Какие флюсы использовать для пайки микросхем
Пайка миниатюрных компонентов (микросхем, в частности) широко распространена среди любителей сборки электронных изделий и самодельных гаджетов, желающих изготовить их своими руками.
Для приобретения навыков по формированию надёжного неразъёмного соединения по этому методу, прежде всего, потребуется освоить в полном объёме основные приёмы обращения с нагревательным пробором (паяльником). Во-вторых, надо изучить особенности и порядок выбора расходных материалов (припоя, а также флюса для пайки микросхем).
Для печатных плат под микросхемы
 Согласно действующим стандартам используемые при пайке микросхем расходники должны обладать относительно низким температурным показателем плавления, а также иметь малую удельную массу.
Согласно действующим стандартам используемые при пайке микросхем расходники должны обладать относительно низким температурным показателем плавления, а также иметь малую удельную массу.
Лишь при соблюдении этих условий удаётся достичь требуемого проникновения флюса вглубь вещества соединяемых материалов, обеспечивая при этом заданную прочность паяного соединения.
Несущим основанием для миниатюрных радиоэлементов (микросхем) являются специальные платы из текстолита заводского или самостоятельного изготовления. Использование заранее подготовленных печатных плат обеспечивает удобство и компактность пайки электронных схем, оформленных в виде самостоятельного узла или блока.
Контактные дорожки таких оснований изготавливаются методом напыления меди на пластину из стеклотекстолита (гетинакса), так что ножки микросхем при пайке соединяются именно с этим металлом.

Таким образом, специальный флюс для пайки плат должен обладать универсальными свойствами, обеспечивая идеальный контакт ножек микросхемы с медными проводниками.
Отечественной промышленностью освоен выпуск нескольких образцов таких флюсов, некоторые из них поступают в продажу в пластиковой герметичной упаковке ёмкостью около 30-ти миллилитров.
Этот универсальный расходный материал является классическим образцом низкотемпературной органической смеси, используемой для пайки микросхем феном или с помощью паяльника. Один из производителей современных безотмывочных флюсов для пайки микросхем – CyberFlux. Широко известен флюс СКФ.



Среди иностранных производителей можно выделить MECHANIC, Amtech, KINGBO, MARTIN. Они отличаются ценой и объемом, есть некоторые различия в составе марок.

При работе с готовым флюсом, состоящим из этилового спирта и специальных катализирующих добавок, создаваемая в зоне спайки температура не превышает 110-300 градусов. Указанная нейтральная смесь может применяться как при ручном, так и при автоматизированном (поточном) методе пайки элементов.
Чем смывать
Для смывки флюса по завершении пайки микросхемы рекомендуется применять любой подходящий для этих целей растворитель, посредством которого можно убрать разводы и следы нейтрального состава.
Чаще всего для удаления остатков флюсового состава после пайки используются следующие популярные виды растворителей:
- чистый технический или медицинский спирт;
- обычный ацетон (или его смесь с другими химическими веществами);
- спиртосодержащие парфюмерные составы (хотя их применять нежелательно).

 В продаже имеются специальные «отмывки» для удаления флюса с плат, при изготовлении которых (за небольшим исключением) используются те же составляющие.
В продаже имеются специальные «отмывки» для удаления флюса с плат, при изготовлении которых (за небольшим исключением) используются те же составляющие.
Очищать платы всеми перечисленными выше составами рекомендуется в следующей последовательности.
Сначала берётся кусочек чистой мягкой фланели, который затем смачивается в небольшом количестве жидкого растворителя (из состава рассмотренных ранее смесей).
На завершающей стадии очистки участок микросхемы с использованным флюсом тщательно протирается смоченной ранее тряпочкой, которая хорошо отмоет все оставшиеся на нём следы и разводы. После того, как обработанные места полностью высохнут – можно будет приступать к их покрытию защитным лаком.
Изготавливаем своими руками
Для самостоятельного изготовления флюса следует приготовить порядка 20-ти грамм растёртой в порошок канифоли, которая затем разводится в 40 граммах чистого технического спирта.
После смешения компонентов и встряхивания ёмкости со смесью порошок начнёт быстро растворяться в спирту и через некоторое время окончательно переходит в жидкую фазу.
В качестве ёмкости под самодельный флюс для пайки микросхем удобнее всего использовать небольшой хорошо вымытый стеклянный пузырёк. Подойдет емкость из-под лака, в пробку которой уже встроена кисточка для нанесения состава.
Этот вариант выбора ёмкости хорош также тем, что специальная заворачивающаяся пробка позволяет содержать смесь в условиях повышенной герметичности, что обеспечивает её хорошую сохранность.
В заключительной части обзора отметим, что порядок выбора флюсового состава и смывки для него определяются условиями предстоящих работ, а также зависят от особенностей контактных площадок и микросхем, подлежащих пайке.
Флюс для пайки микросхем
Автор: Игорь
Дата: 14.10.2017
- Статья
- Фото
- Видео
Во многих отраслях промышленности и производстве используют флюс для пайки микросхем, который служит неотъемлемым атрибутом неразъёмного характера соединения твёрдых материалов между собой. Для того чтобы обеспечить качественное соединение понадобятся специальные наборы, рабочие инструменты, а также расходные вещества в виде припоя и жидкого флюса для пайки микросхем. Согласно общепринятым правилам, материал должен иметь отличную природу низкой температуры плавления, а также малый удельный вес. Сочетание этих факторов позволит флюсу глубже проникать в структуру соединяемых металлических изделий, обеспечивая при этом прочность соединения.
Флюс для пайки радиодеталей
Какие виды и технологии существуют? 

