерийного и единичного производства. Конструкция таких устройств, отличающихся высокой универсальностью, может быть совершенно уникальной.
Токарный станок с ЧПУ
Классификация токарных станков (а также оборудования любых других категорий) по уровню автоматизации подразумевает их разделение на следующие виды:
- ручные модели, все операции на которых осуществляются в ручном режиме;
- полуавтоматические, в которых часть технологических операций (установка заготовки, запуск устройства, снятие готовой детали) выполняется в ручном режиме (все остальные операции, относящиеся к вспомогательным, проходят в автоматическом режиме);
- автоматические, для работы которых необходимо только задать параметры обработки, все остальные операции они выполняют самостоятельно, в соответствии с заданной программой;
- металлорежущие агрегаты с ЧПУ (всеми процессами на таких станках управляет специальная программа, которая содержит закодированную систему числовых значений);
- металлорежущее оборудование, относящееся к категории гибких автоматизированных модулей.
Наиболее яркими представителями металлорежущих станков являются устройства с ЧПУ, работой которых управляет специальная компьютерная программа. Такой программой, которую в память станка вводит его оператор, определяются практически все параметры работы агрегата: частота вращения шпинделя, скорость обработки и др.
Системой ЧПУ могут оснащаться даже самые компактные настольные станки
Все виды металлообрабатывающих станков, оснащенные системой ЧПУ, содержат в своей конструкции следующие типовые элементы.
- Пульт (или консоль) оператора, посредством которого в память станка водится компьютерная программа, управляющая его работой. Кроме того, с помощью такого пульта можно выполнять и ручное управление всеми параметрами работы агрегата.
- Контроллер — важный элемент системы ЧПУ, с помощью которого не только формируются управляющие команды, передаваемые на рабочие элементы оборудования, и контролируется правильность их выполнения, но также производятся все необходимые расчеты. В зависимости от степени сложности модели агрегата в качестве контроллера для его оснащения может быть использован как мощный компрессор, так и обычный микропроцессор.
- Экран или дисплей, выступающие в роли управляющей и контрольной панели для оператора. Такой элемент позволяет в режиме реального времени наблюдать за работой металлорежущего станка, контролировать процесс обработки, а при необходимости оперативно менять параметры и настройки.
Принцип работы металлообрабатывающих станков, оснащенных системой ЧПУ, несложен. Предварительно пишется программа, учитывающая все требования к обработке конкретной заготовки, затем оператор вводит ее в контроллер станка, используя специальный программатор. Команды, заложенные в такую программу, подаются на рабочие элементы оборудования, а после их выполнения станок автоматически отключается.
Использование металлорежущих станков, оснащенных числовым программным управлением, позволяет выполнять обработку с высокой точностью и производительностью, что и является причиной их активного использования для оснащения промышленных предприятий, выпускающих изделия крупными сериями. Такие агрегаты благодаря высокому уровню своей автоматизации отлично встраиваются в крупные автоматизированные линии.
Устройство токарно-винторезного станка
Основные технические характеристики
Все станки токарной группы различаются между собой по следующим выдаваемым техническим параметрам:
- максимальная частота вращения шпинделя (чем она выше, тем лучше качество обработки поверхности, выше класс чистоты);
- усилие на валу, на различных передачах (данный параметр зависит от мощности тягового электродвигателя, поэтому принято говорить об общей мощности станка);
- максимальный диаметр обрабатываемой заготовки (цифровым параметром в данном случае является показатель высоты центров станка – точек зажима заготовки;
- показатель того, к какому типу относится станок (винторезный, токарно-фрезерный, лобовый и т.д.);
- наличие и степень автоматизации (определяется наличием и «продвинутостью» модуля числового программного управления).
А вообще, основные технические характеристики токарного станка можно почерпнуть из маркировки на его шильдике (см. раздел «Системы обозначения и расшифровка»).
Конструкция станков
Все станки, относящиеся к категории металлообрабатывающих, имеют много общих черт в своей конструкции. По сути, устройство и технические характеристики таких агрегатов должны обеспечивать правильность выполнения технологических движений двух типов:
- движение подачи, которое совершает приспособление для резки или сама заготовка;
- движение, посредством которого осуществляется резка.
Для выполнения этих движений, а также для обеспечения стабильности функционирования всех остальных элементов оборудования для металлообработки его конструкция включает в себя следующие рабочие органы:
- систему управления, отвечающую за запуск и остановку станка, осуществление контроля за всеми параметрами его работы;
- узел, с помощью которого движение от электродвигателя преобразовывается и передается исполнительному механизму;
- непосредственно сам привод, который может быть электрическим, механическим, пневматическими или гидравлическим.
Важным элементом конструкции являются также узлы металлорежущего оборудования, на которых устанавливается и закрепляется режущий инструмент. Именно при помощи таких узлов реализуется основная функция устройства — обработка деталей, изготовленных из металла.
Понятие и классификация металлорежущих станков
Металлорежущие станки являются основным видом промышленного оборудования для размерной обработки заготовок. В следствие быстрого развития вычислительной техники за последнее время конструкции станков существенно изменились.
Понятие металлорежущего станка
Дадим определение термина «металлорежущий станок»:
Металлорежущий станок – технологическая машина, которая предназначена для обработки металлических заготовок посредством снятия материала механическим способом (резания), в результате чего обеспечивается заданная форма и размеры заготовки.
Процесс обработки на станках осуществляется с помощью движений формообразования, в которых участвуют инструмент и заготовка. Движения формообразования могут быть движениями резания и движениями подачи. Эти движения в процессе резания образуют на заготовке заданные поверхности.
В основном, этот процесс обработки производится посредством снятия стружки с помощью режущего инструмента (лезвийного или абразивного). Однако существуют особые методы обработки: электрохимические, электрофизические, поверхностным пластическим деформированием, оптическим лазерным лучом, а также операции по измерению или контролю обрабатываемых деталей, а также с их сборкой.
Для лучшего понимания вопроса дадим определения терминам «заготовка» и «деталь»:
Заготовка – это предмет труда, из которого путем изменения размеров, формы и свойств поверхности изготавливают деталь.
Деталь – это продукт труда (изделие), который предназначен для использования на предприятии в основном или вспомогательном производстве.
Основная классификация металлорежущих станков
Основная классификация, которая предложена Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), является цифровой и предполагает разделение металлорежущих станков на 9 групп по технологическому признаку (по виду обработки и применяемому режущему инструменту). Каждую группу подразделяют на типы (подгруппы), а каждый тип – на типоразмеры.
Группы станков определяют по технологическому назначению станка (токарные, сверлильные, фрезерные, шлифовальные и т.д.), типы станков – по расположению рабочих органов (внутришлифовальные, бесцентрово-шлифовальные), по числу основных рабочих органов (многошпиндельные, одношпиндельные), по степени автоматизации (автоматы, полуавтоматы).
Таблица классификации металлорежущих станков
| Наименование станков |
Группа | Типы станков | |||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
| Токарные | 1 | Автоматы и полуавтоматы: | Токарно-револьверные | Сверлильно-отрезные | Карусельные | Токарно-винторезные, лобовые |
Многорезцовые, копировальные |
Специализированные | Разные токарные | ||
| специализированные | одношпиндельные | многошпиндельные | |||||||||
| Сверлильные и расточные |
2 | – | Вертикально- сверлильные |
Полуавтоматы: | Координатно- расточные |
Радиально- сверлильные |
Горизонтально- расточные |
Алмазно-расточные | Горизонтально- сверлильные, центровые |
Разные сверлильные | |
| одношпиндельные | многошпиндельные | ||||||||||
| Шлифовальные, полировальные, доводочные, заточные |
3 | – | Круглошлифовальные | Внутришлифовальные | Обдирочно- шлифовальные |
Специализированные шлифовальные |
Продольно- шлифовальные |
Заточные | Плоскошлифовальные | Притирочные, полировальные, хонинговальные, доводочные |
Разные, работающие абразивным инструментом |
| Комбинированные | 4 | – | – | Светолучевые | Электрохимические: | Электроэрозионные: | Анодно-механические отрезные |
– | |||
| шлифовальные, хонинговальные, суперфинишные |
копировально- прошивочные, для удаления заусенцев, маркировочные, контурно- доводочные |
вырезные | прошивочные для извлечения остатков сломанного инструмента |
копировально- прошивочные, ультразвуковые и электрохимические комбинированные прошивочные |
|||||||
| Зубо- и резьбо- обрабатывающие |
5 | Резьбонарезные | Зубострогальные для цилиндрических колёс |
Зуборезные для конических колёс |
Зубофрезерные для цилиндрических колёс и шлицевых валов |
Зубофрезерные для нарезания червячных колес |
Для обработки торцов зубьев колёс |
Резьбофрезерные | Зубоотделочные, проверочные и обкатные |
Зубо- и резбо- шлифовальные |
Разные зубо- и резьбо- обрабатывающие |
| Фрезерные | 6 | Барабанно- фрезерные |
Вертикально- фрезерные консольные |
Фрезерные непрерывного действия |
Продольно- фрезерные одностоечные |
Копировально- фрезерные и гравировальные |
Вертикально- фрезерные бесконсольные |
Продольно- фрезерные двухстоечные |
Консольно-фрезерные широкоуниверсальные |
Горизонтально- фрезерные консольные |
Разные фрезерные |
| Строгальные, долбежные, протяжные |
7 | – | Продольные: | Поперечно- строгальные |
Долбёжные | Протяжные горизонтальные |
– | Протяжные вертикальные |
– | Разные строгальные |
|
| одностоечные | двухстоечные | ||||||||||
| Отрезные (разрезные) | 8 | – | Отрезные, работающие: | Правильно-отрезные | Пилы: | – | – | ||||
| резцом | абразивным кругом | гладким или насечным диском |
ленточные | дисковые | ножовочные | ||||||
| Разные | 9 | – | Муфто- и трубо- обрабатывающие |
Пилонасекательные | Правильно- и бесцентрово- обдирочные |
– | Для испытания инструмента |
Делительные машины |
Балансировочные | – | – |
Нумерация металлорежущих станков
Исходя из выше представленной классификации, моделям станков присваивают условное обозначение (индекс или шифр), состоящее из сочетания нескольких цифр и букв:
- первая цифра – номер группы, к которой относится данный станок;
- вторая цифра – номер типа станка в пределах данной группы;
- буква после первой или второй цифры определяет, модернизирован ли станок, либо указывает на определенную техническую характеристику станков одного размера;
- третья или третья-четвертая цифры определяют типоразмеры – одни из важнейших цифровых параметров станка и обрабатываемой детали;
- буква после всех цифр в конце номера означает конструктивную модификацию базовой модели или технологические особенности станка.
Другие типы классификации металлорежущих станков
Станки классифицируют по многим признакам. Рассмотрим основные из них.
По классу точности металлорежущие станки могут быть:
- нормальной (Н) точности
- повышенной (П) точности
- высокой (В) точности
- особо высокой (А) точности
- сверхвысокой (С) точности
По степени универсальности металлорежущие станки бывают:
- универсальные (общего назначения) – используются для небольших партий деталей широкого спектра наименований и размеров
- специализированные – используются для больших партий однотипных деталей схожих конфигураций, но разного размера
- специальные – используются для очень крупных партий деталей одного вида или типоразмера
По уровню автоматизации металлорежущие станки делят на:
- ручные
- станки-полуавтоматы
- станки-автоматы
- станки с ЧПУ
- гибкие производственные модули
По массе металлорежущие станки принято подразделять на:
- легкие (до 1 т)
- средние (1-10 т)
- тяжелые (более 10 т)
- уникальные (более 100 т)
Компания «СДТ» предлагает купить металлообрабатывающие станки по лучшим ценам в весьма широком ассортименте, для использования во всех сферах металлообрабатывающего производства. Ознакомиться с ним можно в нашем каталоге металлообрабатывающих станков.
Виды пластиковых окон: полный обзор
Отправим материал на почту

