Катанка стальная

Общее описание катанки
Катанка представляет собой разновидность горячекатаной металлопродукции, которая предназначена, для дальнейшего получения проволоки. Благодаря невысокой стоимости, она, также широко используются для бытовых и строительных целей. Часто, стальной катанкой называют проволоку, полученную волочением, но это неверный подход, поскольку два указанных вида продукции отличаются не только по размерам, но и по химическим и механическим характеристикам.
Сортамент и технические требования

Хранение катанки в бухтах на открытой площадке
В конструктивном плане катанка представляет собой пруток круглого сечения с диаметром от 5 до 9 мм. В ГОСТ 30136 указаны 8 основных типоразмеров (Ø5 мм, Ø5,5 мм, Ø6 мм, Ø6,3 мм, Ø 6,5 мм, Ø7 мм, Ø8 мм, Ø9 мм), однако указано, что катанка может производиться и большего диаметра.
Этот вид продукции подразделяется по классу точности на катанку повышенной (Б) и обычной (В) точности. От этой классификации зависят допустимые отклонения по диаметру. Кроме того, к прокату предъявляются требования по овальности (50% от суммы предельных отклонений по диаметру) и испытанию на изгиб. В последнем случае катанку оборачивают на 180° вокруг оправки того же диаметра.
Это вид продукции поставляется в мотках массой от 0,16 до 5 т, скрученных из одного куска катанки, свернутого ровными витками, чтобы в процессе производства проволоки не было обрывов.
Марки стали
Основная доля катанки производится из кипящих, спокойных и полуспокойных сталей обыкновенного качества от Ст1 и до Ст3. Также для изготовления этого вида металлопроката стандарт допускает использовать марку Ст0 с низким содержанием углерода. По сути, эта марка считается браком, который можно применять для неответственных задач, поэтому катанка такого типа дополнительно маркируется литерой «М». Требования к химанализу этих марок указаны в ГОСТ 380.
Механические свойства катанки также зависят от типа охлаждения. Ее могут охлаждать водой в две (маркировка УО2) и в одну стадию (УО1), а также на воздухе (ВО). При этом для разных марок стали и способов охлаждения регламентируются показатели временного сопротивления и относительного сужения.
| Марка стали | Временное сопротивление | Относительное сужение поперечного сечения после разрыва | ||
| УО1, ВО | УО2 | УО1 | УО2 | |
| Ст0 с массовой долей углерода до 0,12% | 420 (43) | 470 (48) | 68 | 66 |
| Ст0 с массовой долей углерода свыше 0,12% | – | – | 60 | 58 |
| Ст1кп, Ст1пс, Ст1сп | 420 (43) | 470 (48) | 68 | 66 |
| Ст2кп, Ст2пс, Ст2сп | 420 (43) | 470 (48) | 60 | 60 |
| Ст3кп, Ст3пс, Ст3сп | 490 (50) | 540 (55) | 60 | 60 |
Технология производства
Катанка производится на мелкосортных станах из непрерывнолитой сортовой заготовки или катаной стали квадратного сечения. В ходе технологического процесса квадрат многократно деформируется в калибрах прокатных клетей, приобретая круглую форму и требуемый размер. Следует отметить, что основной технологической задачей прокатчиков считается получение катанки минимально возможного диаметра, поскольку от этого зависит экономическая выгода при производстве конечной продукции – проволоки. Также для стабильности процесса волочения (протягивание катанки через круглую форму меньшего диаметра) требуется соблюдать точность геометрии.
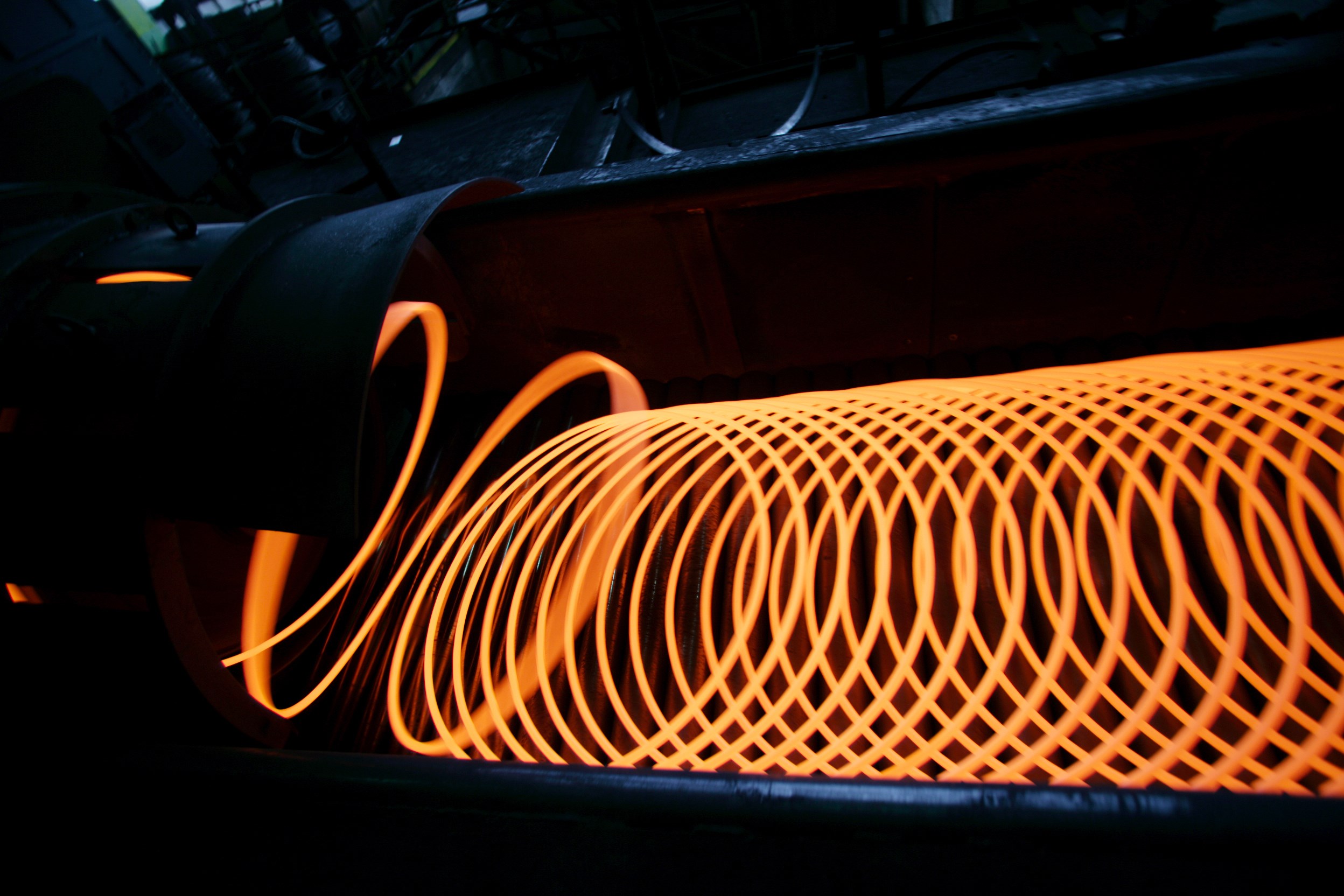
Процесс начинается с нагрева заготовки в методической печи до температур, при которых сталь приобретает повышенную пластичность (1150-1250°С в зависимости от марки). При этом металл нагревается до желто-белого цвета, поэтому прокатка называется «горячей».
Нагретая заготовка подается в группу черновых клетей и промежуточных клетей, в которой из квадрата большого сечения получают круглую катанку. Это происходит благодаря сдавливанию и самопротягиванию заготовки через вращающиеся друг навстречу другу валки. В них выполнены кольцевые проточки, которые образуют полость (калибр), площадь которой меньше, чем упоперечного сечения исходного прутка. Таким образом металл сжимается, меняет форму и удлиняется. Окончательная доводка по размерам производится в группе чистовых клетей. На последнем этапе металл охлаждается.
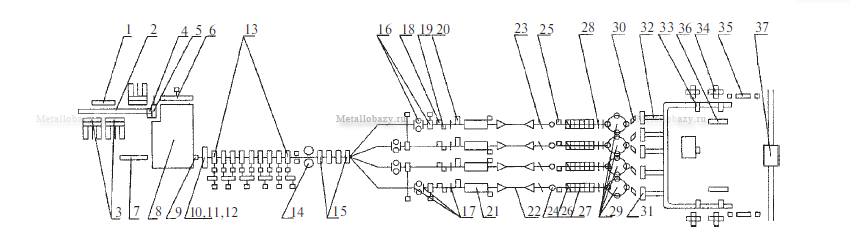
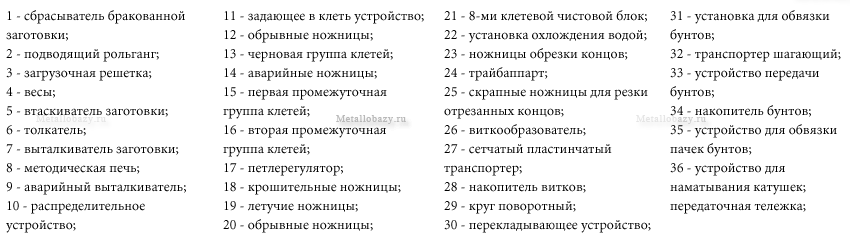
Схема производственной линии на заводе Северсталь
Наиболее прогрессивной считается двухступенчатая система охлаждения, при которой катанка проходит через трубы с водой, теряя сот ни градусов в секунду, а потом медленно движется через камеры воздушного охлаждения. При этом успешно решается задача получения требуемой микроструктуры металла. Охлажденная катанка сматывается в мотки, упаковывается и передается на склад.
В России выпускают катанку около десятка производителей. Вот некоторые из них:
Более подробный список производителей стальной катанки на данной странице.
Применение