Опытный профессионал знает точно, какой флюс использовать для пайки микросхем, в то время как начинающий мастер должен изучить не один десяток технической литературы, чтобы правильно определить направление. Попробуем детально разобрать каждый материал твёрдого металла, где требуется правильно выбрать флюс для пайки микросхем.
- Серебро. Для этого материала используют специализированный тип флюс гель для пайки, который предотвращает появление так называемой оксидной плёнки и позволяет обезжирить зону пайки. По общепринятым правилам, поверхность серебряного изделия необходимо прогреть до определённой температуры, где должна образоваться своеобразная защитная плёнка. Флюс для пайки микросхем с серебряным материалом негорючий и диапазон плавления варьируется от +520 С до +820 С.
- Латунь. В этом случае используется универсальный флюс для пайки СКФ, который также используется для латуни, некоторых металлических изделий, а также меди, коррозийной стойких материалов, оцинкованного железа и т.д. По окончании рабочего процесса образуется универсальная технология обработки, которая включает в себя антикоррозийную защиту поверхности.
- Нержавейка. Для группы нержавеющих металлов лучше всего использовать ортофосфорную кислоту, которая имеет классификацию средней группе неорганических компонентов. По своей сути материал образует гигроскопические миниатюрные бесцветные материалы кристаллов на своей поверхности. При достижении температуры +213 С материал флюса для пайки радиодеталей превращается в новый материал – пирофосфорную кислоту. В итоге, готовый материал имеет способность отлично растворяться в воде, поэтому в большинстве вариантов в его составе присутствует 85% раствор воды. К слову, жидкость имеет отличную способность растворяться также в растворителях, а также в этаноле. Раствор служит также веществом, который очищает поверхность обрабатываемого изделия от ржавчины и прочих коррозионных эффектов.
- Алюминий. Традиционно используют флюс для пайки микросхем, в составе которого присутствуют оловянно-свинцовые компоненты припоя. Но, в последнее время разработаны иные материалы для соединения деталей из алюминия, где в качестве компонентов используют цинк, а также кадмий или улучшенный висмут. Использование данных компонентов обеспечивают высокое соединение алюминиевых деталей. Правильный выбор компонентов для соединения алюминия зависит от многих второстепенных факторов, и нередко используют «бинарный вариант флюса», где в обязательном порядке присутствует ортофосфорная или обычная фосфорная кислота. Процесс безотмывочного нанесения вещества предусматривает нанесение тонким слоем, при этом в конечном итоге появляется отбеливающий эффект на алюминиевых концах обрабатываемого изделия. По окончании работы не требуется дополнительная зачистка алюминия.
- В радиоэлектронике. Для небольших и несложных работ с радиоэлектроникой используют флюс для пайки микросхем своими руками на основе канифоли, который имеет свойство растворяться в спиртовой основе. Очень часто используют традиционную спирто-бензиновую смесь. Главное требование использования данных материалов, это низкая степень утечки тока, а также максимально низкие данные коррозийности обрабатываемой поверхности.
- Черные металлы. Этот тип материала имеет специальные физические и химические характеристики, поэтому для черных металлов используют припой на основе хлорида цинка, который имеет категорию либо малого (низкого), либо среднюю степень рабочей активности. Рекомендуется данный тип флюса использовать для эмалированных ванн. Активный вариант припоя позволяет перед началом рабочего процесса удалить оксидную плёнку с обрабатываемой поверхности, а также снизить возможное натяжение по поверхности материала обработки. Обратите внимание, что активный материал для припоя бывает в виде порошка, жидкой пасты, а также как в чисто жидком виде. В последнее время промышленность производит специальную флюс-пасту, которая облегчает рабочий процесс пайки поверхности изделий из чёрного металла.
- Медь. Для соединения любой медной поверхности изделия применяют основу припоя, в составе которого присутствует медно-фосфорная основе, с обязательным составом компонентной составляющей 15% серебра. Главная характерность таких припоев, это отличное сцепление меди в экстремальных условиях эксплуатации, поэтому такой вариант нередко используют в холодильной промышленности. Высокая текучесть, это один из положительных моментов припоя, который растекается по всей поверхности, обеспечивает заполнение пор повреждённых участков медных труб.
ТОП-10 флюс компонентов для пайки радиодеталей
Для того чтобы обеспечить высокое соединение участков пайки микросхем, промышленность предлагает разнообразные варианты выпуска припоев. Ниже приведём наиболее известные варианты:
- Раствор таблетки аспирина в одеколоне, салициловом спирте, нашатырь с глицерином. Это самый простой способ, который можно изготовить самостоятельно.
- Паяльная кислота или ортофосфорная. Самый массовый вариант припоя, который имеет один характерный недостаток, это резко токсичный запах, который негативно влияет на организм.
- Бура. Для этого флюса предусмотрен вариант высокой температуры пайки до +900 С, то есть можно паять горелкой. По окончании работы необходимо смывать обрабатываемую поверхность.
- Паяльный жир. Медленный вариант припоя, который имеет вялую текучесть. Рекомендуется использовать для тех частей поверхностей металлов, которые имеют очень сильное загрязнение, например – радиатор автомобиля.
- Флюсы различной направленности. Серия ЛТИ, ТАГС, ЗИЛ, ФИМ и т.д. Очень сильный эффект пайки, который позволяет добиться хороших результатов соединения поверхностей изделия. Недостаток – необходимо постоянно проветривать помещение от скопления газов и продуктов испарения.
- Канифоль. Природный материал, который подарен матушкой-природой. Отличная способность к соединению любых сложных изделий. Недостатки мизерные, чаще всего материал издаёт едкий запах, который затрудняет рабочий процесс пайки.
- Спиртовой канифольный флюс или ФКС или СКФ. Самый доступный и популярный флюс в радиоэлектронике, который на 60-80% состоит из обычного спирта, а оставшаяся часть 20-40% это обычная канифоль. Такой состав можно приготовить даже в домашних условиях.
- Бронза. Рынок гелевых паст представлен широко, мы рекомендуем обратить внимание на Amtech RMA-223, где в составе присутствует канифоль, а также растворитель.
Какой флюс и припой лучший для пайки электроники
Для соединения металлов существуют много различных способов, это и сварка электрическим током, который плавит металл и резьбовые/клепочные соединения и конечно же пайка. В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике.