- Количество створок
- Технология открывания
- Сфера назначения
- Разница в профиле
- Классификация по виду стеклопакетов
- Считаем камеры
- Классификация по многофункциональному назначению
- Заключение
Классификация пластиковых окон осуществляется по нескольким признакам: количеству створок, типу открывания, форме оконного проёма, сфере назначения, внешнему виду. Каждый из перечисленных факторов влияет на их стоимость, условия эксплуатации и внешний вид изделия, поэтому давайте разберёмся с ними более подробно.
Количество створок
Створка – отдельная ячейка стеклопакета, разделённая с соседней оконным профилем. В большинстве случаев их количество зависит от ширины оконного проёма (чем шире – тем больше створок). Наиболее распространёнными считаются такие виды окон:
- Одностворчатое. Самый экономичный вариант. Может быть открывным или неоткрывным (глухим). Последние чаще всего устанавливаются в коридорах, котельных, на лестничных площадках, на мансардных этажах.
Может быть исполнен в разных вариантах:
- С двумя крайними открывающимися стеклопакетами.
- С одним средним.
- Со всеми тремя.
Ввиду сложности изготовления (установки большего количества элементов запорной арматуры) последние относятся к самым дорогим в классе. Встречаются они гораздо реже, чем первые варианты. Наиболее распространённые – это с одним глухим стеклопакетом, расположенным в середине конструкции.
Интересно! Пластиковые окна изготавливаются на заказ, по индивидуальным размерам потребителя. Количество створок может быть и большим – так же, как и их расположение: вертикально, параллельно друг другу или горизонтально, друг над другом.
Технология открывания
Значительная сумма от стоимости всего пластикового окна приходится на запорную арматуру: запирающие механизмы, петли, ручки. Производители предлагают несколько вариантов исполнения, каждый из которых имеет свои преимущества и недостатки.
Глухое. Самый экономичный и неудобный в использовании. Оно не открывается, откуда выливаются все основные недостатки: проблемы с помывкой и проветриванием помещения. Достоинство (за исключением цены) модели в том, что оно отличается максимальной надёжностью. Здесь нет сложных механизмов открытия, а значит нечему ломаться.