Процесс изготовления сварной сетки из катанки
Как уже было сказано, основной целью производства катанки является удешевление производства проволоки, которую из нее изготавливают. Но этот вид металлопродукции находит применение и для других целей. Катанку часто используют для армирования бетонных конструкций неответственного назначения, например, при заливке тонкой стяжки или ленты.
Сварная сетка изготовленная из катанки
Используют катанку и для работ общего назначения: при обустройстве ограждений, закрепления грузов, монтажа молниеотводов, под монтаж забора. Так же катанка находит свое применение и в виде заборов, изготовленные из сварных сеток, которые в свою очередь произведены из катанки.
Катанка — что это такое, особенности использования

У катанки есть ряд особенностей. Она по типу используемого материала делится на несколько видов. Катанка применяется в различных строительных работах.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Ответственное охлаждение
 После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
После этого наступает этап охлаждения катанки. Оно может быть естественным (в этом случае катанка получает маркировку ВО) и ускоренное (маркировка УО).
Естественное охлаждение дает более мягкую и пластичную катанку (а затем и проволоку), а ускоренное — более жесткой и упругой. Ускорить охлаждение катанки могут промышленные установки-вентиляторы или потоки воды. При первом способе охлаждения в маркировке катанки будет указываться УО1, а при втором – УО2.
Ускоренно охлажденную катанку (предназначенную для производства проволоки в дальнейшем) зачищают от окалины, которой на катанке УО1 не должно быть более 18 килограмм на тонну, а для катанки УО2 – не более 10 кг/т. Окалина удаляется либо механическим путем (тогда катанка пропускается через специальный станок-окалиноломатель), либо химическим, когда поверхность катанки протравливают раствором серной кислоты с добавлением поваренной соли, тринатрийфосфата и др. добавок.
Химический способ дает более ровную поверхность, но он же чреват приобретением металлом т.н. «травильной хрупкости». Механический способ в этом отношении безопасен, поскольку — но он менее надежен и выдает шероховатую поверхность.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Производство и оцинкование прокатной проволоки
Процесс изготовления катанки достаточно простой. На первом этапе металлический брусок разогревается до нужной температуры, после чего протягивается через специальные валы. При вытягивании заготовке придаётся требуемые форма и сечение. Завершает процесс прохождение ещё не остывшего готового продукта через мотальный станок, который аккуратно укладывается катанку кольцами.
Однако на этом производство катанки не заканчивается. Прежде чем продукт можно будет использовать по назначению, его необходимо охладить и избавить от окалины. Охлаждение бывает двух видов:
- Естественное. Занимает более длительное время, но готовое изделие обладает хорошей мягкостью и пластичностью;
- Ускоренное. Подразумевает использование воды или вентиляторов. Катанка получается прочной и твёрдой.
Если в дальнейшем планируется производить проволоку, то катанку следует избавить от окалины. Это можно сделать механическим или химическим способом. В первом случае, подразумевается применение специального приспособления, именуемого окалиноломателем. Что касается обработки химическим раствором, то для этого метода используется серная кислота и ряд ингибиторов, предотвращающих обогащение металла водородом и его разъедание. Продлить срок эксплуатации изделия позволит оцинкование. Оно проводится тремя способами:
- Гальваника. Катанка помещается в ванну, наполненную цинкосодержащим раствором, и пропускают через неё ток. В результате этой манипуляции частицы цинка оседают на поверхности обрабатываемого изделия;
- Окрашивание. Раскалённый цинк наносится на катанку специальным пистолетом;
- Диффузия. Продукт обрабатывается паром, обогащённым цинком или помещается в соответствующий порошок и подвергается нагреванию.
После оцинкования изделия диаметром до 8 мм включительно сматывается в бухты и отправляется на производство или в продажу. Для мелкооптовых продаж катанку, имеющую диаметр менее 8 мм формируют в мотки. Что касается металлопроката диаметром 9-10 мм, то он поставляется в виде прутов.
Разновидности изделия
По типу используемого материала оно делится на несколько вариантов:
- алюминиевая – достаточно прочная катанка, она прослужит длительное время, используется в различных отраслях промышленности;
- стальная – у нее отличные показатели прочности, ее чаще всего делают оцинкованной, чтобы на поверхности не появилась коррозия, этот вид подходит для строительных работ;
- медная – она очень гибкая, устойчива к воздействию влаги, применяется для прокладки электричества либо создания электроники.
Назначение и сфера применения
В зависимости от свойств и особенностей применяемой при производстве катанки стали, определяют и основное назначение материала данного класса.
- Катанка для производства сварочных электродов и проволоки.
- Катанка для армирования железобетонных изделий.
- Продукция для упаковки и использования в других целях.
В соответствии с назначением и определяется основная область применения катанки, наиболее востребована она в следующих отраслях промышленности:
- Гражданское и промышленное строительство.
- Изготовление проволоки и канатной продукции. Отдельно стоит сказать о катанке из цветных металлов, применяемой при производстве кабельно-проводниковых изделий для электротехнических целей.

Упаковка продукции различного назначения для транспортировки или хранения в складских условиях.

Влияние примесей на качество готового изделия
При изготовлении катанки могут применяться разные марки стали. Ключевым требованием является неизменность химического состава по всей длине изделия. Следует также учесть, что присутствие различных добавок способно оказать существенное влияние на конечные свойства продукта. В частности:
- Увеличение количества азота придаст материалу твёрдости, но сделает его более хрупким;
- Чрезмерное содержание хрома негативно повлияет на процедуру термообработки;
- Фосфор и сера, неспособны равномерно распределиться в металле и делают металл чрезвычайно ломким при сильном нагревании;
- Углерод способствует повышению прочности стали, увеличивая при этом её пластичность, упругость и износоустойчивость;
- Кремний и марганец обеспечивают однородность стали при плавлении, увеличивая её плотность, устойчивость к истиранию и прочность. Помимо всего прочего, марганец способен нейтрализовать вредное влияние серы. Однако не стоит допускать чрезмерной концентрации окислов кремния. Они отрицательно повлияют на пластичность материала.
Проволока алюминиевая
Катанка алюминиевая представляет собой непрерывный и круглый в сечении прут диаметром от 1 до 16 мм. Изготавливают алюминиевую проволоку двумя разными способами. В первом случае изготовление производится прокаткой через вальцы заготовки большего сечения. Во втором случае применяют расплавленный алюминий. Расплавленный до жидкого состояния алюминий подается в кристаллизатор – большое вращающееся кольцо из тугоплавкого металла и имеющее водное охлаждение. В процессе вращения кристаллизатора расплавленный алюминий принимает форму стержня, который сразу же поступает на линию прокатных вальцов, где уже из стержня формируется алюминиевая катанка заданного диаметра. Алюминиевая катанка изготавливается в соответствие с ГОСТ 13843-78.
Катанка в деле и производстве
 Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин — и, разумеется, производстве проволоки.
Катанка считается полуфабрикатом, но довольно широко используется и сама по себе. Стальная катанка служит средством крепления при перевозке по железной дороге крупногабаритных грузов. Ей же скрепляют несущие элементы конструкций и армируют железобетон (для этого очень хорошо подходит самая дешевая 8-миллиметровая катанка). Продукцию толщиной 6,5 мм используют для упрочения кирпичной кладки, устройства громоотводов и изготовления тросов, применяемых при строительстве вантовых мостов. Однако главное назначение катанки – все-таки роль промежуточного полуфабриката при производстве гвоздей, сварочных электродов, намотки пружин — и, разумеется, производстве проволоки.
Применение катанки
Основным направление использования данного вида металлургической продукции является производство проволоки с помощью волочения. Из неё изготавливают гвозди, сетки и элементы ограждений. При создании железобетонных зданий катанка используется как элемент арматурного каркаса. Её используют при возведении линий электропередач. При заготовке древесины катанка применяется с целью соединения бревен. Широкое применение катанки обусловлено её низкой ценой. Поставляется катанка в виде больших мотков или катушек. Мотки имеют вес от 100 до 160 кг. Из них часто формируют связки массой до 5 тонн. Большой объем катанки востребован в первую очередь на металлообрабатывающих заводах.
5 Как такая проволока приходит к потребителю?
Мы уже ознакомились с особенностями изготовления, характеристиками и применением проката, в этом же пункте рассмотрим только правила приемки и хранения. Поступает катанка в бухтах, причем партия содержит изделия одного диаметра и подвергшиеся одинаковому способу охлаждения. Допускаются и сборные партии, содержащие одинаковый прокат из одной марки стали, но нескольких плавок. Испытаниям на овальность и изгиб подвергают минимум три мотка. Такое же количество берется и для определения механических свойств, а также изучения микроструктуры.

