Гриндер из болгарки своими руками
Самодельный гриндер (ленточный шлифовальный станок) сделанный из болгарки, фото и подробное описание изготовления самоделки.
Станок гриндер — применяется для заточки различного инструмента, ножей, ножниц, топоров, для обтачивания заготовок.
Изготовить такой шлифстанок, можно на базе болгарки под диск 125 мм. Самодельный станок получается очень компактным и недорогим в изготовлении, а применяемую в качестве его привода болгарку, при надобности можно снимать и использовать в обычном режиме.
Изначально, выбор материалов и их количество, зависит от того, какую шлифовальную ленту планируется использовать в станке. Лучше, делать гриндер под ленту стандартных размеров, которые имеются в продаже, чтобы потом не обрезать бумагу и не склеивать ее самостоятельно. Для ленточного шлифовального станка на базе болгарки, подойдет лента шириной 40, 45 и 50 мм.
Понадобятся материалы:
- гайка М12 удлиненная;
- кусок древесины, брусок толщиной соответствующей ширине ленты;
- двухкомпонентный эпоксидный клей;
- широкая металлическая полоса толщиной от 5 мм;
- стальной уголок 50 х 50 мм;
- болты М6;
- болты М10;
- гайки М10;
- подшипники 3-4 шт;
- пружина.
Далее на фото показан процесс изготовления самодельного гриндера.

Для начала, нужно сделать ведущий ролик для вращения ленты. Его можно высверлить коронкой диаметром 40-50 мм из бруска или доски.

Следует учесть, что ширина ролика должна быть равной или больше ширины ленты. С одной стороны его центральное отверстие нужно рассверлить и впрессовать в него на эпоксидный клей, удлиненную гайку М14.

Когда клей застынет, ролик устанавливается на вал болгарки. Далее нужно включить УШМ и прошлифовать ролик, прижав к наждачной бумаге. Нужно придать ему бочкообразную форму, слегка присадив края и оставив центральный диаметр. В таком случае лента потом ну будет слетать.


Из полосы или стальной плиты вырезается станина гриндера. Ее размеры будут зависеть от длины выбранного стандарта шлифовальной ленты.

В станине, сверлим отверстие диаметром 40-45 мм. В него будет вставляться редуктор болгарки и выводится вал.


В станине делаются 4 крепежные отверстия и 2 проточки сбоку, чтобы при состыковке она не мешала винтам, прижимающим редуктор к корпусу УШМ.

Подставку можно сделать из двух уголков. В уголках нужно сделать отверстия на дне подставки, чтобы прикручивать станок к столу. Закрепив станину можно примерить и болгарку, но штатные винты на ее редукторе нужно заменить удлиненными.




Изготовим рычаг для натяжения ленты. По центру рычаг крепится к станине болтом М10 с гайкой.


На конце рычага ставится второй болт М10, прижимающий 3-4 подшипника. Нужно чтобы ширина группы подшипников соответствовала ширине ленты. Они будут выполнять функцию ведомого катка натяжения.

Устанавливаем пружину для механизма натяжения шлифовальной ленты.


Из уголка вырезается регулируемая плита упора, как на фото. У нее должна быть проточка для возможности изменения положение при зажатии.

Также из стальной плиты и маленького уголка делается рабочая площадка. На ее уголке также нужно сделать проточку для возможности регулировки положения.


Упор и рабочая площадка прикручиваются к станине болтами М6. После натяжения шлифовальной ленты станок может использоваться по назначению. Он может выполнять абсолютно те же задачи, что и фабричный гриндер. При ненадобности станок можно разобрать и компактно сложить. Применяемая с ним болгарка не подвергается конструктивным изменениям, поэтому по прежнему может использоваться по основному назначению.