Повортное. Створки открываются в стандартном направлении: внутрь помещения, вправо или влево. Как упоминалось ранее, их количество может быть разным, например, все имеющиеся, одна или несколько.
Откидное. Этот тип обозначает, что проветривание помещения может осуществляться только путём откидывания верхней части створки внутрь помещения. Модель часто используется с целью снижения стоимости при заказе нескольких окон для одного помещения. Например, одно устанавливается поворотно-откидное, другое – только откидное. Разница фурнитуры скажется на итоговой цене окна. Такие приёмы применяют в частных домовладениях и там, где есть возможность помыть стеклопакет снаружи (встав на лестницу, стремянку).
Полезно! Откидные окна популярны в санузлах и других помещениях, где нет необходимости в природном освещении, но нужно периодическое проветривание.
Поворотно-откидное или комбинированное Классический и наиболее популярный вид пластиковых окон. Может открываться, как в режиме проветривания (откидывается верхняя часть), так и в стандартном виде. Имеет самую сложную фурнитуру из всех типов. Дополнительно на них могут устанавливаться механизмы щелевой вентиляции. На чертежах схема конструкции рисуется так, как это изображено на фото.
Совет! Дешёвым аналогом дорогого механизма щелевой вентиляции является пластиковый ограничитель, купить который можно там-же, где заказываете окно.
Фрамужное. Своеобразный, уменьшенный в размерах, аналог откидных моделей. В большинстве случаев изготавливается в виде невысокой, вытянутой по горизонтали конструкции, форточки. Открывается только в режиме проветривания, используется в санузлах, коридорах, на лестничных маршах, других помещениях, относящихся к нежилому фонду. Может монтироваться одним из двух способов: опрокидываясь вверх или вниз.
Раздвижное. Устанавливается преимущественно на балконах, лоджиях, террасах загородных домов, коттеджей. Классический пример раздвижных пластиковых конструкций – входные двери в магазины, ТЦ. Открытие осуществляется путём передвижения створки параллельно соседней. Движение выполняется по специальным направляющим, которые могут быть открытого или скрытого типа.
Модели используют в качестве панорамного остекления, где они выполняют роль двери. Другой вариант – в целях экономии пространства в случае открывания. Основной недостаток раздвижных пластиковых окон в том, что они не обеспечивают такого эффекта теплоизоляции при сравнении с показателями моделей, имеющих классические запорные механизмы. Объяснить это можно наличием металлической (чаще всего алюминиевой) направляющей в нижней части проёма. Планка выполняет роль мостика холода, промерзая и нарушая микроклимат помещения. Этот минус объясняет то, что в средней полосе России (с её зимними температурами) такие модели неактуальны (при установке по схеме «тепло-холод»).
Сфера назначения
Понятие «тепло-холод» у «оконщиков» обозначает модель, которая должна иметь хорошие теплоизоляционные свойства и разделять улицу (с её отрицательными температурами) от жилого помещения. В понимании большинства из нас пластиковые окна устанавливаются именно по последней схеме. Факт того, что они могут использоваться внутри помещений, мы зачастую упускаем из виду. Например, окно в кабинете шефа в офисе, заводском цеху, летней беседке.
Такие модели называются «холод-холод» или «тепло-тепло», потому как устанавливаются в местах, где нет резкого температурного перепада с разных сторон стеклопакета. Конструкция таких моделей самая упрощённая, что отражается на низкой цене.