Проволока в бухтах
Когда хотя бы один показатель неудовлетворителен, по нему проводят повторные испытания, результаты которых будут распространяться уже на всю партию. Если производитель гарантирует соблюдение всех норм, тогда катанка не подвергается химическому анализу. Для транспортировки можно использовать вагоны как открытого, так и закрытого типа. Притом в вагоне перевозят преимущественно изделие одной партии. Хранится она на складах в мотках.
Где применяется катанка?
Прокатная проволока широко применяется в различных сферах деятельности. С её помощью упаковывают габаритные грузы, имеющие большой вес, изготавливают армированные каркасы, применяют для армирования железобетонных конструкций. Что касается характеристик ходового товара, то это медная, алюминиевая или стальная катанка, диаметром 6-8 мм.
Если использовать прокатную проволоку в качестве исходного сырья, то можно получить гвозди, стальные тросы, электроды, сетки и другую продукцию. Что касается ценовых характеристик, то самой доступной является катанка, имеющая диаметр 8 мм, что объясняется особенностями производственного процесса.
Проволока медная
Медную катанку изготавливают способом непрерывного литья расплава меди с последующей раскаткой на валах прокатного станка, в соответствие с ГОСТ 546-2001. Медную катанку в зависимости от применяемой марки меди разделяют на три класса: А, В и С. Проволоку класса А и В изготавливают из меди марки М00к, тогда как катанку класса С производят из меди марки М0к.
 медная катанка
медная катанка
Основная сфера применения медной катанки – это изготовление электрических проводов и кабелей, рассчитанных на большую нагрузку, чем способны выдерживать провода из алюминия. Удельное сопротивление меди в полтора раза меньше чем у алюминия, и при высокой нагрузке электросети, алюминиевый провод особенно в точке скрутки или разъема нагревается сильнее, что может привести к обрыву или замыканию. Медный провод в свою очередь способен выдерживать большую нагрузку.
Советы по выбору при покупке катанки. Качество катанки
Как правило, обычные люди, да даже и различные строительные компании, с покупкой катанки из цветных металлов не сталкиваются. Проволоку из цветных металлов в основном приобретают заводы изготовители электрических кабелей.
В большинстве случаев при проведении строительных или монтажных работ возникает необходимость купить катанку стальную. Маркировка катанки стальной производится по ГОСТ 7566. продается стальная проволока в виде мотков, состоящих из 1 или 2 жил. Если в мотке только 1 непрерывная жила, то все технические характеристики проволоки можно узнать по прикрепленному ярлыку. Если же в мотке 2 жилы, то соответственно должно быть обязательно 2 ярлыка.
Покупая стальную катанку, маркировка на ярлыке выполняется следующим образом:
Катанка В-5,0 мм Ст3кп УО1 ГОСТ 30136-94
Это значит, что в моток скручена катанка обычной прочности, с диаметром 5 мм, изготовленная из марки стали Ст3кп с одностадийным ускоренным охлаждением и, материал соответствует указанному госту.
Помимо изучения информации на ярлыке мотка, так же стоит произвести визуальный осмотр жилы на наличие окалин, трещин и заусенцев. Кроме этого стоит обратить внимание на общий цвет жилы. Если цвет жилы не различается, то значит, такая проволока стальная на разных участках своей протяженности будет иметь различную гибкость и прочность.
Существует такой старый способ определения гибкости катанки “на глаз”. Для этого берется жила и изгибается в дугу. Свободным концом огибают основную жилу, и конец начинают изгибать по часовой стрелке. Качественная катанка должна гнуться вокруг стержня, равного своему диаметру, то есть, сама вокруг себя на 180 градусов. При этом в месте изгиба не должны образовываться трещины или разрывы.
Цена катанки. Вес катанки
Стоимость катанки сопоставима со стоимостью материла из которого она изготовлена. Так например стальная катанка может стоить 20-30 рублей за кг, алюминиевая катанка стоит около 150 рублей за килограмм, медная — около 300 рублей за килограмм.
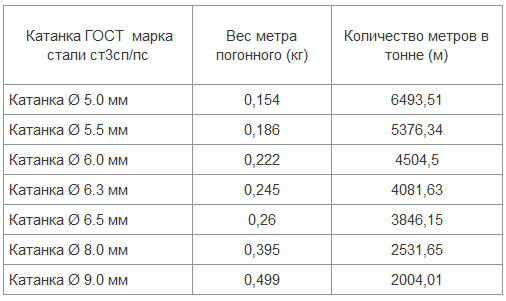
 Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки зависит от его материала и диаметра. Для примера в таблице приведен вес стальной катанки в зависимости от диаметра. У медной проволоки примерно такой же вес. Алюминиевая проволока примерно в три раза легче стальной и медной.
Транспортировка и хранение катанки
По желанию покупателя вес мотка катанки может составлять от 160 кг до 5000 кг. Существуют мелкорозничные базы строительных материалов, где купить катанку можно в мотке меньшего веса. В процессе транспортировки малой партии мотки катанки в транспорте складируют лежа. Если же перевозка производится большой партией, то допускается складирование мотков с проволокой стоя впритык друг к другу. Хранение катанки в мотках на складе или строительной площадке производится в лежачем положении.
Катанка . Справочная информация
Справочная информация о катанке
Катанка – это разновидность сортового металлопроката, имеющая вид металлического прутка круглого сечения, диаметр которого, как правило, составляет от 5 до 9 мм.
Поставка катанки осуществляется в бухтах единым непрерывным отрезком массой от 100-150 кг и до 1 тонны.
При производстве горячекатаной катанки используется углеродистая сталь марок 0, Ст0М, Ст1КП (ПС), Ст 3 КП(ПС), а также Са08(А), Св08Г2С, что придает ей прочность, гибкость и долговечность.
Производство катанки (технология)
Производство катанки, которую Вы можете купить у нас осуществляется на металлургических комбинатах Украины в Макеевке и Кривом Роге.
Катанку производят на комбинированных станах линейного, непрерывного и полунепрерывного типов. Заготовки прокатывают по длинному прокатному стану через валы методом горячего волочения. Металл (его называют «блюм») нагревается при прохождении через стан, а валы обжимают его с разных сторон, формируя круглое сечение катанки. В конце прокатного стана горячую катанку укладывают кольцами с помощью специального мотального станка.

После чего следует процесс ее охлаждения. Катанку охлаждают двумя способами: естественное воздушное охлаждение (более медленное – как результат, катанка более пластичная и мягкая); ускоренное охлаждение (с использованием воды или охлаждающих установок-вентиляторов – поверхность катанки более прочная и твердая). После охлаждения готовую катанку укладывают в бунты.
Катанку, предназначенную для производства проволоки также дополнительно очищают от окалины окалиноломателем (механическая очистка) или путем травления в кислоте (химический метод очистки).
К ее качеству предъявляются повышенные требования. Особое внимание уделяется тому, чтобы поверхность катанки была идеально ровной без заусениц, закатов и каких-либо других дефектов, поскольку их наличие значительно снижает прочность и потребительские свойства. В процессе производства катанка проходит постоянный контроль основных параметров в соответствии с ГОСТ 2590: предельных отклонений по диаметру (±0,5 мм), массы одного метра длины, площади поперечного сечения и других.
Виды катанки
В зависимости от способа охлаждения в ГОСТ 30136-95 выделяют такие виды катанки:
- охлажденная естественным путем на воздухе (обозначение ВО);
- подвергнутая одностадийному ускоренному охлаждению (обозначение УО1);
- подвергнутая двухстадийному ускоренному охлаждению (обозначение УО2).
Покупая катанку, обращайте внимание на то, что в документах о качестве должен быть указан так же и способ охлаждения.
В зависимости от точности прокатки в ГОСТ 2590 различают катанку обычной точности (обозначение В) и катанку повышенной точности (обозначение Б).
Катанку, как правило, производят с круглым сечением диаметром от 5,0 до 9,0 мм.