Процесс изготовления шлифовального станка, также показан в этом видео:
Самодельный гриндер. Важные моменты.
Конструкций самодельных гриндеров множество. Кто-то делает их с применением двигателя от старой стиральной машины, кто-то делает из старой болгарки или дрели, но объединяет все эти модели одни и те же технические детали. Разберём их подробнее.
Габаритные размеры и конструкция
Каких-то конкретных размеров одинаковых для всех гриндеров не существует, они могут быть сугубо индивидуальные в каждом конкретном случае. При выборе габаритных размеров и конструкции ленточно-шлифовального станка нужно руководствоваться свободным пространством в вашей мастерской и правилом, чем длиннее лента, тем более стойкой к истиранию она будет и соответственно реже ее придется менять. Если вы собираетесь приобретать готовые уже склеенные ленты для гриндера, то станок нужно конструировать с учетом размера этих лент. Если же вы собираетесь клеить ленты сами, то размеры станка могут быть произвольные, но лучше всего придерживаться стандартных размеров лент.
Абразивные ленты для гриндера по ширине выпускаются двух типоразмеров: 50 и 100м. Длина таких лент может быть 610, 915, 1230, 1600, 1800, 2000 миллиметров.
Лучше всего если у вас в наличии будет абразивная лента нужной длины, тогда под нее легче будет подгонять размеры гриндера.
Основные узлы гриндера – это каркас станка с рабочим столиком и прижимом для ленты, электродвигатель с приводным роликом, натяжной ролик, бочкообразный ролик и при необходимости дополнительные ведомые ролики. Бочкообразный ролик может быть одновременно и натяжным роликом.
Самый компактный гриндер можно сделать всего с двумя роликами, один приводной на валу электродвигателя, а второй натяжной бочкообразной формы.
Если гриндер будет работать с длинными абразивными лентами, то без дополнительных ведомых роликов не обойтись.
Зачем нужен ролик бочкообразной формы? При сборке станка практически невозможно выдержать идеальную параллельность осей всех роликов. По этой причине лента стремиться сойти с роликов. Чтобы устранить этот недостаток, применяется бочкообразный ролик. Регулируя наклон его оси, можно “заставить” абразивную ленту остаться на месте.
Для регулировки оси бочкообразного ролика можно использовать принцип обычной дверной петли. Ось ролика приваривается на подвижную часть петли, а регулировка производится с помощью болта. Который упирается в подвижную часть петли.
Механизм натяжения абразивной ленты можно сделать несколькими способами. Самый распространенный-это с помощью пружины, второй – это с помощью мебельного газового амортизатора и третий с помощью обычной резины, например от велосипедной камеры. Если будет использоваться мебельный газовый амортизатор, то нужно знать, что при низких температурах он плохо работает.
Упор для ленты рекомендуется сделать двухслойным. Основу упора выполнить из металлического листа и наклеить на нее гладкую керамогранитную плитку. Таким образом упор практически не будет греться при интенсивной работе на гриндере. Также керамогранитная плитка изнашивается намного медленнее, чем металл. Ее можно будет удобно заменять по мере износа, нужно будет только прогреть строительным феном соединение, и она отклеиться. Клеить можно на обычный силиконовый герметик для мрамора, например Silirub MA фирмы Soudal.
Упор должен иметь возможность регулировки относительно ленты. Его необходимо подвинуть к ленте по касательной к ней или с небольшим вылетом до 0.5мм. Такой вылет не вызывает чрезмерного износа ленты, зато позволяет продольно шлифовать длинные полоски и не задевать за выпуклые части роликов.
Как рассчитать диаметр приводного ролика.
Чтобы рассчитать диаметр приводного ролика, нужно знать скорость ленты, с которой будет работать гриндер и количество оборотов двигателя.
Скорость ленты должна выбираться по рекомендациям производителя лент. Например, для ленты 3M Cubitron по стали должно быть 22-25 м/с, от того же производителя на ленты с цирконатом алюминия рекомендуется скорость 30-35 м/с. Скорость ленты сильно зависит не только от типа абразива, но и от величины зерна. А так в среднем рекомендуется на углеродистую сталь 32 — 38 м/сек, легированная и нержавеющая сталь 18-30 м/сек, Титан -15 м/сек, цветные металлы 35-45 м/сек, пластики 10-30 м/сек, ковкий чугун 38-34 м/сек, серый чугун 35-45. Что касается дерева, то рекомендуется не превышать 20 м/сек, также нужно знать, что разное дерево будет гореть на разной скорости.
Формула для расчета скорости ленты:
V ленты (м/с)= (3.14* D * N) / 60000,
где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Формула для расчета диаметра приводного ролика:
где V-скорость ленты в м/с , N-обороты двигателя в минуту.
Пример расчета. Нужно рассчитать диаметр приводного ролика для обработки стали (22-25 м/с). Электродвигатель 2800 обмин.
Скорость оборотов ленты под разные материалы можно регулировать изменением диаметра приводного ролика или регулированием оборотов двигателя. Также следует понимать, что с увеличением диаметра приводного ролика растет нагрузка на двигатель и если он небольшой мощности, например, от стиральной машины, то он будет часто останавливаться даже от незначительной нагрузки.
Какой выбрать двигатель для гриндера.
В сети интернет встречается информация о станках сделанных с применением электродвигателей от старых стиральных машин. Такие электродвигатели маломощные и мало оборотистые. Чаще всего это 180 ватт и1400 оборотовмин. Таким гриндерам, как правило не хватает скорости движения ленты и мощности двигателя, поэтому на них можно выполнять нетяжелые работы, например, заточка ножей или обработка небольших деревяшек. На что-то более серьезное они не рассчитаны.
Ниже приведена формула расчета мощности двигателя для гриндера.
Формула расчета мощности двигателя:
где D-диаметр приводного колеса в мм, N-обороты двигателя в минуту.
Если применяется двигатель трёхфазный, но включенный в однофазной сети 220В, то его расчетная мощность при подключении треугольником с рабочим конденсатором примерно в 1.5…1.6 раз ниже от номинала. Это необходимо учитывать. Например, по расчету необходим электродвигатель мощностью 800 ватт, и двигатель будет использоваться трёхфазный, но в сети 220В. Тогда необходимая мощность такого двигателя будет равна: 800*1.6=1280ватт.
Оптимальный выбор — это однофазный двигатель с оборотами не менее 2800-3000 и мощностью не менее 800 ватт. С таким электродвигателем можно будет обрабатывать на гриндере каленые стали, а не только затачивать “карандаши.”
Если в изготовлении ленточно-шлифовального станка будет применяться двигатель открытого типа, как на стиральных машинах, то следует задуматься о его защите от абразива и металлической пыли. Такую защиту можно сделать из пластиковой бутылки емкость 5 литров или какой-либо другой пластиковой тары.
Как сделать ролики для ленточно — шлифовального станка
Если у вас есть знакомый токарь, то у вас не должен возникать подобный вопрос. Ну а если подобных знакомств нет, то данная информация будет вам полезна.
Существует несколько способов сделать ролики.
Приводной ролик удобно изготавливать из листа фанеры. Сначала размечаются круги нужного диаметра, затем они вырезаются с помощью электролобзика. После этого фанерные круги склеиваются между собой.
После склейки центральное отверстие ролика рассверливается под диаметр вала электродвигателя. Теперь необходимо сделать шпоночный паз в отверстии. Его легко сделать с помощью напильника.
После одеваем ролик на электродвигатель и обтачиваем его с помощью стамески, крупного напильника или УШМ (болгарки) с зачистным кругом.
Чтобы приводной ролик меньше проскальзывал, его можно обработать жидкой канифолью.
Самый простой способ сделать ведомые ролики — это просто набрать их из подшипников подходящего диаметра на каком-либо валу. В качестве вала можно использовать болты с неполной резьбой. Подшипники нужны закрытые, иначе они будут быстро забиваться пылью и выходить из строя.
В качестве роликов можно использовать ролики от ГРМ автомобиля, но не покупать новые, а спросить их на любом СТО. Только желательно, чтобы ролики были плоские без буртиков. Такие буртики могут резать края ленты.
Еще один способ — это нарезать ролики коронкой из листа фанеры и склеить полученные шайбы между собой. Можно дополнительно их закрепить саморезами. После внутри ролика необходимо просверлить два отверстия с двух сторон ролика под подшипники. Глубина таких отверстий должна равняться ширине подшипников. Такие отверстия удобно сверлить с помощью перьевого сверла по дереву. Когда отверстия будут готовы, то сверлим по центру ролика сквозное отверстие под ось ролика. Диаметр этого отверстия должен быть немного больше диаметра внутренней обоймы подшипника, иначе подшипник будет подклинивать внутри ролика.
После этого ролик практически готов, осталось только отшлифовать его по наружи и придать ему нужную форму, если это будет бочкообразный ролик.
Ролики можно сделать из круглого капролона или другое название этого материала полиамид-6. Процесс изготовления ролика не отличается от предыдущих. Отрезаем заготовку нужной длины, сверлим отверстия перьевым сверлом под подшипники и обтачиваем по наружи с помощью болгарки.
Еще один способ сделать ведомые ролики — это использовать муфты от полипропиленовой трубы. В продаже есть бочкообразные муфты. Например, муфта чешского производства d 32 Wavin Ekoplastik.
Под эту муфту хорошо подходит подшипник № 201. Подшипник можно запрессовать в муфту с помощью тисков.
Если необходимо сделать прямой ведомый ролик или не смогли найти бочкообразную муфту, то можно сделать ролик из двух прямых муфт. При необходимости данный ролик можно обточить до бочкообразного состояния.
Для одного ролика понадобиться две пластиковые муфты с внутренним диаметром 32мм, три подшипника №201 и шайбы под болт м12. Сначала пластиковые муфты обрезаются, с одной стороны, таким образом, чтобы расстояние от края муфты до внутреннего ребра получилось 5мм. Нам необходимо, чтобы подшипник смог войти в муфту только на половину своей ширины, то есть на 5мм. Подшипник должен упереться во внутренне ребро муфты.
После обрезки муфт запрессовываем с помощью тисков подшипник между двумя муфтами. Он окажется внутри ровно посередине будущего ролика.
Теперь подкладываем шайбы и запрессовываем два подшипника по краям ролика.
Осталось только отшлифовать ролик по наружи.
Рекомендую посмотреть видео по данной теме.
Удобнейший, надежный и компактный ленточный гриндер из болгарки

Шлифовка и заточка весьма неинтересное, продолжительное и кропотливое занятие, если конечно не работать на ленточном гриндере. Это, пожалуй, самый удобный станок для таких задач. Если у вас есть болгарка, тогда вы можете изготовить для нее приставку, позволяющую превращать ее в гриндер.
Материалы:
- Удлиненная гайка М14;
- алюминиевая труба 25 мм;
- листовая сталь 5-8 мм;
- уголок 10х10 мм, 50х50 мм или больше;
- болты, гайки, шайбы М10;
- подшипники с внутренним диаметром 10 мм – 3 шт.;
- пружина растяжения.
Сварочные электроды широкого назначения на АлиЭкспресс со скидкой – http://alii.pub/606j2h
Процесс изготовления гриндера
Сборку самодельного гриндера следует начать с изготовления ведущего ролика, который будет накручиваться на шпиндель болгарки. Для этого потребуется впрессовать в алюминиевую трубку удлиненную гайку М14. Длина трубки подбирается в зависимости от ширины ленты, с которой планируется работать.

Ролик накручивается на болгарку, и она запускается. Нужно обточить его шкуркой на бруске или напильником, чтобы убрать биение.
У болгарки временно снимается редуктор.

Нужно освободить его крышку, чтобы точно перенести имеющиеся в ней отверстия на стальную полосу. Ширина последней подбирается по размеру крышки. По длине она должна немного превосходить длину корпуса болгарки.

Затем она прикручивается вместе с редуктором к болгарке. Для этого штатные винты нужно заменить длинными.


Примерив все по месту, нужно урезать полосу как на фото. Затем с широкой стороны под прямым углом к заготовке приваривается полоса, которая послужит подошвой станка.


В итоге должна получиться Т-образная деталь.

Из широкого уголка делается подпорная площадка для ленты. Одна его полка почти полностью срезается. От нее нужно оставить только 2 узкие плоски, требуемые для крепления к станине. На второй полке делается запил от угла шириной 10 мм по всей длине. Металл оставляется только на креплениях.


Чтобы установить подпор на станину, требуется обозначить места примыкания. Затем сверлим станину, и нарезаем в отверстиях резьбу, а на полосах уголка делаем пазы. Таким образом, получаем регулируемое соединение.