Разница в профиле
Строение профиля имеет одну из ключевых ролей в стоимости и эксплуатационных характеристиках пластикового окна. В качестве основного материала здесь выступает ПВХ (поливинилхлорид). Изготавливается он путём расплава сырья и выпрессовывания изделия сложной конфигурации. Затем внутрь вставляется квадратная профилированная труба и происходит запаивание.
Результатом операций становится прямоугольный брус, внутри которого может находиться от 3 до 7 изолированных друг от друга, продольных полостей. Именно за счет этого и достигается эффект хорошей теплоизоляции, не свойственной ПВХ в его первозданном виде.
Таким образом, ответ на вопрос: какие бывают пластиковые окна с учётом разницы в профиле, выглядит следующим образом:
- Трёх- или четырёхкамерные – используются по ранее описанному принципу «тепло-тепло», «холод-холод».
- Пятикамерные – наиболее распространённые для Москвы и области.
- Шести- и семикамерные сильного эффекта в теплоизоляции не дают, но отличаются большей ценой и весом. Целесообразнее установить пяти камерный профиль с более широким стеклопакетом, разницы в которых мы разберём ниже.
Классификация по виду стеклопакетов
Виды пластиковых окон, отличающихся по типу стеклопакета, считаются самыми многочисленными. Деление здесь происходит по нескольким признакам: количеству камер, типу закачиваемого между стёкол газа, многофункциональному назначению.
Считаем камеры
Смысл стеклопакета заключается в герметично соединённых, но не соприкасающихся листах стекла, расположенных параллельно, на расстоянии в 1-3 см. (в зависимости от конструктивных особенностей окна) друг от друга.