По просьбе заказчика при достаточном объеме заказа, мы можем организовать поставку катанки диаметром более 9,0 мм. Для заказа катанки обращайтесь к нашему опытному менеджеру.
В таблице ниже Вы можете ознакомиться с сортаментом катанки:
| Диаметр, мм | Масса 1 м профиля, кг | Количество метров в тонне |
|---|---|---|
| 5,0 | 0,1541 | 6488 |
| 5,5 | 0,1865 | 5362 |
| 6,0 | 0,2220 | 4505 |
| 6,3 | 0,2447 | 4087 |
| 6,5 | 0,2605 | 3839 |
| 7,0 | 0,3021 | 3310 |
| 8,0 | 0,3946 | 2534 |
| 9,0 | 0,4994 | 2002 |
Примечание: Масса 1 м катанки вычислена по номинальным размерам при плотности стали 7850 кг/м3 и является справочной величиной.
Применение катанки
Катанка имеет широкую сферу применения в строительстве и промышленности. В качестве готового изделия, она используется для упаковки, а также в качестве армирующей структуры для слабонагруженных железобетонных конструкций (катанка 6 мм). Кроме того, катанка является сырьем для последующей перетяжки в проволоку. Таким образом, катанка составляет основу производства телеграфной и сварочной проволоки, электродов, пружин, строительных канатов и тросов. Катанку активно используют при производстве проволочных заборов, сеток, егозы и других металлических изделий. Очень широкое применение получила катанка 6,5 мм и 5,5 мм типа В. Она используется для связки кирпичной кладки, фундамента, изготовления металлической сетки, решеток.
Для потребителя всегда имеет большое значение качество катанки и ее эксплуатационные характеристики. Мы можем гарантировать Вам соблюдение всех стандартов, надежность и удобство сотрудничества. Мы осуществляем доставку катанки и другого металлопроката со складов в Днепре, Кривом Роге или Запорожье непосредственно на склад покупателю. Продажа катанки осуществляется с доставкой в Киев, Одессу, Сумы, Полтаву, Чернигов, Харьков. Также сможете купить нашу катанку в Черкассах, Кропивницком и других городах Украины. Покупая катанку на ЧП Метизы-94, Вы можете быть уверены, что получите качественный товар вовремя в целости и сохранности. Вот в таких бухтах мы поставляем катанку диаметрами 5,5 мм, 6,5 мм, 8 мм, 10 мм.
Особенности производства медной катанки
Медная катанка не является конечным продуктом. Это полуфабрикат, из которого в дальнейшем изготавливаются такие вещи, как контактные провода, шины для распределительных электрощитов, проволоку всех диаметров для обмоток трансформаторов или катушек индуктивности малого размера и катодов для гальваники.

Первичной же формой медной металлургии медная катанка стала из-за своей универсальности как сырья для дальнейшей переработки. Особенно если учесть, что медь является лучшим материалом для электропроводящих сетей (если не считать серебра). Электропроводность меди в 1,7 раза лучше этого свойства у алюминия и в 6 раз выше, чем у железа.
Общие сведения о меди
Медь. Название в периодической системе элементов – Cuprum (Купрум) (Cu). Порядковый номер – 29. I группа или побочная подгруппа в таблице, в её 4-м периоде. Название произошло от названия острова Кипр, откуда в античные города-полисы Средиземноморья вывозили её для использования в быту, в хозяйстве и в войне.
В металлической фазе представляет собой вещество розово-красного цвета, мягкое и поддающееся ковке при нагреве до 700-800⁰С. Плавится при температуре 1084,5⁰ С. Поддаётся обработке давлением как в холодном, так и в горячем состоянии, а также всем видам пайки и литью в любую форму, а также резанию. После плавления, при достижении температуры расплава 2 560⁰С, начинается кипение жидкого металла.
Химический состав примесей и метод получения металла сказывается и на таких свойствах меди, как теплопроводность, удельная теплоёмкость, удельное сопротивление и связанная с ним электропроводность, упругость, твёрдость и предел прочности.
Марки меди
Классификация меди в России принята по ГОСТам 895-2001 и Р-53 803-2010 «Медь. Марки».
Применяя в электропроводящих сетях или в аппаратуре высокой точности катодные марки меди, их часто делят на подвиды МооК (катодная) и МооБ (бескислородная), имеющим чистоту 99,99 ( процент примеси посторонних веществ 0,001).
Акцент на бескислородность меди сделан не зря: кислород в составе металла не только является нежелательным окислителем, но и значительно уменьшает пластичность и прочность металла. Не меньший вред приносит присутствие в атмосфере молекул водорода, который при значительной термообработке меди (и не обязательно её расплаве) диффузионно проникает вглубь металла в его верхний пограничный слой и в нём восстанавливает до чистого металла и воды оксид меди. Молекулярная вода при повторных нагревах способна давать локальное высокое давления в кристаллической решётке, способное образовать разрывы, пористость и микротрещины в монолите.
Эти явления особенно вредны, если делается высокотемпературная пайка или сварка медных поверхностей, так как снижается прочность соединений.

Водородная болезнь
Впрочем, «водородная болезнь» характерна только для высокотемпературных сварок и паек. При «мягкой», ниже 400⁰С, пайке явлением водородной хрупкости можно пренебречь, атомы водорода ниже 400 градусов глубоко в металл не диффундируют – и чем больше температура пайки опускается ниже 400⁰С, тем меньше влияние этого восстановителя металла из окислов.
Для предупреждения окисления или влияния водорода металл плавят
- В вакууме.
- В атмосфере из инертных газов (аргон).
- Под слоем древесного угля.
Хотя самым общеупотребительным способом предотвращения «водородной болезни» является ввод в состав металла при плавлении присадки, связывающей кислород и не влияющей на физические параметры металла после отливок или протяжек. В качестве присадки используют фосфор.
Критерии качества, применяемые в России и в странах ЕС, почти одинаковы. Разница часто оказывается в требованиях контроля за количеством и качеством допустимых или специально введённых примесей. Так, российская М1Ф и Cu-DHP хоть и являются аналогами, но имеют разные примеси. На практике это выражается в том, что в России контроль примесей жёстче, а химический состав металла стабильнее по своим физическим характеристикам. В М1Ф ни в коем случае не допускается при выплавке использовать лом, особенно из рафинированных фрагментов меди. В Cu-DHP это норма.
Из-за этого часто возникают коллизии по цене этих металлов с разной степенью чистоты – притом цена более чистого российского М1Ф бывает заниженной на торгах при покупке её у нас. И, наоборот, при реверсных сделках для нас её завышают – что говорит о воздействии факторов, не имеющих никакого отношения к качеству или сложности производства.
Прочность, может характеризоваться тремя состояниями одной и той же марки: при пределе прочности в 210 Мпа медь «мягкая», при 250 Мпа – полутвёрдая, а при 280 Мпа – твёрдая. Соответственно М (зарубежный аналог R 220), ПТ (R 250) и Т (R – 280). Хотя, кроме Т, имеются и более прочные (твёрдые) состояния меди. Медь поддаётся даже закалке как способу повышения твёрдости – для этого её нагревают до 600⁰С и медленно остужают.

Краткое описание свойств
Свойства материала, позволяющие использовать его во многих отраслях:
- Пластичность в сочетании с высокой прочностью. Такая комбинация физических свойств позволяет применять для обработки широкий спектр механических воздействий с последующим долгим сроком службы.
- Малое электросопротивление. Превосходит медь по этому параметру только серебро.
- Малый коэффициент сопротивления при повышении температуры металла. По крайней мере, в пределах температур от 20 до 100⁰С.
Производство медной катанки
Медная катанка производится с помощью технологии волочения металла через прокатные вальцы на специальных станах, где они делают из катанки профилированный материал (проволоку) разной толщины.
При прохождении через вальцы медная катанка, которая превращается под их воздействием в проволоку, подвергается сильному нагреву с помощью вихревых индукционных токов или в газовом пламени. После прохождения вальцов горячая проволока укладывается в бухты с помощью устройств, называемых моталки. Одновременно происходит охлаждение материала. В медленно работающих моталках и на тонкой проволоке такое охлаждение происходит естественным путём, при быстрой смотке готовой продукции применяют принудительный воздушный обдув.
Из-за предварительного нагрева в фазе волочения процесс называют горячекатаным.
Основные положения ГОСТа
Основные физические свойства и величины в виде технических параметров, химического состава, способов испытания и геометрических размеров определяются ГОСТом Р-53803-2010. Вся медная катанка после 2010 года выпускается в России в соответствии с этим ГОСТом.
Стандартом определены номинальные типоразмеры сечений, принятых сегодня в России. Это проволока и медный пруток толщиной от 8 до 23 мм. Допуски для провода 8-14 мм могут быть порядка 0,4 мм, а для прутка сечением от 15 до 23 мм – 0,6 мм.
Существующие нормативы разделяют медную катанку на виды, маркировка которых означает метод, по которому она была изготовлена. Методы определяют чистоту металла, от которой напрямую зависит его цена. Так, маркировка Кмб означает бескислородную катанку. Но в ней есть ещё и подвиды Моо с 99,99% Cu, М1 – 99,9%, М4 – 99,0%, где цифры означают содержание Cuв процентах. Моо относится к катодным электролитическим сортам, полностью лишённым кислорода и у которой самая высокая электропроводимость при минимально возможном сопротивлении. и стоимость килограмма такой меди наивысшая. А вот маркировка КМор информирует, что эта медная катанка изготовлена из рафинированных отходов и медного лома, то есть в такой катанке присутствует медь разных сортов.