Для любой пайки металлов нужно два элемента ПРИПОЙ и ФЛЮС. В редких случаях, когда пайка производится однородных и чистых от оксидный пленки металлов применяют исключительно припой, но в большинстве случаев добавляют еще и флюс, который выступает дезинфектором поверхности перед нанесением припоя
ПРИПОЙ
Припой может быть флюсованый и офлюсованый , где отличие одного от другого расположение флюса, как правило для высокотемпературной пайки МАПП газом припои офлюсованые т.е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованым.

Температура плавления олова 231 °C, а температура плавления свинца 327,5°C но если их смешать то температура плавления будет ниже
ПОС-15 — 280 °C. (15% олова, 85% свинца)
ПОС-25 — 260 °C.
ПОС-33 — 247 °C.
ПОС-40 — 238 °C
ПОС-61 — 183 °C
ПОС-90 — 220 °C (90% олова, 10% свинца)

Как мы поняли оптимальное содержание свинца и олова 39 на 61, хотя многие иностранные припои купленные на аллиэкспресс и других сайтах имеют соотношение 63 на 37.
Оценка припоя на качество
Основных оценок припоя две, это текучесть, т.е. насколько хорошо припой растекается по поверхности контакта и структура поверхности после пайки (матовая или блестящая). Считается что чем легче растекается припой и чем блестящей его поверхность после пайки, тем лучше его качество. Так же встречаются припои которые после пайки на своей поверхности оставляют бугры и неровности, что считается недопустимым, так же как и трещины после остывания
Что лучше ПОС 40 или ПОС 61
Если изогнуть эти два припоя то ПОС 40 будет гнуться без хруста, в то время как пос 60 грустить при изгибании, это и говорит о недостатки одного и преимуществах другого, ведь именно гибкость и пластичность очень часто нужна в радиомонтаже, так же встречается и вибрационные нагрузки, которые естественно лучше выдерживает ПОС 40, но при его применение поднимается температура, а следовательно возрастает риск перегрева радиокомпонентов или дорожек
Сплав розе
Олово 25 Свинец 25 Висмут 50
Температура плавления 95%
В отличие от справа ВУДА обладающего теми же параметрами менее тактичный, так как не содержит кадмий
Для пайки не применяется, так как материал более хрупкий по сравнению с ПОС 61 припоем, но лудить можно в воде, где поднимают температуру кипения добавлением глицерина (кипение 290 градусов), чтобы не было испарение воды и металлы не попадали вместе с паром в легкие человека
Так же при лужении в раствор воды и глицерина можно добавлять лимонную кислоту, что увеличивает качество, так как раствор становится флюсом. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Безсвинцовые припои
В последнее время все больше и больше трубиться тема экологии, если ты не сделал экономичную шубу или электрокар ты плохой и не нужно покупать товар у тебя больше. Не важно, что для производства электрокара урон экологии идет такой же если не больше, но на начальном этапе производства батарей и их утилизации в дальнейшем. Да сам процесс безопасен для экологии по сравнению с бензиновыми двигателями, но это лишь иллюзия если считать со стадии производства до стадии утилизации.

Экологичный вопрос терзает и производителей электроники, которые стали убирать из состава своих припоев свинец, на мой субъективный взгляд это приводит к более сложному ремонту и одноразовости техники.
Какой диаметр припоя купить?