Однокамерные стеклопакеты – самый простой и недорогой вариант. Устанавливаются преимущественно в нежилых помещениях.
Двух камерные – наиболее популярный вариант, используемый в жилом секторе. Отличаются большим коэффициентом тепло- и звукоизоляции соответственно цена на такие модели тоже дороже.
Трёх камерные – в Центральной России не используются. Популярны в северных широтах. За счёт увеличения веса стеклопакетов в них устанавливаются более мощная фурнитура, усиленный профиль, что отражается на цене готового изделия.
Полезно! Если определить количество камер в профиле пластикового окна обычному потребителю не представляется возможным, то проверить количество камер в стеклопакете легко. Для этого нужно поднести огонь (спичку, зажигалку) к стеклу и посчитать количество отражений. Полученное число будет обозначать то, сколько стекол установлено в вашем стеклопакете. Исходя из этого легко определить и количество камер.
Ещё одна классификация, отличающая разные модели пластиковых окон, заключается в виде газа, закачиваемого между стеклопакетами. В бюджетные конструкции нагнетается сухой воздух, физические показатели которого практически не отличаются от атмосферного. Более дорогие конфигурации могут иметь внутри камер ксенон, криптон или аргон.
Совет! Добиться оригинальности внешнего вида строения можно установив обычные пластиковые окна со шпросами – декоративными решётками, установленными на стеколопакетах.
Полезно! Газы безопасны для человека. Поэтому при разгерметизации камер опасности для здоровья человека они не предоставляют.
Классификация по многофункциональному назначению
Зеркальный стеклопакет увеличивает не только защитные свойства помещения (предохраняет от ультрафиолета, чужих взглядов), но и способен значительно изменить внешний облик строения. Покрытие наносится в виде тончайшей металлизированной плёнки или напыляется на этапе изготовления. В качестве абразивов используют серебристое или золотое покрытие, напоминающее церковное сусальное золото.
Важно! Зеркальные пластиковые окна не заменят жалюзи или шторы. При включении света в комнате, всё происходящее внутри становится видно, как на моделях с обычным стеклопакетом.
Цветной стеклопакет преимущественно используется в качестве декорирования фасада. Такие окна устанавливают в помещениях, относящихся к нежилому фонду. Недорогие варианты исполнения предполагают применение плёнки, наклеенной на стекло по принципу автомобильной тонировки. Второй, более затратный метод – ввод красящих соединений уже на этапе изготовления стекла. Стоить он будет гораздо выше, но и прослужит дольше. Гарантии того, что плёнка не выгорит через 5-10 лет эксплуатации, не даст ни один производитель.
Шумоизоляционный стеклопакет – оптимальный вариант для квартир, окна которых выходят на оживлённые улицы, расположены рядом с магазинами, офисами, другими шумными объектами. В них применяются толстые стёкла, а камеры между ними заполняют специальными газами (аргон, криптон). Последние имеют больший показатель звукопроводимости в сравнении с воздухом, потому такие модели и обладают такими свойствами.
Полезно! Многие производители пластиковых окон подбирают разную толщину камер между стеклопакетами. Так между ними не образуются резонансные колебания, которые могут оказывать эффект противоположный требуемому (увеличение некоторых звуковых частот).
Самоочищающийся стеклопакет обработан специальным составом, имеющим минимально возможный коэффициент схватываемости с частицами пыли. Вторая особенность вещества – разложение всего, что всё-таки налипает на поверхности. Ещё одной особенностью является отсутствие разводов после попадания воды. Степень прозрачности самоочищающихся стёкол ничем не уступает обычным.
Интересно! Конструкция многофункционального стеклопакета сохраняет до 30% больше тепла, что сказывается на оплате за теплоносители.
Заключение
Многофункциональный стеклопакет – самый распространённый вариант. Особенность заключается в том, что на стёкла напыляются молекулы серебра или хрома. На светопропускную способность оно практически не влияет, но задерживает ультрафиолет от солнца. Таким образом, помещение оказывается защищённым от перегрева. В холодное время года оно работает в противоположном направлении – отражает тепловую энергию, исходящую изнутри помещения.
Кроме перечисленных особенностей классификация может происходить по форме и конфигурации. Пластиковые окна изготавливаются на заказ, поэтому размер, конструктивные особенности и внешний вид подбираются под предпочтения заказчика.
Виды пластиковых окон
Пластиковые окна или, как их иначе называют, окна из поливинилхлорида появились в России всего два десятка лет назад. За это время они практически полностью отвоевали рынок оконных конструкций у изделий из дерева, и активно используются как в новом строительстве, так и при ремонте или замене старых окон.
Содержание [Скрыть]
Пластиковое окно представляет собой конструкцию, которая состоит из следующих частей и элементов:
- оконные рама и створка. Изготавливаются из поливинилхлоридного профиля. Рама является основной окна, а створка – подвижной открывающейся частью, крепящейся к раме;
- стеклопакет. Элемент окна, состоящий из нескольких скрепленных между собой стекол. Объединение в единую герметичную конструкцию осуществляется специальными разделителями, которые устанавливаются по периметру стекол;
- оконная фурнитура. Специальные механизмы, которые обеспечивают открытие и закрытие окна, управление створками и фиксирующие окна в том или ином положении.
Широкое распространение, которое получили окна из ПВХ, объясняется набором свойств и характеристики, позволяющих их применять практически повсеместно.