Расшифровка маркировок
«М» перед индексом чистоты металла обозначает просто «медь». Два «нуля» (00) – высокочистая. Один нуль (0) – просто чистая. С цифрами 1,2,3 – технически чистая. Последним элементом маркировок ставят обычно буквенный индекс, означающий способ, по которому был отлит металл: К – катодная. У – катодная переплавленная. Бескислородная медь обозначается литерой Б, раскисленная – Р, а у раскисленной с помощью введения в расплав фосфора будет стоять в маркировке соответственно литера Ф.
Всего же в России выпускается около 20 марок этого металла, предназначенного к использованию в разных отраслях промышленности.
Промежуточное положение между этими сортами занимает медная катанка с маркировкой КМ.
В принятом в 2010 году ГОСТе допускается изготовление медной катанки других номинальных размеров, если таково было требование заказчика.
Есть также перечень химических элементов, которые жёстко регламентируются ГОСТом по их предельным значениям в составе меди для промышленности. Это висмут, мышьяк, сера, сурьма, свинец, теллур, селен, серебро, железо и кислород. Их доля в общей массе медного слитка или катанки не должна превышать величины от 0, 001 и до 0,005 %. Больше всего вреда качеству меди приносит содержание в ней висмута и свинца, так как эти вещества делают медь хрупкой при даже незначительном нагреве. Поэтому массовая процентная доля этих элементов не должна превышать 0,001%. Наличие серы и кислорода в меди улучшает её способность поддаваться процедуре резания, но сера одновременно ухудшает пластичность этого металла.
Содержание же таких веществ, как фосфор, кобальт, кремний, никель, марганец, хром, олово, цинк и алюминий ГОСТ не регламентирует.
На поверхности тянутой проволоки могут быть вмятины, риски, выбоины и царапины, но если их размеры не превышают 0,2 мм, материал годен к допуску в производство. Исключение делается только для высокоточных технологий.

Требования к продукции
Но в отдельных случаях выдвигаются дополнительные требования:
Для готовой продукции предусмотрены испытания на скручивание-раскручивание.
- Проволока сечением 16 мм и более должна выдержать 3 цикла скручивания-раскручивания. Сечением от 13 до 16 мм – 5 циклов. А сечением от 8 до 13 – 10.
- Величина удлинения катанки при разрыве должна быть не менее 35%.
- Величина временного сопротивления в мегапаскалях должна выражаться числом не менее 160.
Дополнительные испытания могут проводиться по настоянию клиента(заказчика). Так, это могут быть испытания на водородную хрупкость для марок КМб и на удлинение спирали – такое испытание может потребоваться для марок КМ и КМор.
Хотя в категорию «медный лом» может попасть и вполне кондиционная и даже высококачественная медь. Это может произойти в том случае, когда:
- Процент окисленности металла в бухте превысил при методе измерения весом 0,01.
- Наличие механических дефектов в виде разрывов, надсечек и вмятин, если зачистка не смогла эти дефекты ликвидировать.
- Превышение срока хранения бухты катанки более 3 месяцев (после истечения этого срока требуется всесторонняя проверка всех параметров бухты, и если хоть один из них не будет соответствовать – даже аффинажная медь с чистотой 99,99% может быть признана ломом). В Поэтому изготовление марок катодной электролитической меди высокой чистоты всегда делается под конкретного заказчика и в случае только 100% предоплаты, с предупреждением о возможных последствиях невывоза заказанной катанки вовремя.
Средства и методы испытания готовой проволоки
Обязательная проверка для медной катанки:
- Испытания по Госстандарту 26877 на овальность сечения.
- По ГОСТу 6507 на отклонения от заявленных сечений. Инструментарий – штангенциркуль для крупномеров и микрометры (с делениями от 0,01 мм).
- Осмотр. При незначительных дефектах делают зачистку поверхности до момента приведения к допустимым величинам.
- Определении химического состава согласно ГОСТам 31382, 9717, 13938, 27981. При наличии на предприятии хорошо оснащённой химлаборатории допускается исследование химического состава меди в катанке иными методиками. Не вступающими в противоречие с существующими стандартами.
- По ГОСТу 7229 на определение сопротивления. Оборудование – микрометр и высокоточные весы.
- Испытание на проводимость и удлинение согласно ГОСТу 1497.
Упаковка и маркировка
Медная катанка поставляется строго одним неразъёмным куском, смотанным в бухты, без разрывов и надломов по всей длине. Вес бухты согласуется с покупателем. Не должно быть перепутывания и перехлёста витков – это будет мешать беспрепятственному отматыванию отрезков нужной длины. Плотность намотки катанки в бухте должна обеспечивать и гарантировать её целостность во время упаковки и доставки к месту потребления.
Бухта для сохранности её формы обязательно перевязывается не менее чем в трёх местах по окружности специальной стальной или капроновой лентой. Кроме перевязки, может быть сделана упаковка, предохраняющая бухту катанки от атмосферных осадков и других неблагоприятных воздействий. Упаковка является обязательной процедурой, которую делают по умолчанию, однако она может отсутствовать, если того пожелает заказчик.