Основным правилом в выборе диаметра припоя считается объем пайки, если Вы используете припой для пайки силовых установок с толстыми проводниками, то Вам необходим припой с диаметром 1.5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно “тонкую” электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм
ФЛЮСЫ
Второй элемент любой качественной пайки является флюс, который может быть в двух состояниях жидкий и твердый. Под твердыми флюсами мы понимаем классическую канифоль, а под жидкими ЛТИ или раствор глицерина

Отмывочный и безотмывочный
Профессиональные мастера по ремонту электроники очень чистоплотны, ведь после их работы не должно остаться ни единого следа, тем более на плате не должно оставаться следов флюса. В зависимости от агрессивности флюса он может хорошо работать в процессе пайки, но и так же хорошо разрушать проводник после пайки и через 2-3 года после ремонта техника может вернуться обратно в ремонт, изрядно подмочив репутацию мастера. Поэтому большинство мастер предпочитают всегда отмывать плату от флюса.
Канифоль
Канифоль применяется для пайки/лужения меди и ее сплавов, а так же стали и цинка, но она не применятся для пайки алюминия и алюминиевых сплавов, для их необходим свой флюс по алюминию

Сама по себе канифоль является диэлектриком, но по мимо этого она очень хорошо впитывает влагу из атмосферы, поэтому возникает коррозия соединения и места пайки, а так же усиливает вероятность токов утечки, которые приводят к сбоям в работе
Глицерин
Глицерин это органическое вещество относящееся к спиртам, но в отличие от своих младших братьев метанола (один атом углерода) и этиленглюколя (два атома углерода) не токсичен и имеет сладковатый вкус. По мимо применения в пайки радиокомпонентов глицерин применяется и в популярный на текущий момент у молодежи, электронных сигаретах, а в прошлом глицерин применялся для производства динамита
По мимо глицерина часто применяют такие вещества как вазелин или паяльный жир, но по сравнению с флюсом ТАГС на основе глицерина они уступают в спектре применения, ведь ТАГС подходит для пайки как меди, так и стали, никеля и сплавов меди (латунь и бронза)

ЛТИ-120
По своей сути флюс ЛТИ состоит из канифоли, растворенной в спирту и добавлены активаторы, которые позволяют паять комфортно не только медь, но и латунь с бронзой. В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
Удачи в ремонте!
Флюс для паяльника
В ремонте электроники необходимо иметь не только паяльное оборудование в виде паяльника или паяльной станции, но так же необходимы припои и всевозможные флюсы, как отмывочные, так и безотмывочные. При этом припои тоже деляться по содержанию свинца и олова в своем сплаве и в зависимости от этих пропо.
Как выбрать флюс для пайки микросхем
Флюс для пайки микросхем содержит в своем составе специальные реагенты и добавки и хорошо знаком всем специалистам в области электроники. Эти составы используются как любителями, так и в промышленном производстве. Главная задача флюса для пайки – максимальное распространение припоя по поверхности и улучшения адгезии деталей с самим припоем.
Есть самые различные виды флюсов, отличающиеся своим составом, сферой применения, влиянием на сам припой, а как может улучшаться или наоборот, ухудшаться качество пайки и другими техническими отличиями. В данной статье будут разобраны самые распространенные его разновидности и марки, как правильно их использовать, а также приведено, как правильно паять схемы и электронные детали с помощью этих флюсов.