Далее необходимо сделать столик для размещения обрабатываемых на гриндере заготовок. Для того используется стальная пластинка удобного размера. В ней с краю в поперечном направлении прикручивается отрезок уголка 10х10 мм.




В уголке на столике делается паз для удобства регулировки при креплении. Затем примеряем деталь на станину, и делаем отметку для крепления. По ней сверлим стойку, и ввариваем в отверстие отрезок резьбы. Таким образом, столик и подпорная пластина не будут друг другу мешать при регулировках. Столик при этом можно будет устанавливать относительно шлифовальной ленты под прямым или другим углом.



Вверху к станине привариваем гайку для крепления ведомого ролика. Далее берем отрезок узкой полосы длиной 70-100 мм, и просверливаем ее с краю. Вставляем в отверстие болт, и затягиваем его гайкой. Затем набираем на него подшипники через шайбы. В итоге получаем ролик требуемой ширины.




Полоса с роликом просверливаем по центру, чтобы прикрепить ее к приваренной гайке на станине. С оставшегося свободным конца необходимо сделать отверстие для зацепа пружины. Теперь собираем детали с болгаркой.

Далее примеряем имеющуюся пружину, и устанавливаем на станину винт, чтобы ее растягивать, тем самым держа ролик в натяжении. После этого ставим ленту.

Станок фиксируется на столе струбциной, либо же можно просверлить подошву, и прикрутить его. Так как все сделано разборным, то при необходимости болгарку всегда можно снять, когда она потребуется.


Смотрите видео
Каждый может создать ленточный гриндер из обычной болгарки своими руками

Многообразие современных приборов и станков для строительства и ремонта позволяет иметь у себя дома целую мастерскую. Но далеко не все живут в своем доме, а разместить в городской квартире такую мастерскую не каждый имеет возможность. Тогда смекалистые мужчины используют один прибор в качестве другого. Например, можно сделать гриндер из болгарки своими руками.
Гриндер – ленточно-шлифовальный станок, который предназначен для сухой шлифовки изделий. Изделие может быть выполнено из металла, искусственного или натурального камня либо из других твердых материалов.
Сделать гриндер можно самому, если воспользоваться определенными чертежами, а также следовать рекомендациям.
Зачем нужен гриндер?
С помощью такого шлифовального станка можно выполнять следующие операции:
- устранять небольшие дефекты на любой твердой поверхности;
- снимать заусенцы (выступы стекла и прочих материалов после литья, штамповки, обрезки и прочих механических воздействий);
- зачищать коррозийный слой перед дальнейшей обработкой и покраской;
- устранять последствия резки лазером или плазмой;
- снимать облой, то есть излишки материала при литье;
- устранять дефекты в процессе сварки.
Однако не каждый может приобрести в собственное пользование ленточно-шлифовальный станок заводского производства. Во-первых, профессиональное оборудование стоит дорого. А во-вторых, промышленный гриндер имеет большие габариты (на производстве он может занимать отдельное помещение), к тому же транспортировка тоже вызовет немало сложностей. Именно поэтому шлифмашинка из обычной болгарки может получиться при желании почти у каждого в домашних условиях.
Особенности самодельного изготовления
Конструкция гриндера довольно проста, что каждому дает шанс создать такую машинку своими руками. В этом случае можно расширить спектр технологических операций шлифования деталей из различных материалов. Нужно также учитывать, что промышленное оборудование нуждается в периодическом обслуживании, а с ремонтом самодельного шлифовального станка вы легко справитесь без специальных инструментов и оборудования.
Чтобы смастерить гриндер самому, нужно провести подготовительную работу:
 Необходимо набросать чертеж, где отразить особенности вашей конструкции. С помощью подобного чертежа будет понятно, какие именно инструменты и материалы вам понадобятся в дальнейшем. Многие за основу берут чертежи популярных промышленных моделей, используя уже свои материалы.
Необходимо набросать чертеж, где отразить особенности вашей конструкции. С помощью подобного чертежа будет понятно, какие именно инструменты и материалы вам понадобятся в дальнейшем. Многие за основу берут чертежи популярных промышленных моделей, используя уже свои материалы.- Для создания шлифовальной машины понадобятся болгарка, дрель и электролобзик. Лучше выбирать те инструменты, которые рассчитаны на металл.
- Не все детали можно приобрести в магазине, поэтому придется обращаться за помощью к токарю (если вы сами не работаете на токарном станке).
 Необходимо набросать чертеж, где отразить особенности вашей конструкции. С помощью подобного чертежа будет понятно, какие именно инструменты и материалы вам понадобятся в дальнейшем. Многие за основу берут чертежи популярных промышленных моделей, используя уже свои материалы.
Необходимо набросать чертеж, где отразить особенности вашей конструкции. С помощью подобного чертежа будет понятно, какие именно инструменты и материалы вам понадобятся в дальнейшем. Многие за основу берут чертежи популярных промышленных моделей, используя уже свои материалы.Поскольку шлифовку проводят и в горизонтальной, и в вертикальной плоскости, то важно сконструировать станок, который обладал бы большой функциональностью, чтобы полировка любой детали происходила под нужным углом.
Процесс изготовления
Для изготовления силовых деталей нужно использовать металлы толщиной более 10 мл. Основание выполняется из еще более толстого металла – от 12 миллиметров. Соединить элементы можно при помощи винтов и гаек, но придется делать много отверстий в металле. Поэтому опытные мастера для крепления деталей основания предпочитают использовать электросварку.
Наибольшую сложность вызывает изготовление конструкции, отвечающей за вращение поворотного механизма, чтобы обеспечить обработку деталей в разных плоскостях. Все пазы для поворотов делают с помощью фрезерного станка, но если его нет, можно использовать дрель или напильник.
Для упрощения работы многие используют швеллеры. Если необходимо, проводится шлифовка труб болгаркой. Конструкцию из труб и швеллеров присоединяют к металлическому основанию, после чего на нее крепятся четыре ролика:
- приводной – шириной 150 мм;
- натяжной – шириной около 100 мм;
- два небольших – 70 мм (чтобы направлять ленту).
 Опытные мастера советуют использовать ролики из титана или дюралюминия, а насадка на болгарку должна быть из стали, так как она самая большая. Найти титановую болванку подобного размера весьма проблематично.
Опытные мастера советуют использовать ролики из титана или дюралюминия, а насадка на болгарку должна быть из стали, так как она самая большая. Найти титановую болванку подобного размера весьма проблематично.
Есть умельцы, создающие ролики из муфты для полипропиленовых труб 40 мм в диаметре и подшипников 203. В этом случае натягивать ленту необходимо с помощью газлифта. Важно, чтобы все ролики находились на одной линии, чтобы лента не соскакивала. Во многом это зависит от прочности крепления всех деталей. Скорость вращения можно менять с помощью регулятора оборотов на УШМ «Интерскол».
Распределительный коллектор своими руками
Перед тем, как перейдем к подробнейшему рассказу о том, как сделать распределительный коллектор своими руками, давайте сначала обсудим почему его нужно монтировать в 90% котельных и чем чревато отсутствие распределителя в котельной.
Основная проблема систем отопления
Основная проблема систем отопления — это голодание. Все потому, что на одну трубу диаметра подключения котла, а это зачастую ппр диаметром 25 мм, подключают несколько контуров отопления. Таким образом, получается зажатая система с недостатком теплоносителя именно для контуров отопления. В итоге получаем голод системы отопления.
Теплоноситель в системах отопления является именно той средой, которая набирает в себя тепло (теплоемкость теплоносителя) и это тепло в теплоносителе транспортируется по системе трубопроводов от источника тепла к потребителю тепла. Если просто, то тепло, саккумулированное в теплоносителе, путем его нагревания к котле, транспортируется к радиаторам или другим потребителям тепла по трубам.
Вот почему, количество теплоносителя в нашем случае играет ключевую роль. И если теплоносителя не хватает, следовательно, нет и необходимого количества тепла. Поэтому система отопления и голодает.
Некоторые деятели начинают ставить дополнительные насосы, регулирующие клапаны и так далее, не понимая неизменённую истину: количество тепла пропорционально количеству теплоносителя. И как можно снять тепло, если его просто напросто не хватает? Никто не знает. Поэтому, очень важным моментом в распределении тепла является именно правильный расчет котельной, количества котлов, количества контуров отопления и диаметров труб, которыми все это будет обвязано.
Рассмотрим на примере небольшого дома на 100-150 квадратов. Часто в таких домах основным котлом является газовый настенный котел. Как при этом выбрать диаметр труб подключения контуров тепла, если у настенного котла подключение ¾ дюйма.