Заключение
За тысячелетия использования металлурги-практики даже без научных выкладок узнали о многих секретах этого металла, что позволило применять его во многих сферах человеческой деятельности. Изготовление же медной проволоки из катанки для использования нужд электротехники и электроники раскрыли перед медью новые горизонты.
Истощение природных запасов меди (общая доля этого элемента в земной коре не превышает 0,01% и по количественному составу в природе медь держит всего лишь 23-е место) требует получения новых материалов для передачи электроэнергии на большие расстояния, притом без существенных потерь.
Для этого разработаны сплавы меди и алюминия – что ещё недавно казалось или невозможным, или слишком затратным.
Да, в таких сплавах снижается электро- и теплопроводность. Но она всё равно будет выше, чем у чисто алюминиевого многожильного провода, который сейчас применяют на ЛЭП, для транспортировки электроэнергии на большие расстояния. Так что проводниковый паллиатив в виде меди и алюминия для этих целей имеет вполне реальные перспективы. А внутридомовая проводка из алюминиево-медного сплава уже применяется в строительстве жилья и производственных объектов.
Технические приёмы, отработанные на медной катанке, позволят в случае широкомасштабного применения новых сплавов с лёгкостью перенастроить производство из катанки (теперь уже медно-алюминиевой) тянутой проволоки с новыми или с привычными для чистой меди свойствами.
Катанка
Катанка – это вид металлопроката, который представляет собой проволоку круглого сечения, изготовленную из углеродистых марок стали Ст0, Ст1, Ст2 и Ст3, в соответствие с ГОСТ 380, или из цветных металлов или сплавов цветных металлов в соответствие с принятым ТУ. Катанка из углеродистой стали выпускается с диаметром 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При этом допускается отклонения в диаметре +/- 5%, а овальность катанки допускается не более 50% от ее диаметра. Катанка из цветных металлов (медь, алюминий) или их сплавов (бронза, латунь) изготавливается с диаметром от 1 до 16 мм. С большим диаметром проволоку изготавливают на заказ ограниченными партиями. Проволка и катанка -это два слова обозначающих один и тот же материал.
Технология производства катанки
Изготовление катанки осуществляется на металлопрокатных станках способами прокатки и волочения. Первоначально в валы прокатного станка запускают квадрат из углеродистой стали с сечением 10х10 мм. Несколько последовательно установленных валов обжимают стальную заготовку, придавая ей круглое сечение заданного диаметра. При этом во время прокатки и воздействия валов на заготовку, та из-за силы трения сама разогревается. По завершению прокатки, проволока нужного диаметра подается в установку, которая скручивает катанку кольцом. После скрутки кольца, его переносят специальными автоматизированными механизмами в зону охлаждения.
 Технология производства катанки: прокатка и волочение
Технология производства катанки: прокатка и волочение
Хотя катанка это горячекатаный металлопрокат, ее охлаждение выполняю тремя способами:
- УО1 – ускоренное охлаждение одностадийное;
- УО2 – ускоренное охлаждение двухстадийное;
- ВО – воздушное охлаждение естественное.
Естественное воздушное охлаждение может производиться, как в цеху на специальных паллетах, так и на улице при температуре до +10 градусов. По сути, таким образом, получают раскаленную катанку, которая обладает хорошей прочностью и в то же время легко гнется. Проволока, изготовленная с применением ускоренного охлаждения – УО1 и УО2, на этапе ее остывания помещается в специальные камеры, которые оснащены принудительными мощными вытяжками. В результате быстрого охлаждения получают, условно говоря, полу каленную и каленную проволоку.
Характеристики катанки стальной
Катанку по прочности классифицируют на два класса: В – обычная прочность и Б – повышенная прочность. Прочность проволоки определяется за счет применяемой марки стали и способа охлаждения. Например, если использовалась марка стали Ст0, то массовая доля углерода в ней не должна превышать 0,20%. То есть, данная проволока будет более гибкой, чем проволока из Ст1.
Согласно установленному ГОСТ 380, весь моток катанки должен быть скручен из цельной жилы, при этом по всей протяженности проволоки не должно быть отклонений от диаметра больше чем на 5%. Также по всей протяженности не должны присутствовать окалины, заусенцы и раскатанные трещины.
Сфера применения катанки стальной
Больше всего катанка стальная применяется при армировании монолитных бетонных конструкций. Например, при изготовлении арматурных каркасов, наборные хомуты квадратные, круглые или с формой в виде прямоугольника изготавливают непосредственно из катанки. При помощи арматурных каркасов армируют монолитные колонны, ригели, пояса, надпроемные перемычки и ленточные фундаменты. Помимо использования катанки в каркасах, ее также применяют при изготовлении сварной арматурной сетки с ячейкой 100х100 или 150х100 мм. Арматурную сетку используют при армировании монолитных плоскостей, например, бетонных полов, межэтажных перекрытий или стяжки.
В отличии от катанки арматура обладает более высокой прочностью, поэтому она является основным элементом бетонных конструкции. Более подробно об арматуре, её видах и характеристиках Вы можете прочитать в специальной статье: что такое арматура; как её выбирать; характеристики, гибка и вязка арматуры.
Катанка стальная также применяется при кладке несущих стен или простенков из кирпича, котельца, шлакоблока, пеноблока или газоблока. В зависимости от конкретно применяемого для кладки камня, стальную проволоку запускают в каждый 2 — 4 ряд раствора, тем самым усиливая общую прочность кладки.
Стальная проволока довольно часто применяется и сама по себе в качестве монтажного материала. Например, при установке деревянных столбов линий электропередач, вначале в грунт устанавливается бетонная свая с квадратным сечением – пасынок, а после к бетонной свае катанкой вяжут вертикальный деревянный столб. Довольно часто катанка используется для вязки мауэрлата к бетонному поясу при возведении двухскатной кровли.
 Использовании катанки при установке деревянных столбов
Использовании катанки при установке деревянных столбов  алюминиевая катанка
алюминиевая катанка
Проволока алюминиевая
Катанка алюминиевая представляет собой непрерывный и круглый в сечении прут диаметром от 1 до 16 мм. Изготавливают алюминиевую проволоку двумя разными способами. В первом случае изготовление производится прокаткой через вальцы заготовки большего сечения. Во втором случае применяют расплавленный алюминий. Расплавленный до жидкого состояния алюминий подается в кристаллизатор – большое вращающееся кольцо из тугоплавкого металла и имеющее водное охлаждение. В процессе вращения кристаллизатора расплавленный алюминий принимает форму стержня, который сразу же поступает на линию прокатных вальцов, где уже из стержня формируется алюминиевая катанка заданного диаметра. Алюминиевая катанка изготавливается в соответствие с ГОСТ 13843-78.
Применение алюминиевой проволоки
Учитывая, что производство алюминиевой катанки примерно в 3,5-4 раза обходится дешевле производства медного провода, алюминиевая проволока широко применяется в сетях электроснабжения. Например, из нее делают силовые кабели, низковольтные провода или экраны для силовых проводов.
Проволока медная
Медную катанку изготавливают способом непрерывного литья расплава меди с последующей раскаткой на валах прокатного станка, в соответствие с ГОСТ 546-2001. Медную катанку в зависимости от применяемой марки меди разделяют на три класса: А, В и С. Проволоку класса А и В изготавливают из меди марки М00к, тогда как катанку класса С производят из меди марки М0к.
 медная катанка
медная катанка
Основная сфера применения медной катанки – это изготовление электрических проводов и кабелей, рассчитанных на большую нагрузку, чем способны выдерживать провода из алюминия. Удельное сопротивление меди в полтора раза меньше чем у алюминия, и при высокой нагрузке электросети, алюминиевый провод особенно в точке скрутки или разъема нагревается сильнее, что может привести к обрыву или замыканию. Медный провод в свою очередь способен выдерживать большую нагрузку.
Советы по выбору при покупке катанки. Качество катанки
Как правило, обычные люди, да даже и различные строительные компании, с покупкой катанки из цветных металлов не сталкиваются. Проволоку из цветных металлов в основном приобретают заводы изготовители электрических кабелей.
В большинстве случаев при проведении строительных или монтажных работ возникает необходимость купить катанку стальную. Маркировка катанки стальной производится по ГОСТ 7566. продается стальная проволока в виде мотков, состоящих из 1 или 2 жил. Если в мотке только 1 непрерывная жила, то все технические характеристики проволоки можно узнать по прикрепленному ярлыку. Если же в мотке 2 жилы, то соответственно должно быть обязательно 2 ярлыка.
Покупая стальную катанку, маркировка на ярлыке выполняется следующим образом:
Катанка В-5,0 мм Ст3кп УО1 ГОСТ 30136-94
Это значит, что в моток скручена катанка обычной прочности, с диаметром 5 мм, изготовленная из марки стали Ст3кп с одностадийным ускоренным охлаждением и, материал соответствует указанному госту.
Помимо изучения информации на ярлыке мотка, так же стоит произвести визуальный осмотр жилы на наличие окалин, трещин и заусенцев. Кроме этого стоит обратить внимание на общий цвет жилы. Если цвет жилы не различается, то значит, такая проволока стальная на разных участках своей протяженности будет иметь различную гибкость и прочность.
Существует такой старый способ определения гибкости катанки “на глаз”. Для этого берется жила и изгибается в дугу. Свободным концом огибают основную жилу, и конец начинают изгибать по часовой стрелке. Качественная катанка должна гнуться вокруг стержня, равного своему диаметру, то есть, сама вокруг себя на 180 градусов. При этом в месте изгиба не должны образовываться трещины или разрывы.
Цена катанки. Вес катанки.
Стоимость катанки сопоставима со стоимостью материла из которого она изготовлена. Так например стальная катанка может стоить 20-30 рублей за кг, алюминиевая катанка стоит около 150 рублей за килограмм, медная — около 300 рублей за килограмм.
 Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки: вес одного метра в зависимости от диаметра и длинна в одной тонне в зависимости от диаметра
Вес катанки зависит от его материала и диаметра. Для примера в таблице приведен вес стальной катанки в зависимости от диаметра. У медной проволоки примерно такой же вес. Алюминиевая проволока примерно в три раза легче стальной и медной.
Транспортировка и хранение катанки
По желанию покупателя вес мотка катанки может составлять от 160 кг до 5000 кг. Существуют мелкорозничные базы строительных материалов, где купить катанку можно в мотке меньшего веса. В процессе транспортировки малой партии мотки катанки в транспорте складируют лежа. Если же перевозка производится большой партией, то допускается складирование мотков с проволокой стоя впритык друг к другу. Хранение катанки в мотках на складе или строительной площадке производится в лежачем положении.
2 Комментарии “ Катанка ”
> Суть в том, что температура плавления меди примерно в 2 раза выше, чем температура плавления алюминия
Суть не в этом, а в том, что у меди удельное сопротивление в 1.5 раза меньше чем у алюминия, поэтому она и греется меньше.
Здравствуйте, Kost. Благодарю за дополнение. Переделал текст с учётом Вашей подсказки.
В чем разница между проволокой и катанкой?