Рис. 1. Виды пластиковых окон.
Основными достоинствами пластиковых окон являются:
- герметичность конструкции. Тепло- и звукоизоляционные свойства пластиковых окон практически не уступают деревянным;
- невысокая стоимость. Окна из ПВХ при сходных эксплуатационных качествах практически всегда дешевле деревянных и, тем более алюминиевых;
- долговечность. Благодаря стойкости к атмосферным воздействиям, пластиковые окна могут прослужить несколько десятилетий;
- многообразие видов и типов конструкций, позволяющих подобрать вариант для конкретных условий использования.
Последний пункт из перечисленных является одним из главных достоинств пластиковых окон, так как их повсеместное применение в значительной степени обусловлено их разнообразием.
Различные виды окон из ПВХ показаны в следующем видео:
Количество створок
Одним из основных классифицирующих пластиковые оконные конструкции признаков является количество створок или тип конструкции. Помимо одно-, двух- и трехстворчатых окон (речь о которых – ниже), бывают также:
- балконные блоки. Представляют собой окно с дверью, обеспечивающей выход на лоджию или балкон;
- окна лоджий и балконов. К данной конструкции предъявляют особые требования, так как площадь остекления, в большинстве случаев, велика. Поэтому окно должно быть одновременно не только легким, но и прочным и жестким. Такие конструкции сложно отнести к конкретному типу по количеству створок, так как они, как правило, являются сочетающими в себе несколько разновидностей.

Рис. 2. Пластиковое остекление балкона.
Одностворчатые пластиковые окна
Одностворчатое окно из ПВХ по праву считается самым экономичным вариантом. Наиболее часто производители делают створку открывающейся, реже встречается глухое одностворчатое окно. Данная разновидность практически всегда использовалась при строительстве жилых домов в советское время.
Сейчас одностворчатые окна применяются гораздо меньше, в основном, в частном домостроении и при возведении дачных домиков, для установки в помещениях небольшой площади, зачастую нежилых. Причина этого – проста и очевидна. Для обеспечения комфортных условий нахождения в комнате нормальных размеров одностворчатого окна будет недостаточно.