При этом необходимо подключить два контура отопления и один контур бойлера косвенного нагрева с диаметрами подключения 1 дюйм. Здесь понятно даже школьнику, что у нас превышен диаметр потребителей относительно диаметра котла в несколько раз. Вот почему многие подключают два-три контура отопления к котлу трубой диаметром 25 ппр. Таким образом, теплоносителя и тепла не хватает, и люди начинают жаловаться, что котел плохой, системы плохие, трубы плохие и сантехники тоже не очень.
Из практики я заметил, что плохих котлов, труб, систем и сантехников нет. Просто на данном этапе не у всех может быть отработанная технология производства или недостаток последней и актуальной информации. Вот почему, я часто рекомендую именно клиентам на системы ОВК быть в курсе событий. Это помогает четко ставить задачи вашему мастеру о том, что вы хотите. При этом отследить все реакции и предыдущие работы мастера. Сегодня верить на слово, это очень мало и дорого, потому что, слов много, а дел мало.
Поэтому поговорим о деле и постараемся коротко, и ясно решить проблему нехватки тепла в системах отопления. Как вы уже поняли, основной проблемой отопления является нехватка теплоносителя и вызвано это зачастую именно заужением распределительных трубопроводов от источников тепла к потребителям .
Следовательно, чтобы увеличить количество теплоносителя и тепла, необходимо увеличить диаметр распределительных труб от источников тепла.
Два способа увеличить диаметр распределительных труб
Первый способ годится для котлов со встроенными насосами. Для таких котлов изготавливают термо-гидро распределитель (гидрострелка в народе). К гидрострелке подключают котел и два три контура отопления и приготовления горячего водоснабжения. При этом на каждый контур потребления тепла монтируют свой циркуляционный насос.
Так же многие идут простым путем и подключают к такому котлу небольшой контур радиаторов и теплых водяных полов. Это работает, если сразу с котла перейти с ¾ на 1 дюйм и дальше подключить все трубой, например, ППР диаметром 32.
Но у многих такими малыми объемами работа и строительство не ограничивается. Вот почему не всегда разумно большие дома или общественные строения подключать только к гидрострелке. Стрелка получиться просто огромная и вся котельная будет в трубах.
Чтобы этого избежать был придуман сначала просто коллектор для распределения теплоносителя, а потом из него сделали компланарный распределительный коллектор. То есть два независимых коллектора объединили в один и получили его компланарность.

Компланарный распределительный коллектор одним махом решил проблему количества и размеров подключения котлов и контуров отопления, решилась проблема нагромождения труб и стало очень быстро, и легко делать мониторинг, обслуживание и ремонт котельного оборудования.
Но как обычно, недостаток информации привел к тому, что вроде что-то знаем о распределительных коллекторах, но не применяем, опираясь на авось пронесет. Но не проносит и система отопления теплоносителя постоянно просит. Тепла нет и все попытки высосать тепло из зауженной трубы ведут к трате кучи времени, нервов и денег.
Когда как просто на стадии разговора с мастерами перед монтажом системы необходимо озвучить желание изготовить и подключить все через стрелку и распределительный коллектор. В связке эти два устройства работают еще лучше. Но здесь мы можем столкнуться с невежеством. А это невежество в свою очередь может уговорить вас этого не делать и все посадить на одну трубу.
Изготовить гидрострелку своими руками не составляет большого труда. Берем кусок трубы на три диаметра больше диаметра подключения котла и привариваем на торцы трубы выгнутые заглушки. В заглушки ввариваем резьбы для слива и сброса воздуха. А в тело трубы врезаем резьбы для подключения котлов и контуров отопления. Красим и стрелка готова.
С приобретением и изготовлением распределительного коллектора своими руками немного сложнее. Заводские аналоги часто не подходят под наши условия по количеству подключаемых контуров и их размеров.
Таким образом, бывает сложно или даже невозможно подобрать заводской распределитель под конкретно ваши условия, так как размер коллектора и размер патрубков коллектора ограничены модельным рядом.
Вот почему Вам придется либо отказаться от применения заводского коллектора, либо использовать два или более коллектора. При этом надо будет учесть стоимость двух коллекторов, их монтаж и стоимость дополнительных материалов.
Если у вас небольшой домик, то вполне возможно, что заводской коллектор вам подойдет. Но чаше всего такого не происходит, и многие люди не знают, что с этим делать. Помучавшись и помаясь нанимают сантехника, который делает все на прямую от котла. И потом жалуются что тепла нет.
Вот почему, надо не забывать, что из любой ситуации есть как минимум два выхода. И второй выход из сложившейся ситуации при невозможности использования заводского коллектора заключается в изготовлении распределительного коллектора своими руками.
Вот почему надо уяснить, что без коллектора система более трех контуров будет работать неправильно и зажато. Иначе можно дальше не читать и подключать все на одну трубу и тратить время и деньги, чтобы исправить не работающую систему.
Переходим к изготовлению распределительной коллектора своими руками
Чтобы правильно изготовить коллектор своими руками, необходимо на стадии проектирования вашей системы определить точное количество контуров отопления. Необходимо определить котлы, бойлеры косвенного нагрева, которые будут смонтированы сразу и котлы, которые будут смонтированы в перспективе. Так же это могут быть системы солнечных коллекторов, тепловые насосы и так далее.
После оборудования определяем количество контуров отопления – это могут быть системы радиаторного отопления, теплых полов, конвекторов, теплых стен и так далее.
После точного определения мы будем иметь точное количество контуров (контур это пара подключения на коллектор, состоящая из двух труб подачи и обратки). Мы так же будем иметь точные модели оборудования и контуров отопления с размерами подключения труб.
Так же необходимо определиться с дополнительным оборудованием — это расширительные баки, автоматические клапаны подпитки, краны слива и заполнения системы, манометры, термометры и группы безопасности.
Теперь считаем количество контуров, определяем направление откуда эти контуры придут на коллектор, то есть сверху, снизу или сбоку. Из практики, в торцы коллектора обычно врезаются твердотопливные котлы и бойлеры косвенного нагрева. Настенные электро и газовые котлы обычно врезаются сверху и так же в торец, если в них свои циркуляционные насосы и есть необходимость подключения через гидрострелку.
Контуры отопления при этом врезаются вверх или вниз коллектора, так как коллектор обычно расположен в подвале или на первом этаже.
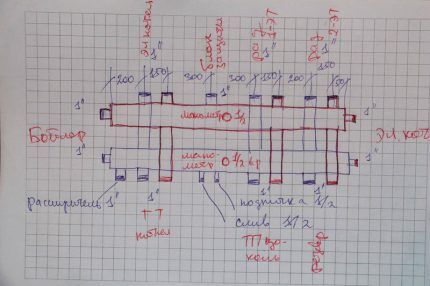
Делаем чертеж
Теперь берем листок бумаги в клеточку или миллиметровку и чертим на ней схему наш распределительный коллектор, который вы будете изготавливать своими руками. При этом расстояние между контурами берем на наше усмотрение. Например, минимум — это 100 мм, а удобный максимум 200 мм. Так же необходимо определить расстояние между подачами и обратками контуров отопления и котлов. Здесь так же минимум 100 мм, а максимум должен быть одинаковым с расстояниями между контурами или намного меньше, чтобы визуально выделить контуры.
Но если вы хотите смонтировать заводские насосные станции или модули подмеса, то определяете их модели и берете точные размеры, которые и переносите на чертеж.
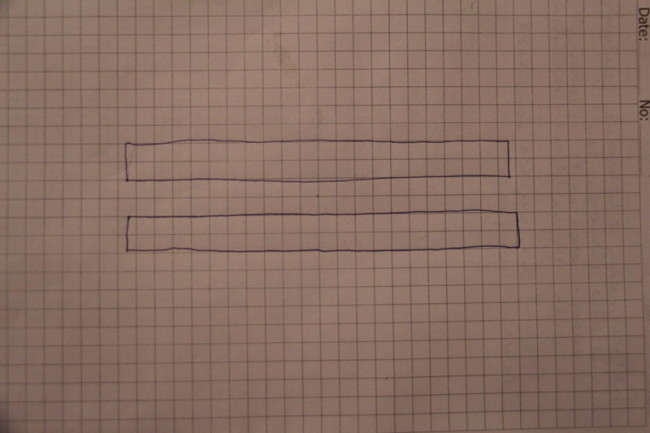
Рассмотрим черчение схемы коллектора на самой распространённой модели коллектора в шесть контуров. Сначала чертим сам коллектор подачи и обратки.
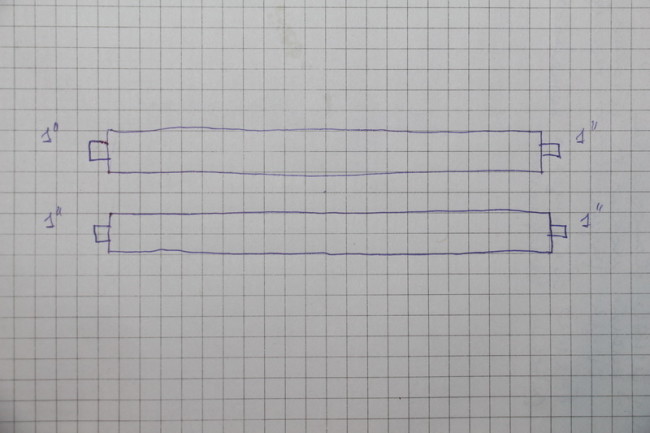
Далее задействуем торцы коллектора. Это может быть котел напольный или бойлер косвенного нагрева. Сразу ставим размеры резьб.
Теперь чертим контуры отопления и других котлов. Сразу проставляем размеры между контурами и размеры резьб подключения. Можно подписать эти контуры и подключения котлов что бы не забыть и ничего не перепутать.
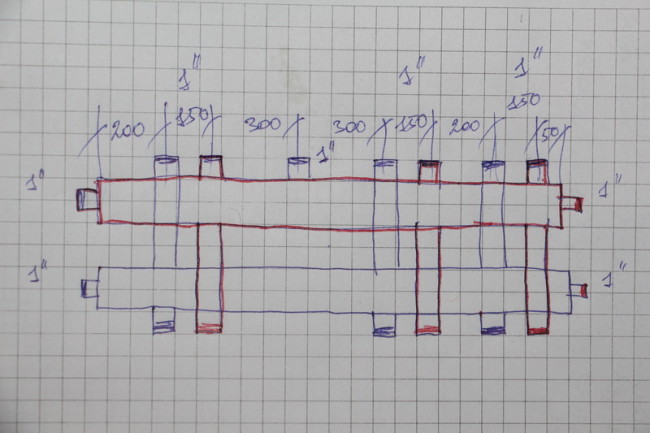
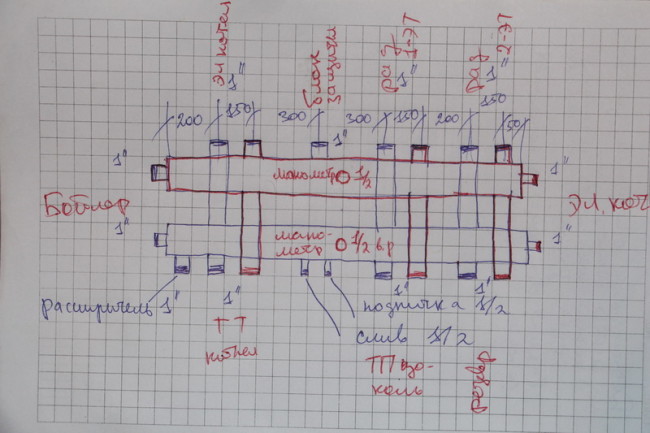
Далее размещаем резьбы дополнительного оборудования и ставим размеры. Это резьбы заполнения системы, слива системы, расширительного бака, блока защиты и термометров в лицевой части коллектора.
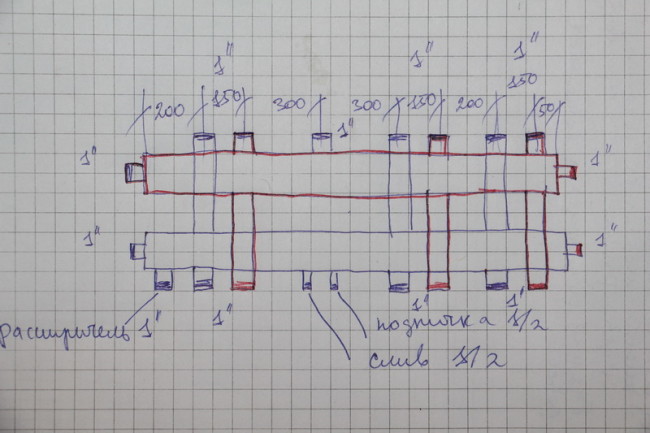
Еще раз все проверяем и при необходимости делаем корректировки, и переносим чертеж на другой чистовой листок. Это и будет отправная точка для точного изготовления распределительного коллектора своими руками.
После нанесения чистового чертежа коллектора считаем необходимый материал и ставим приблизительные или точные цены. Это удобно делать в программе Excel.
После составления сметы коллектора закупаем материал, готовим инструмент и приступаем к изготовлению коллектора.
Изготовление распределителя