Катанка и арматура А1 – это разновидности сортового проката, который пользуется широким спросом. У металлоизделий сечение круглой формы. Они производятся с учетом норм и технологических требований, указанных в ГОСТах и ТУ. Отличие катанки от арматуры А1 заключается не только в назначении, но и применении, а также прочих параметрах. Для более точного сравнения и определения отличий одного материала от другого, необходимо подробнее рассмотреть особенности каждого по отдельности.
Производство и характеристики стальной катанки
Согласно ГОСТ-стандартам стальная катанка изготовляется из следующих видов стали: Ст0, Ст1, Ст2, Ст3.
Производится катанка на металлопрокатных станках двумя способами: прокатки и волочения. Для начала в валы прокатного станка запускают квадрат. Далее начинается процесс обжимания стальной заготовки, придавая ей круглое сечение нужного диаметра. Во время прокатки и при воздействии валов на заготовку, она при силе трения разогревается. После прокатки катанка подается в специальную установку, которая скручивает ее в кольцо. Далее скрученную катанку в кольце переносят в охлаждающую зону.
Охлаждение катанки может происходить трем способами:
- УО1 — ускоренное охлаждение одностадийное;
- УО2 — ускоренное охлаждение двухстадийное;
- ВО — естественное воздушное охлаждение.
Охлаждение производится, как в цеху в специально отведенном месте, так и на улице при подходящей температуре до +10 градусов.
Благодаря такому образу получают катанку высокой прочности, но в тоже время и обладает высоким уровнем эластичности.
Охлаждение, которое происходит в цехе, применяется не всегда. В случае дальнейшего производства из катанки тонких деталей, охлаждение данным образом не применяется.
В зависимости от качества прокатки катанка бывает:
- «Б» — повышенной точности прокатки;
- «В» — обычной точности прокатки.
Катанка, как изделие металлопроката в конце производства проходит контроль качества. При проверке важны характеристики изделия:
- Масса одного метра катанки;
- Площадь поперечного сечения катанки;
- Диаметр и предельные отклонения от нужных величин.
Все характеристики катанки должны соответствовать стандартам ГОСТ 380-94.
Катанка может быть разного диаметра: 5,0; 5,5; 6,0; 6,3; 6,5; 7,0; 8,0 и 9,0 мм. При изготовлении катанки по индивидуальному заказу допускается диаметр более 9,0 мм, подается она в мотках.
Диаметры катанки, предельные отклонения по диаметру, площади поперечного сечения и масса одного метра длины должны соответствовать ГОСТ 2590.
Овальность катанки не должна превышать 50 % суммы предельных отклонений по диаметру.
Катанку стальную изготавливают в мотках, состоящих из одного непрерывного отрезка. Масса одного мотка составляет от 520 до 1250 кг.
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.563—96 Государственная система обеспечения единства измерений. Методики выполнения измерений ГОСТ Р 53228—2008 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания ГОСТ 15.309—98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения ГОСТ 859—2001 Медь. Марки ГОСТ 1012—72 Бензины авиационные. Технические условия ГОСТ 1497—84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение ГОСТ 1545—80 Проволока. Метод испытания на скручивание ГОСТ 2768—84 Ацетон технический. Технические условия ГОСТ 4204—77 Реактивы. Кислота серная. Технические условия ГОСТ 4381—87 Микрометры рычажные. Общие технические условия ГОСТ 6507—90 Микрометры. Технические условия ГОСТ 7229—76 Кабели. провода и шнуры. Метод определения электрического сопротивления токопроводящих жил и проводников ГОСТ 9717.2—82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра ГОСТ 9717.3—82 Медь. Метод спектрального анализа по оксидным стандартным образцам ГОСТ 13938.11—78 Медь.- Метод определения мышьяка ГОСТ 13938.13—93 Медь.- Методы определения кислорода ГОСТ 15150—69 Машины,- приборы и другие технические изделия. Исполнения для — различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды ГОСТ 18690—82 Кабели, провода, шнуры и кабельная арматура. Маркировка, упаковка, транспортирование и хранение ГОСТ 24047—80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение ГОСТ 24048—80 (ИСО 2626-73) Медь. Методы определения стойкости против водородной хрупкости ГОСТ 24104—2001 Весы лабораторные. Общие технические требования ГОСТ 24231—80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа ГОСТ 26877—91 Металлопродукция. Методы измерения отклонений формы ГОСТ 27981.1—88 Медь высокой чистоты. Методы атомно-спектрального анализа ГОСТ 27981.2—88 Медь высокой чистоты. Метод химико-атомно-эмиссионного анализа ГОСТ 27981.5—88 Медь высокой чистоты. Фотометрические методы анализа ГОСТ 281 06—89 Катоды медные. Отбор и подготовка проб и образцов для определения удельного электрического сопротивления ГОСТ 28498—90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний ГОСТ 2851 5—97 Медь. Метод испытания проб на удлинение спирали ГОСТ 29329—92* Весы для статического взвешивания. Общие технические требования ГОСТ 31382—2009 Медь. Методы анализа СТ СЭВ 543—77 Числа. Правила записи и округления
* На территории Российской Федерации действует ГОСТ Р 53228-2008: с 01.01.2010 — в части вновь разрабатываемых и модернизируемых весов: с 01.01.2013 — в части весов, разработанных до 01.01.2010.
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
Отличие катанки от проволоки
Катанка в отличии от проволоки имеет больший диаметр. Так, как катанка — это в основном сырье для дальнейшего горячего и холодного проката, а также штамповки, вытяжка, рубка и т.д.
Катанка отличается меньшей ориентацией структурного зерна, что снижает удельную (на единицу сечения) прочность на разрыв. Но, имеет меньше внутренних напряжений, что делает ее более эластичной и менее закаливаемой, что позволяет проводить дальнейшую переработку катанки глубокой эластичной деформацией.
Области применения стальной катанки
Катанка с различными уровнями свойств и качеств применяется в различных областях производства, что только повышает ее значимость в производстве и на мировом рынке металлопроката.
Сферы применения стальной катанки:
- Катанка используется в электроснабжении и связи — в изготовлении кабелей;
- Строительство — как основа для изготовления арматуры различного диаметра, упаковка стройматериала, скоб, гвоздей, изготовление строительных канатов.
- Архитектура и кузнечное дело. Это могут быть ворота, беседки, оградки, козырьки, и другие декорации.
- Производство сетки, которая в дальнейшем применяется для заборов, армирования в ремонтных работах;
- Катанка выполняет роль электронной дуги в сварочных аппаратах;
- В швейной промышленности из катанки изготавливают иголки;
- Применение катанки для изготовления деталей любой электроники и бытовой техники;
- Производство пружин и других эластичных элементов.
Так как катанка в основном используется для дальнейшего изготовления из нее деталей, то следует понимать, катанка из какой стали подходит для изготовления той или иной детали.
Основные марки легированной стали, которые используются для получения катанки:
- Никелевые стали для цементации. Изготовления цементированных осей, подвергающихся большому износу и ударам;
- Марганцовокремнистые стали применяют для пружин, закаливаемых после изготовления;
- Вольфрамоуглеродистые стали подходят для изготовления метчиков, сверл и т.п.;
- Хромоникелевые стали: для некоторых обработанных деталей, таких как болты, оси и т.д.;
- Хромоуглеродистые стали: для изготовления шариков, осей, инструментов и т.п.;
- Быстрорежущие стали: изготовление различных инструментов.
Где применяется
Чаще всего катанку используют во время производства проволок и электродов для сварочных аппаратов. Еще одной сферой может выступить изготовления проводов для телеграфных столбов или будок, канатов, тросов и так далее. Но еще намного чаще она может встречаться в системах электроснабжения.
Благодаря такому большому спросу и универсальности катанка очень популярна на современном рынке и имеет особое значение в строительстве, а также в любом другом роде деятельности. Приобрести такое изделие вам будет не сложно, она есть практические на любом рынке или магазине стройматериалов.
Твитнуть
Обязательные правила при покупке стальной катанки
Для того, чтобы не ошибиться и подобрать нужную катанку хорошего качества и по доступной цене, следует знать несколько важных моментов о выборе металлопроката:
- Нужно обязательно обращать внимание на маркировку на изделии, это поможет определить все качественные характеристики металлопроката, соответственно подобрать нужный вид катанки для применения в нужных вам условиях. Именно в этот момент может решиться дальнейший срок эксплуатации, уровень прочности и антикоррозийной стойкости материала;
- Еще один важный момент — это осмотр состояния мотков катанки на наличие дефектов, таких, как потертости и ржавчина, ведь от этого также зависят напрямую эксплуатационные характеристики катанного вида металлопроката;
- Если вы решили обратиться за помощью по консультации про данный вид металлопроката, следует прислушиваться только к специалистам своего дела, ведь для того, чтобы подобрать к определенной области применения материал нужны специальные знания и опыт работы в этой сфере.
Наши специалисты помогут вам с выбором и проконсультируют по всем интересующим вас вопросам, руководствуясь знаниями своего дела и опытом работы в сфере металлопроката.
Приложение А (обязательное)
Определение окисленности поверхности катанки весовым методом
А.1 Средства измерений, материалы, растворы
При выполнении измерений применяют следующие средства измерений:
- термометр жидкостный стеклянный по ГОСТ 28498.
- весы высокого классе точности по ГОСТ 24104 и весы по ГОСТ Р 53228;
- секундомер по [1].
При выполнении измерений применяют следующие материалы и растворы:
- ацетон по ГОСТ 2768.
- бензин по ГОСТ 1012,
- кислоту серную по ГОСТ 4204.8% — 10%-ный по массе раствор.