Рис. 3. Одностворчатое окно из ПВХ.
Двухстворчатые пластиковые окна
Данный вид оконных конструкций подразумевает наличие двух створок. Он является самым распространенным, так как помимо универсальности эксплуатационных характеристик обладает также относительно невысокой стоимостью.
В большинстве случаев одна из створок двухстворчатого окна делается открывающейся, а вторая глухой. Хотя достаточно часто обе створки выполняются открывающимися. Область применения двухстворчатых оконных конструкций из ПВХ крайне широка – они используются практически повсеместно, от небольших частных домов и коттеджей до многоэтажных высотных жилых зданий и крупных сооружений общественного назначения.

Рис. 4. Двухстворчатое окно.
Трехстворчатые пластиковые окна
Из названия очевидно, что данная конструкция имеет три створки. В большинстве случаев трехстворчатые окна из ПВХ профиля используются в наиболее просторных комнатах, залах, гостиных столовых и им подобных помещениях. Могут изготавливаться в самых различных вариантах по количеству открывающихся створок.
Чаще всего механизм открывания устанавливается на двух крайних створках, но в целях экономии некоторые заказчики выбирают вариант с одной открывающейся створкой, расположенной посередине. Неудивительно, что самым дорогим вариантом по стоимости является тот, когда открываются все три створки. Такие конструкции также возможны, но встречаются достаточно редко.

Рис. 5. Трехстворчатый вариант с крайними открывающимися створками.
По типу открывания
Вторым наиболее часто применяемым для классификации пластиковых окон признаком является тип открывания. Оконная фурнитура, которая используется в механизмах, обеспечивающих открывание окна, достаточно сильно влияет на стоимость всей конструкции. Именно поэтому количество открывающихся створок и способ открывания часто используются для того, чтобы снизить цену пластикового окна, иногда в ущерб комфорту и удобству его использования.
Главное при этом – не забывать, что фурнитура должна быть обязательно качественной, так как целесообразнее сэкономить на количестве открывающихся створок, чем на механизмах, которые это обеспечивают.

Рис. 6. Разновидности по способу открывания.
Глухие пластиковые окна
Глухие оконные конструкции являются самыми дешевыми, однако, при этом и самыми неудобными в эксплуатации. В частности, невозможно добраться до внешней стороны окна при необходимости помыть его. Данное неудобство уравновешивается низкой стоимостью, простотой изготовления и высокой надежностью. Что неудивительно, учитывая, что чаще всего выходят из строя именно механизмы, отвечающие за открытие, закрытие и фиксацию окна в каком-либо положении.
Наиболее часто глухие оконные конструкции устанавливаются на первых этажах зданий, проемах, которые выходят на балкон и других подобных местах, где либо требуется повышенная надежность, либо обеспечен доступ к поверхности стекла снаружи для ухода за ним.

Рис. 7. Глухая оконная конструкция.
Поворотные пластиковые окна
Конструкция окон из ПВХ с поворотным механизмом открывания больше всего похожа на самые обычные и типовые деревянные. Наличие открывающихся створок позволяет с легкостью помыть или почистить стекла, а также проветрить помещение. Но следует учитывать, что поток воздуха, попадающий в комнату через такое окно, будет мощным, что приводит к необходимости покидать помещение в холодное время года.
Вторым минусом данной конструкции открывания является невозможность полноценно использовать подоконник, так как это может помешать открытию окна. Кроме того, открытые поворотные окна небезопасны для маленьких детей и животных, так как из них можно попросту выпасть.

Рис. 8. Поворотное пластиковое окно.
Поворотно-откидные пластиковые окна
Данная конструкция механизма открывания встречается наиболее часто. Это объясняется удобством использования окон, оборудованных им:
- откидывание створки при проветривании позволяет спокойно использовать свободную площадь подоконника, кроме того, лимитирует количество поступающего свежего воздуха. В некоторых окнах дополнительно присутствует режим микропроветривания;
- открытие створки распахиванием ее настежь используется сравнительно редко, в жаркое время года или при необходимости помыть стекла снаружи.
Поворотно-откидные окна из ПВХ наиболее дорогие, что не мешает им быть самыми распространенными.

Рис. 9. Поворотно-откидное окно.
Фрамуги
Фрамуги или окна с откидным механизмом открывания встречаются нечасто. Они могут использоваться в помещениях, где нет необходимости открывать створку полностью, но требуется периодическое проветривание. Окно может открываться одним из двух вариантов: путем откидывания створки сверху или снизу.
У данной конструкции также есть аналог среди деревянных окон. Он представлял собой форточку достаточно больших размеров, которые использовались в различных конторах или офисах. Фрамуги имеют относительно невысокую стоимость, но это не приводит к частому их использованию.