Сначала трубоквадрат или трубу для коллектора зачищаем от ржавчины. Делаем разметку с помощью штангенциркуля, линейки и керна.



Прихватываем на сварку.

Обвариваем трубы и резьбы и привариваем крепления.
Тщательно зачищаем швы и окалину от сварки и ржавчины.

Обезжириваем, красим и покрываем лаком.

И по прошествии двух – трех дней получаем готовый к употреблению распределительный коллектор, сделанный своими руками. Продаем его как изделие и дополнительно зарабатываем на монтаже.
Вот почему, запустив систему с таким коллектором, Вы не будете краснеть и выслушивать от заказчика, что система отопления не работает.
Посмотрите, чего добиваются другие люди в изготовлении распределительных коллекторов:
Такого результата можете добиться и Вы без особого труда!
Мне и самому когда-то приходилось делать свой первый распределительный коллектор и я тоже переживал, что у меня может ничего не получится. Но годы упорного оттачивания мастерства в изготовлении распределительных коллекторов довели технологию до идеала.
Сейчас Вы можете завладеть всеми моими знаниями руки и благодаря им с первого раза получить идеально изготовленный коллектор!
В свое время мне приходилось все собирать по щепкам, ибо информации об этом нигде не было. Теперь же я объединил ее для вас всю в одном месте и снял подробный пошаговый видеокурс «Распределительный Коллектор Своими Руками».
Если Вы хотите изготавливать коллекторы на профессиональном уровне, то перейдите прямо сейчас по этой ссылке и узнайте подробно об самостоятельном изготовлении распределительных коллекторов.
Коллектор отопления распределительный
Автономные системы отопления могут быть построены разными способами. Одним из самых популярных типов системы отопления в доме является конструкция с жидким теплоносителем. Обычно в его качестве используется вода со специальными присадками.