[1]. Технические условия Секундомер — механический ТУ 26-1819.0021-89
А.2 Выполнение измерений
Перед травлением образцы промывают в теплой воде (температура — не ниже 40oС), сушат и протирают ветошью насухо с последующим обезжириванием растворителем (ацетоном или бензином) и взвешивают на весах. Образцы подвергают травлению в растворе серной кислоты в течение 15 мин. Температура травильного раствора должна быть от 70oС до 80oС.
После травления образцы промывают водой, сушат и взвешивают на тех же весах.
А.З Обработка результатов измерений
Окисленность поверхности а, %. определяют по следующей формуле
где, m1 — масса образца до травления, г. m2 — масса образца после травления. г.
Купить катанку стальную
Купить стальную катанку в Днепропетровске — удобно и выгодно. Мы можем предложить товар по самым демократичным ценам и в самые сжатые сроки.
Металлобаза «УМП» предлагает купить катанку стальную, наши сотрудники помогут подобрать вам нужную катанку в соответствии с вашим строительным проектом.
Хотите купить катанку в Днепропетровске, посмотрите цены на катанку или сразу обращайтесь по телефонам со страницы — Контакты, наши специалисты проконсультируют и помогут в оформлении заказа.
Икеа – лучшие товары для вашего дома
 Икеа – производственно-торговая группа компаний из Нидерланд со Шведскими корнями, которая широко известна нам, благодаря отличным товарам для дома и мебели на все случаи жизни, которая призвана изменить жизнь людей и максимально упростить всю повседневную рутину. Деятельность компании IKEA сосредоточилась на реализации различной мебели, дизайне помещений, продаже товаров для дома, декора и дизайна, причем все товары ориентированы на то, чтобы люди собирали их самостоятельно, это является основной концепцией продукции компании.
Икеа – производственно-торговая группа компаний из Нидерланд со Шведскими корнями, которая широко известна нам, благодаря отличным товарам для дома и мебели на все случаи жизни, которая призвана изменить жизнь людей и максимально упростить всю повседневную рутину. Деятельность компании IKEA сосредоточилась на реализации различной мебели, дизайне помещений, продаже товаров для дома, декора и дизайна, причем все товары ориентированы на то, чтобы люди собирали их самостоятельно, это является основной концепцией продукции компании.
Многие люди посещают магазины компании не только для того, чтобы что-то прикупить, но и просто подсмотреть для себя интересные и необычные решения для дизайна, ведь в каждом из магазинов вы сможете увидеть готовые экспозиции, которые составлены профессиональными дизайнерами исключительно из товаров, которые вы сможете приобрести в каталоге компании
Каталог и цены
В каталоге товаров вы обязательно найдете продукцию для каждой из комнат вашей квартиры, и сможете реализовать любые планы по перепланировке своего интерьера. Здесь вы сможете подобрать и современную кухню и отличную мебель для гостиной, спальни, детской комнаты, рабочего места или офиса. Полный список товаров можете посмотреть на официальном сайте IKEA, там же можно узнать о свежих новостях и специальных ценах на некоторые категории товаров.
В интернет-магазине IKEA найдется немало интересных товаров для создания прекрасной атмосферы на ваше дачном участке или загородном доме, среди многочисленной садовой мебели вы также найдете для себя широкий выбор уличного освещения, зонтов от солнца и шезлонгов, подушек для садовых стульев и кресел и еще много различных приятных мелочей, которые помогут вам обустроить интерьер сада в любом стиле.
Интересная особенность: Большинство из названий товаров компании состоят из одного слова шведского происхождения – многие из них, это Финские и Норвежские географические объекты. Книжные шкафы же названы в честь профессий (например, Бергсбу), а стулья и столы именуются в каталоге мужскими Именами, к примеру Юлес. А вот текстиль и шторы названы женскими Именами, довольно интересная система именовния, согласитесь?
Магазины компании в городах
Сегодня вы без труда сможете подобрать для своего интерьера любую мебель и стильные шведские товары в магазинах компании, расположенных не только в Москве, Московской Области и Санкт-Петербурге, но и вдругих городах РФ.
Список магазинов ИКЕА:
Распродажи и специальные предложения
Конечно же, как и у любой, уважающей себя компании, у ИКЕА есть для вас специальные предложения и распродажи товаров из самых разных категорий товаров. Причем первыми о подобных акциях узнают члены клуба IKEA-FAMILY, для них также присутствует возможность предварительного участия в акциях, которые официально еще не начались, а следовательно продукция компании со сниженной ценой доступна для покупки на особых условиях.
История компании ИКЕА
 За долгие годы своего существования всеми любимой Икеи, она превратилась из маленькой частной компании в самое крупное предприятие розничной торговли мебелью и предметами интерьера для ваших домов, так в чем же заключается секрет компании? Представительства этой компании находятся в 40 странах мира. Но история развития всем известной компании начиналось еще в далеком 1926 году, в местечке под названием Смоланд, что находится на юге Швеции. Именно Тут родился основатель компании Ингвар Кампрад, который, будучи еще совсем юным четко осознавал,что хочет иметь свой бизнес. Так, еще в пятилетнем возрасте он начал торговать спичками, продавал их свои соседям, но на этом дело не закончилось, он занялся закупкой спичек в Стокгольме оптом, а затем, разъезжая на своем велосипеде, продавал их по сниженной цене на более обширной территории. Уже в юные годы в его голову начали закладываться основные принципы магазинов IKEA, которые призывают к низким ценам и используют просто колоссальные объемы производства и продаж.
За долгие годы своего существования всеми любимой Икеи, она превратилась из маленькой частной компании в самое крупное предприятие розничной торговли мебелью и предметами интерьера для ваших домов, так в чем же заключается секрет компании? Представительства этой компании находятся в 40 странах мира. Но история развития всем известной компании начиналось еще в далеком 1926 году, в местечке под названием Смоланд, что находится на юге Швеции. Именно Тут родился основатель компании Ингвар Кампрад, который, будучи еще совсем юным четко осознавал,что хочет иметь свой бизнес. Так, еще в пятилетнем возрасте он начал торговать спичками, продавал их свои соседям, но на этом дело не закончилось, он занялся закупкой спичек в Стокгольме оптом, а затем, разъезжая на своем велосипеде, продавал их по сниженной цене на более обширной территории. Уже в юные годы в его голову начали закладываться основные принципы магазинов IKEA, которые призывают к низким ценам и используют просто колоссальные объемы производства и продаж.
Но покупателей в продукции магазинов компании привлекают не только доступные цены, там еще своя неповторимая “Европейская атмосфера”, которую нельзя ни с чем сравнить. Ингвара Кампрада отличает то, что его школой была настоящая куча занятий, которые он перепробовал в юные годы, ведь у него не было высшего образования и он не учился бизнесу. Непосредственно компания Икеа была основана им в 17 летнем возрасте в 1943 году. Но в те годы компания еще занималась тем, что импортировала авторучки из Франции, до производства и продажи мебели оставалось еще пять лет.
 Мебель заинтересовала Ингвара, в тот момент, когда он обратил внимание на ужасно высокие цены на нее в Швеции. Он тут же принял решение исправить сложившуюся ситуацию и отныне компания стала мебельным магазином. Он тут же стал поставлять самую дешевую мебель и давать имена стульям, стола, да в общем всему, что было в новинку в то время и позволило выделить свою продукцию и привлечь покупателей, которые уже разносили вести о неслыханно дешевой мебели. После чего Кампрад заимел собственный завод, а из-за недопонимания со Шведской ассоциацией продавцов мебели, он был вынужден закупать все основные детали для производства в Польше, что позволило дополнительно снизить затраты и IKEA стала самым крупным в мире производителем мебели, со своим уникальным стилем, надежностью и практичным подходом. Так уже 1947 году компания активно занимается продажей мебели, тогда же обретает популярность каталог товаров компании, который разбрасывают по почтовым ящикам. Важное правило, заложенное Ингваром в те годы и действующее по сей день: “Цены, указанные в каталоге не должны меняться в течении года, до выхода нового каталога”. Они конечно могут снизиться, но никак не могут быть выше указанных, иначе это попросту введет в заблуждение покупателей.
Мебель заинтересовала Ингвара, в тот момент, когда он обратил внимание на ужасно высокие цены на нее в Швеции. Он тут же принял решение исправить сложившуюся ситуацию и отныне компания стала мебельным магазином. Он тут же стал поставлять самую дешевую мебель и давать имена стульям, стола, да в общем всему, что было в новинку в то время и позволило выделить свою продукцию и привлечь покупателей, которые уже разносили вести о неслыханно дешевой мебели. После чего Кампрад заимел собственный завод, а из-за недопонимания со Шведской ассоциацией продавцов мебели, он был вынужден закупать все основные детали для производства в Польше, что позволило дополнительно снизить затраты и IKEA стала самым крупным в мире производителем мебели, со своим уникальным стилем, надежностью и практичным подходом. Так уже 1947 году компания активно занимается продажей мебели, тогда же обретает популярность каталог товаров компании, который разбрасывают по почтовым ящикам. Важное правило, заложенное Ингваром в те годы и действующее по сей день: “Цены, указанные в каталоге не должны меняться в течении года, до выхода нового каталога”. Они конечно могут снизиться, но никак не могут быть выше указанных, иначе это попросту введет в заблуждение покупателей.