Раздвижные пластиковые окна
Раздвижные окна из ПВХ применяются, главным образом, для балконов, лоджий и комнат, имеющих прямой выход из дома или здания. Это могут быть беседки, веранды, комнаты на первых этажах частных домов, гостиниц или баз отдыха. Также раздвижной механизм открытия применяется в том случае, когда имеется дефицит пространства – в маленьких комнатах.
Принцип действия раздвижного механизма следующий: створки открываются, сдвигаясь при этом в одну или обе стороны, скользя по специальным направляющим. Для открытия такого окна не используется пространство помещения, так как створка остается в плоскости конструкции.

Рис. 11. Раздвижные оконные конструкции.
По форме оконного проема
Уровень современных технологий и особенности конструкции окон из ПВХ позволяют изготовить их практически любой формы. Это активно используется дизайнерами и архитекторами при проектировании самых различных зданий и сооружений. Использование оконных конструкций разнообразной формы позволяет придать дому оригинальный и изысканный вид, являясь важнейшим элементом внешнего вида любого здания.
Помимо стандартных прямоугольных окон, применяемых практически повсеместно и во всех типовых проектах, в последние годы получили распространение и оригинальные формы – треугольные, трапециевидные и т.д. Их все чаще используют в индивидуальных проектах, а также при возведении частных домов и коттеджей.

Рис. 12. Окно оригинальной формы.
Треугольные пластиковые окна
Основная область применения треугольных окон – это частные дома и коттеджи, в которых здание имеет островерхую крышу. В этом случае треугольное окно может идеально вписаться во внешний облик сооружения, придав ему законченный и эстетичный внешний вид.
Не менее часто треугольные оконные конструкции используются при разработке дизайн проектов в стиле хай-тек или даже осовремененная классика.
Следует учитывать, что при изготовлении данного вида окна расходуется несколько больше материалов, чем для стандартного прямоугольного. Поэтому стоимость треугольного окна, как правило, несколько выше.

Рис. 13. Треугольная форма.
Прямоугольные пластиковые окна
Неудивительно, что окна из ПВХ прямоугольно формы являются самыми распространенными. Универсальность конструкции, минимальный расход материалов при изготовлении и, соответственно, самая невысокая стоимость изделий, возможность практически повсеместного использования – все это сделало прямоугольные окна из поливинилхлорида самой популярной оконной конструкцией.
Помимо стоимости, данная разновидность окон из пластикового профиля имеет и еще одно немаловажной достоинство – прямоугольные окна наиболее просты при монтаже и ремонте. Это объясняется достаточно просто – используются типовые конструкции, комплектующие и фурнитура.

Рис. 14. Прямоугольная форма.
Круглые пластиковые окна
Круглые оконные пластиковые конструкции встречаются относительно нечасто. Но там, где они используются, практически всегда в результате получается оригинальное архитектурное или дизайнерское решение. Например, популярностью пользуются так называемые круглые окна-иллюминаторы, которые устанавливаются в ванной комнате, располагающейся в мансардном этаже частных домов или гостиниц.
Изготовление окон круглой формы не сопровождается заметным удорожанием, поэтому их стоимость не намного отличается от типовых прямоугольных. Поэтому можно спрогнозировать, что круглые окна из ПВХ будут использоваться все чаще, особенно, в частном домостроении.

Рис. 15. Круглая форма.
Арочные пластиковые окна
Арочные поливинилхлоридные окна – это в большинстве случаев конструкция, которая имеет верхнюю часть в форме дуги определенного радиуса. Можно сказать, немного упрощая, что арочное окно, по сути, представляет собой половину круглого.
Арочные окна различной конфигурации очень часто применяются в религиозных сооружениях: полуциркульные – в православных церквях, стрельчатые – в готических храмах. Их стоимость относительно невысока, поэтому они нередко используются для разнообразия архитектурных решений при возведении крупных общественных зданий и проектировании элитных коттеджей и частных домов.

Рис. 16. Арочная форма.
Трапециевидные пластиковые окна
Трапециевидные окна из поливинилхлорида (другое часто встречающееся название – окна-трапеции). Они могут применяться практически в любых помещениях. Окна данной формы отлично сочетаются с самыми разнообразными дизайнерскими решениями, связанными как с интерьерами, так и с внешним видом здания.
Наличие окон-трапеций на фасаде придает любому сооружению оригинальность и изысканность. Особенно часто трапециевидные оконные конструкции используются в частных домах, когда сооружение имеет двухскатную крышу. В этом случае применение пластиковых окон-трапеций обеспечивает максимальную освещенность внутренних помещений.