Распределительный коллектор отопления
Такая система может иметь несколько обогревательных контуров, например, отопление через радиаторы и через теплые полы. Для того, чтобы вода в такой системе распределялась равномерно – нужен коллектор отопления распределительный.
Назначение отопительного коллектора
Отсутствие распределительного коллектора в системе водяного отопления может привести к тому, что вода в разные контуры системы может поступать неравномерно. В результате у вас будет горячий пол и холодные радиаторы, или наоборот.
Это может происходить от того, что к одному выходному патрубку бойлера может быть подключено несколько контуров отопительной системы. Жидкость протекает по таким соединениям неравномерно, в результате чего части помещений не будет хватать тепла. А ведь именно от количества теплоносителя, проходящего по трубам, объема и скорости его перемещения и зависит эффективность системы теплоснабжения.
трубы, отходящие от бойлера
Некоторые владельцы домов пытаются решить эту проблему установкой дополнительных насосов и регулирующих клапанов. Но это только усложняет систему и не всегда приводит к равномерному распределению теплоносителя.
Как распределяется теплоноситель в частном доме?
Возьмем для примера отопительную систему для частного дома площадью в 100 квадратов. Прибором для нагрева воды будет являться настенный газовый котел, имеющий один выходной патрубок с диаметром ¾ дюйма.
В доме у нас имеется два отопительных контура и один контур, нагревающий воду для бытового использования косвенным нагревом. Все контуры построены из труб с диаметром в 1 дюйм. Как рассчитать и построить эффективную систему теплоснабжения?
Первым делом уясняем для себя, что основной причиной некачественного теплоснабжения является элементарная нехватка теплоносителя в системе. А вот основной причиной такой нехватки является чрезмерно узкие распределительные трубопроводы.
Таким образом, повысить эффективность тепловой системы, то есть увеличить диаметр распределительных труб можно двумя способами:
- При использовании котлов со встроенными насосами к ним подключают гидрострелку (распределитель потоков). При этом на каждом контуре потребления тепла необходимо установить собственный циркуляционный насос. Но такое устройство будет работать только в небольшом здании. При повышении отапливаемых площадей его эффективность и надежность резко падает.
- Наиболее надежным способом станет подключение к источнику тепла водяного распределительного коллектора.
Наиболее совершенный вид распределительного коллектора называется кампланарным. С его помощью эффективно решается проблема соединения труб разного диаметра и объема размещаемого теплоносителя.
распределительный гидроколлектор на 4 контура
Рассмотрим, как своими руками создать системы распределения теплопотоков.
Гидравлическая стрелка и ее функция
Это довольно простое устройство. Его можно изготовить из отрезка трубы с сечением в три раза больше, чем выходной патрубок котла. На торцы отрезка необходимо приварить заглушки выгнутой формы. В заглушках затем прорезаются отверстия с нарезанной резьбой. Они будут служить для сброса воздуха или слива воды. В теле трубы сверлим отверстия, в которых также нарезаем резьбу. К ним мы будем подключать выходной патрубок котла и отопительные контуры. Корпус гидрострелки после этого необходимо зашкурить и покрасить.
Компаланарный распределительный коллектор
Несмотря на то, что в строительных магазинах имеется большой ассортимент распределительных коллекторов разных размеров – подобрать устройство точно под свою систему отопления иногда бывает затруднительно. Может не совпадать или количество контуров или их сечение. В результате вам придется мастерить монстра из нескольких коллекторов, что явно не лучшим образом скажется на эффективности системы отопления. Да и не дешевым будет такое удовольствие.
При этом не стоит верить рассказам «бывалых», что система может прекрасно работать и при прямом подключении к котлу. Это ошибка. Если в вашей отопительной системе имеется более трех контуров – то установка распределительного коллектора является не прихотью, а необходимостью.
А вот при отсутствии в продаже распределительного коллектора, подходящего вам по параметрам – его вполне можно сделать своими руками.
Изготовление распределительного коллектора своими руками
Проект распределительного коллектора разрабатывается исходя из количества отопительных контуров в вашей системе. Оцените, где расположен ваш нагревательный котел, какой в нем имеется входной и выходной патрубок, какое количество отопительных контуров или контуров косвенного нагрева будет задействовано в отопительной системе. Возможно вы планируете увеличивать количество контуров в вашем доме, например, пристроить еще комнату в следующем году. К распределительной системе также могут подключаться солнечные коллекторы, тепловой насос и другие устройства. Также считаем все системы распределительного тепла, включая теплые водяные полы, отопительные радиаторы, фэнкойлы и так далее.
Составляем схему нашей отопительной системы, учитывая, что у каждого контура имеется труба подачи горячей воды и труба обратки.
В ходе проектирования системы не забудьте определить месторасположения дополнительного оборудования, такого как расширительный бачок, клапан автоматической подпитки, сливной кран и кран для заполнения системы, группа термостатов и так далее.
Производит пространственное проектирование, то есть определяем откуда и куда в наш распределительный коллектор будут подключаться трубы. Практика подсказывает, что на торцах коллектора обычно монтируются патрубки для подключения твердотопливного котла и для косвенного нагрева. Если у вас в системе есть настенный газовый или электрический котел – он врезается сверху или также в торец.
Исходя из имеющейся информации составляем чертеж будущего распределительного коллектора. Удобно для этого воспользоваться миллиметровой бумагой. Расстояние между патрубками не должно составлять менее 10 сантиметров, но и разносить их шире 20 сантиметров также не следует. Для одного контура отопления, расстояние меду патрубком подачи и патрубком обратки не должно быть менее 10 сантиметров. Желательно, чтобы группы патрубков одного контура визуально выделялись.
Проектировка коллектора
На приведенном ниже рисунке приведен пример проектирования распределительного коллектора, в который будет подключено шесть контуров отопительной системы.
На первом этапе чертим два прямоугольника. Это собственно коллектор подачи и коллектор обратки.
коллектор подачи и коллектор обратки
На троцах коллекторов проектируем подсоединение котла и бойлера косвенного нагрева. Не забывайте проставлять на чертеже параметры сечения будущих патрубков.
подсоединение котла и бойлера косвенного нагрева
Проектируем подключение контуров отопления и дополнительных нагревательных котлов. Не забывем проставлять сечение труб и размеры патрубков. Подписываем все спроектированные патрубки.
подключение контуров отопления и дополнительных нагревательных котлов
На следующем этапе проектируем подключение дополнительного оборудования. В нашем случае это расширительный бачок, кран слива, защитный блок, термометр системы. Обратите внимание, что контуры подачи теплоносителя выделяются красным, а контуры обратки – синим цветом.
подключение дополнительного оборудования
Это был черновой чертеж. Проверяем его правильность и переносим его начистовую на новый лист бумаги. Именно исходя их этого проекта мы и будем создавать самостоятельно распределительный коллектор.
Изготавливаем коллектор распределения
Проводим расчет материала, необходимого для изготовления коллектора. Легче всего это сделать в электронных таблицах Excel. Заодно в этой программе можно рассчитать и стоимость материалов, потребных для изготовления устройства. Приобретаем необходимый исходный материал и готовим инструменты для самостоятельного изготовления.
Исходными материалами для основных частей коллектора будут служить трубы обычные или квадратного сечения. Производим на них необходимую разметку, используя штангенциркуль, линейку и керн.
Производим необходимую разметку
С использованием газового резака делаем отверстия под патрубки.
делаем отверстия под патрубки
Вставляем патрубки (отрезки труб с резьбой) в посадочные места.
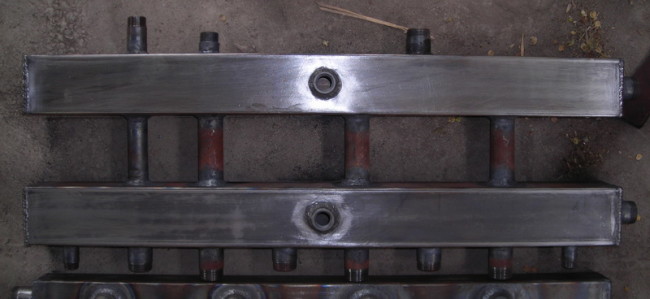
Фиксируем патрубки сваркой. Сначала начерно, а потом обвариваем по всему периметру.
Фиксируем патрубки сваркой
Также привариваем к корпусу кронштейны для крепления на стену.
привариваем к корпусу кронштейны
Зачищаем места сварки от окалины и ржавчины.
Зачищаем места сварки
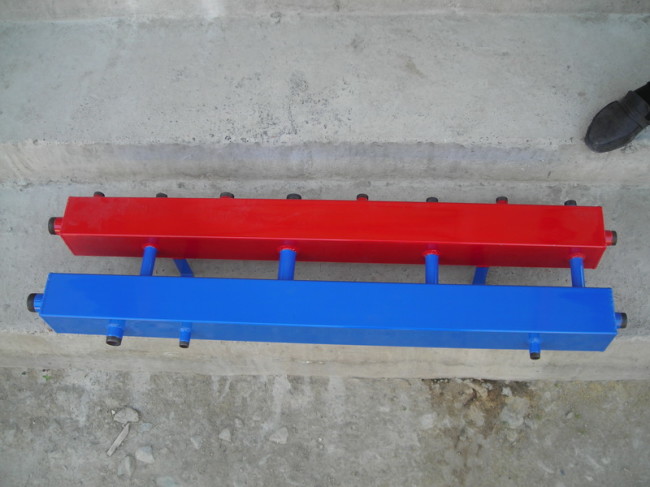
Всю конструкцию обрабатываем обезжиривающим составом, покрываем краской и лаком.
обрабатываем обезжиривающим составом, покрываем краской и лаком
Краска полностью схватывается через два-три дня и нашем распоряжении оказывается самостоятельно изготовленный распределительный коллектор. Теперь осталось только установить его на место и подсоединить к нему все входящие и исходящие контуры.
готовый самодельный распределительный коллектор
Система с распределительным коллектором будет работать намного эффективнее, чем простое нагромождение отопительных труб
Для того, чтобы поймать все нюансы самостоятельного изготовления распределительного коллектора и область его применения – рекомендуем вам посмотреть обучающее видео.
Обзор самодельного распределительного коллектора
Понравилась статья?
Сохраните, чтобы не потерять!
Распределительный коллектор отопления своими руками: схемы и особенности сборки

Определяющей задачей при проектировании автономной системы отопления является равномерное распределение теплового носителя. Эту задачу в системе теплоснабжения выполняет контрольно-регулировочный узел – распределительный коллектор.
От грамотного выбора устройства, качественного монтажа и подключения во многом зависит бесперебойность работы и надежность отопительного контура. Если есть желание установить распределительный коллектор отопления своими руками, то необходимо заранее провести расчеты и спроектировать разводку.
Мы поможем вам в решении этих вопросов. В статье мы рассмотрели конструкцию коллекторной группы, обозначили плюсы и минусы системы обогрева с гребенкой, описали правила проектирования и установки распределительного узла.
Материал дополнен практическими советами по выбору комплектующих, сборке и подключению коллектора к отопительной системе.
Роль коллектора в отоплении
При обустройстве водонапорного узла необходимо придерживаться правила: общая сумма диаметров всех ответвлений не должна быть больше диаметра подающей магистрали.
Применим этот закон и к системе отопления, но выглядеть будет следующим образом: выходной штуцер котла диаметром 1 дюйм допускается к применению в двухконтурной системе с трубами диаметром ½ дюйма.
Для дома, с небольшой кубатурой, что отапливается исключительно радиаторами, такого рода система считается производительной.

На практике, частный коттедж оснащен более модернизированной отопительной схемой, где обустраиваются дополнительные контуры:
- система теплый пол;
- обогрев нескольких этажей;
- помещений подсобного типа и т. д.
При подключении ответвления уровень рабочего давления в контурах становится недостаточным для качественного нагревания всех радиаторов соответственно и режим комфортной атмосферы будет нарушен.
В таком случае для разветвленной отопительной магистрали обустраивают балансировочный узел с помощью распределительного коллектора. Применяя этот метод, можно компенсировать остывание нагретого теплоносителя, что свойственно традиционным одно- и двухтрубных схем.
Посредством оборудования и запорной арматуры производится настройка необходимых показателей температуры теплоносителя для каждой из линий.
Основные характеристики коллекторной системы
Главное различие между коллекторным и стандартным линейным методом перераспределения теплового носителя – деление потоков на несколько независимых друг от друга каналов. Могут применяться различные модификации коллекторных установок, различающиеся комплектацией и размерным рядом.

Конструкция сварного коллектора достаточно проста. К гребенке, представляющей из себя трубу круглого или квадратного сечения, подключают необходимое количество патрубков, которые, в свою очередь, подсоединяются к индивидуальным линиям контура обогрева. Сама коллекторная установка сопрягается с главным трубопроводом.
Также устанавливается и запорная арматура, посредством которой осуществляется регулировка объема и температуры нагреваемой жидкости в каждом из контуров.

Положительные стороны эксплуатации системы обогрева, в основе которой находится распределительный коллектор, следующие:
- Централизованное распределение гидравлической схемы и температурных показателей происходит равномерно. Самая простая модель кольцевой гребенки двух- или четырехконтурного типа может достаточно эффективно сбалансировать показатели.
- Регулирование рабочих режимов тепломагистрали. Процесс воспроизводится за счет наличия специальных механизмов – счетчиков-расходомеров, узла подмеса, запорно-регулировочной арматуры и термостатов. Однако их установка требует правильных расчетов.
- Удобство обслуживания. Надобность в проведение профилактических или ремонтных мер не требует отключения всей сети отопления. За счет задвижной трубопроводной арматуры, монтированной на каждый отдельный контур, можно легко перекрыть поток теплоносителя на требуемом участке.
Тем не менее есть и недостатки в такой системе. В первую очередь – повышается расход труб. Компенсация гидравлических потерь осуществляется посредством монтажа циркуляционного насоса. Его требуется устанавливать на все коллекторные группы. Помимо этого, это решение актуально исключительно в отопительных системах закрытого типа.
Модификации коллекторных узлов
Прежде чем приступать к сбору коллекторного узла, необходимо определить его функциональную нагрузку. Оборудование может быть монтировано в нескольких участках тепловой магистрали. Отталкиваясь от этого, подбирается необходимая комплектация, габариты и уровень автоматизации рабочего цикла.
В действительности для полноценной работы такого узла необходимо два устройства. С помощью гребенки производится распределение по контурам теплового носителя от центрального подающего трубопровода. Обратный коллекторный канал представлен механизмом сбора и точкой отправления остывшей жидкости в котел.

Монтаж самодельной распределительной группы может потребоваться при обустройстве водяных теплых полов или для подготовки стандартного обогрева с радиаторами.
Отличительными чертами обеих вариантов являются их размеры и комплектующие:
- Котельная. Сварная коллекторная группа изготавливается из труб с диаметром до 100 мм. На подаче устанавливается циркуляционный насос и запорные вентили. Обратное кольцо оснащается отсечными шаровыми кранами.
- Система теплый пол. Аналогичная комплектация присутствует и в этом узле подмеса. С его помощью удается существенно экономить на расходе теплового носителя, особенно если дополнительно установлены расходомеры. Подробнее о смесительном узле в системе теплого пола написано в этой статье.
Каждое из этих решений предусматривает индивидуальную схему монтажа. Правильная установка всех элементов может быть осуществлена только после детальных просчетов всех параметров рабочей точки.

Также есть отличия в требуемом количестве циркуляционных насосов. В котельной каждая линия оснащается этим прибором. Для полов с подогревом предусматривается установка только одного.
Проектирование распределительного узла
Универсальной схемы проекта обогрева лучевого типа просто нет. Каждый случай индивидуален, поэтому и комплектуется узел необходимыми приборами частным образом. Однако стоит ознакомиться с обобщенными рекомендациями и правилами.
Правила установки гребенки
Монтаж коллектора невозможен в квартире. Однако есть исключение из правил – в некоторых домах при обустройстве всех коммуникаций, монтируются дополнительные вентили, посредством которых и осуществляется подключение контуров отопления. Такое устройство позволяет осуществить индивидуальную разводку коллектора.
Схематическое обустройство отопления должно быть составлено таким образом, чтобы расположение крана Маевского было на гребенке. Этот вариант считается оптимальным, т. к. со временем из контуров потребуется выпускать скопившийся воздух.
Особенности лучевой группы
Лучевая группа разводки обладает множеством нюансов, но часть из них свойственны и для отопления другой модификации.
Особенности системы с гребенкой:
- В комплектацию контура должен входить компенсационный бачок, с объемом более 10% от общего объема теплового носителя.
- Оптимальное месторасположение расширительного бака — на обратном трубопроводе перед циркуляционным насосом, т. к. здесь меньший температурный режим.
- Если используется термогидравлический распределить, схема проектируется так, чтобы бачок размещался перед главной помпой, отвечающей за принудительное перемещение воды в обвязке котла.
- Монтаж циркуляционного насоса осуществляется в строго горизонтальном положении. Если не придерживаться этого правила при первой же воздушной пробке прибор лишится охлаждения и смазочного материала.
Распределительная группа может быть собрана из различных материалов: полипропилен или металл. Подбор осуществляется исходя из навыков работы и наличия инструментов для соединения деталей.

Также важным считается и процесс подбора труб для монтажа распределительной группы.
Основные факторы, учитывающиеся при выборе элементов контура:
- Приобретение труб только в бухтах. За счет этого не выполняются соединения в разводке, монтированной под бетонной стяжкой.
- Термостойкость и степень прочности на разрыв должны определятся индивидуально, исходя из технических данных отопительной системы.
За счет предсказуемости рабочих характеристик автономного обогрева можно использовать полипропиленовые трубы. Они не имеют нежелательных соединений и продаются цельными линиями по 200 м.
Материал отличается термоусточивостью и способен выдерживать до 95°C с допустимым уровнем давления на разрыв в 10 кг/1 см 2 .

Для многоэтажного здания предпочтительно выбрать трубу-гофру из нержавеющей стали.
Этот материал показывает отличные технические возможности, позволяющие справиться с такой нагрузкой:
- разогретый теплоноситель до 100 °C, что более чем достаточно для отопительного контура;
- давление до 15 атм.;
- давление на разрушение до 210 кг/1 см 2 .
Фитинги, предназначенные для полипропилена, могут быть пластиковыми или изготовленными из латуни. Штуцерное соединение оснащено стопорным кольцом, которое нанизывается на трубопровод.
Важной характеристикой полипропиленовых труб считается память на механическую обработку в результате которой происходит пластическая деформация вещества.
Например, при растягивании труб экстендером и установки в разъем штуцера, через определенное время труба вернет свое прежнее состояние и обожмет деталь. Зафиксировать контакт можно стопорным кольцом.
Расчет отопительного коллектора
Изначально для изготовления термогидравлической гребенки понадобится рассчитать ее основные параметры – длину, диаметр сечения патрубков и количество веток тепловой магистрали. Просчитать эти характеристики можно самостоятельно или использовать специальное программное обеспечение.
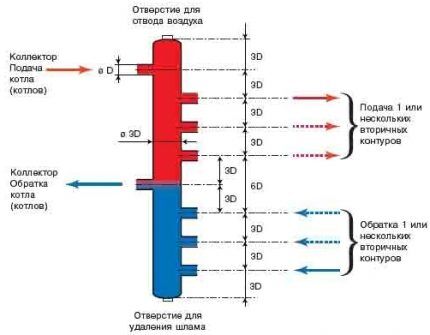
Гидравлический баланс конструкции – основное условие, требующее соблюдения. Применяя правило трех диаметров для гидроразделителя необходимо выполнить следующее действие – суммировать диаметр сечения подключаемых контуров.
В итоге получаем сумму, равную диаметру основной трубы, подключающейся к подающей линии. Задействование этого принципа снижает вероятность нарушения баланса всей системы обогрева.
В качестве места под распределительный узел используют специальный шкаф или корпус. При обустройстве системы необходимо придерживаться допустимого минимального расстояния между двумя теплопроводящими линиями входа и выхода – 6 диаметров.
Также актуален и вопрос корректного подбора производительности циркуляционного насоса. Для этого необходимо вычислить удельную норму водопотребления системы и, отталкиваясь от результатов, производить выбор помпы.
Если схема осложнена несколькими гребенками, просчет выполняется для каждого отдельного контура и в общем для всей системы.
Самостоятельная сборка оборудования может быть осуществлена посредством трубы с любым видом сечения. Этот аспект не оказывает влияние на функционирование устройства, и не увеличивает местные потери. За счет циркуляционного насоса они будут компенсированы.
Правила подбора комплектующих
Выполнив все расчеты, следующим действием будет подбор необходимого комплекта механизмов. Самый простой набор состоит из запорной арматуры. Однако с таким устройством сложно регулировать мощность отдельных отопительных линий.
Для решения этой задачи на подающую гребенку устанавливают кран-буксы, посредством которых возможна плавная настройка. На обратный коллектор монтируют ротаметры.

Для теплых водяных полов схема комплектации будет отличаться.
Для сборки потребуются такие элементы:
- Запорно-регулирующий клапан. Монтаж производится на соединительные патрубки. С помощью этой арматуры осуществляется полная или частичная остановка притока теплоносителя. Рекомендуется применять автоматическую модификацию.
- Ротаметры. Такие элементы монтируют на обратный коллектор. Они выполняют аналогичную функцию, как и предыдущий элемент, только в обратном трубопроводе.
- Узел подмеса. Посредством микширования потоков горячей и холодной воды оптимизируется заданный рабочий режим обогрева.
Комплект коллектора обязательно оснащается группой безопасности во главе с манометром, воздушным клапаном, термостатом и циркуляционным насосом. Он может быть дополнен сервоприводами, управление которыми воспроизводится через контрольный электроблок. Таким образом, работа системы может быть автоматизирована.
Тонкости самостоятельной сборки
Перед изготовлением коллектора необходимо составить схему с расположением всех элементов узла. В качестве материала изготовления лучше выбрать стальные трубы с квадратным типом сечения. Такой вид несложен в обработке, что существенно снижает трудозатраты на установку патрубков.

Поэтапный процесс производства сборной конструкции распределительного узла выглядит следующим образом:
- Разметка и раскрой основного корпуса. Согласно проектной схеме, необходимо сделать разметку профильной трубы. С помощью газового резака делают отверстия в отмеченных зонах.
- Подготовка соединений. На патрубках посредством плашки нарезается резьба.
- Укомплектовка. Далее подготовленные отрезки трубы приваривают к корпусу. Их фиксацию необходимо выполнять прихваткой точечной сварки. Затем при основной сварке заготовки привариваются по краям.
- Крепежные элементы. К блоку приваривают кронштейны для крепления.
- Очистка и финишное покрытие. После зачистки корпус грунтуется и покрывается жаростойкой краской для металлических изделий. Покраска подающего и обратного контура выполняется двумя разными цветами для удобства определения.
Если для изготовления используются трубы из полипропилена, стоит обратить внимание на наличие в них армирующего слоя. При его отсутствии пластиковая конструкция может быть подвержена деформации от присутствующего температурного режима.
Для тех, у кого нет в наличии специальных инструментов, можно собрать гребенку из отдельных готовых элементов. Лучше подбирать комплектующие одной фирмы.
Установка гребенки в отопительную систему
Первоочередная задача – проверка распределительного коллектора на герметичность соединений. Установка реализуется по проектной схеме. В зависимости от материала, используемого для изготовления основного блока, определяются условия подключения.

Выбор технологии подключения полностью зависит от модификации применяемого прибора.
Кроме выдержки уровня, при монтаже необходимо следовать и таким правилам:
- котлы электрического и газового типа подсоединяются к верхним или нижним патрубкам;
- в торцевой части конструкции монтируется циркуляционный насос;
- подключение контуров может быть осуществлено вверху или внизу гребенки;
- приборы косвенного обогрева и котлы, функционирующие на твердом топливе, должны подсоединяться в распределительную группу сбоку;
- весь гидроразделительный узел для системы теплый пол размещается в защитном коробе — так снижается риск повреждения составляющих элементов коллектора.
На финишном этапе необходимо произвести контрольный запуск отопления для своевременного определения скрытых или явных недостатков сделанной конструкции.
Дополнительная информация по организации лучевой системы отопления с использованием распределительной гребенки приведена в этой статье.
Выводы и полезное видео по теме
Подробный технический процесс сборки коллекторной группы:
Готовые гребенки для обустройства теплого пола, оборудованные не всегда нужным функционалом, в следствии своей высокой стоимости недоступны для широких масс пользователей. Посмотрим, как собрать бюджетный вариант конструкции своими руками:
Реализация распределительной группы может быть выполнена и с помощью полипропиленовых труб. Как это сделать, можно узнать из видеосюжета:
Правильный подбор составных элементов и монтаж коллекторного узла – залог эффективной и надежной работы отопительной магистрали. За счет минимального количества соединений риск протечек сведен к минимуму. Важный плюс – возможность контроля и настройки каждого контура отопления.
Поделитесь с читателями вашим опытом сборки и подключения распределительного коллектора. Пожалуйста, оставляйте комментарии к статье, задавайте интересующие вас вопросы и участвуйте в обсуждениях. Форма обратной связи расположена ниже.