Разновидности флюсовых составов
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк.
- При рассмотрении вопроса о том, для чего нужен флюс при выполнении пайки материалов, любое дополнительное пояснение можно считать излишним.
- Для полного понимания сферы применения и особенностей работы необходимо ознакомиться с известными видами используемых на практике флюсов.
- В соответствие со своим основным назначением, а также по степени воздействия на соединяемые изделия все флюсовые составы для пайки подразделяются на следующие категории:
- неактивные или нейтральные флюсы, не включающие кислот и практически не проводящие электрический ток;
- активные или кислотные флюсовые реактивы, приготавливаемые на основе соляной кислоты;
- защитные (антикоррозийные) флюсы, позволяющие уберечь контактную зону пайки уже готового соединения от ржавчины и разрушения.
Каждая из этих категорий находит свою сферу применения. Есть флюсы, которые нужны преимущественно для пайки электронных схем. Производят флюсы в виде паст, гелей и жидкостей.
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса.

Нейтральные вещества
К нейтральным флюсам можно отнести канифоль, использовать которую рекомендуется при пайке мелких радиотехнических компонентов и микросхем. Этот популярный реагент нужен для того, чтобы паять разнородные по структуре детали из меди и её сплавов при сравнительно невысоких температурах нагрева места стыка (не более 450-ти градусов). Причём проведение этой операции допустимо даже при наличии на поверхности заготовок тонких оксидных плёнок.
Благодаря малой активности флюсы на основе канифоли обеспечивают защищённость изделий от коррозии и пользуются в связи с этим повышенным спросом. При приготовлении рабочего состава в растолчённую до порошкообразного состояния канифоль добавляются спирт, глицерин или скипидар, что способствует улучшению качественных показателей смеси. Продаются нейтральные флюс-гели, которые нужны для бессвинцовой пайки микросхем. Их удобно наносить специальным шприцем-дозатором.
Активные и антикоррозионные
Активные флюсы так же нередко изготавливаются на основе канифоли, доведённой до порошкообразного состояния. Однако в этом случае в составе приготавливаемой смеси в небольших объёмах содержатся органические соединения (кислотные или аминовые). Благодаря этому с её помощью удаётся припаять к металлическому основанию не только медные детали, но и серебряные, никелевые и стальные изделия или заготовки.
В более сложных условиях пайки нужны активные флюсы на основе соляной кислоты с добавкой хлористого цинка, получаемого в результате простой реакции замещения. Эта разновидность флюсовой добавки хорошо известна профессионалам: чаще всего она выпускается и продаётся под названием «паяльная кислота». Кислотные флюсы нужны для пайки алюминиевых деталей.
Сфера применения флюсов этого класса – запайка изделий из меди и серебра. Также они нужны для пайки стальных заготовок и различных сплавов. Поскольку эти реагенты относятся к разряду химически активных составов, паяние с их применением позволяет эффективнее бороться с окисными плёнками.
Такая активность обеспечивает более интенсивное взаимодействие с основным металлом, из которого изготовлены сплавляемые заготовки. Ещё одной особенностью этих реагентов является высокая электрическая проводимость, что исключает возможность их использования в качестве изоляционного защитного покрытия.
Существуют составы на основе фосфорной и органических кислот. Зачем вообще нужны такие флюсы? Они относятся к категории антикоррозионных и применяются для удаления с металлических поверхностей остатков и следов ржавчины, а также для защиты от возможности появления окислов после пайки (в процессе эксплуатации).
Поскольку при приготовлении этих смесей используются кислотные составляющие – они очень напоминают паяльные кислоты. Однако в отличие от последних антикоррозийный флюс для пайки не устраняет оксидных плёнок. Он нужен доя защиты от разрушений, возможных из-за реакции окисления.
Порядок применения
Флюсы могут находиться как в твёрдом (пастообразном), так и жидком состоянии и продаваться в упаковках самой различной формы и объёма. Так, твёрдая канифоль поступает в продажу в плоских баночках, оснащённых плотно закрывающейся крышкой. Согласно исходному агрегатному состоянию этих составов различают следующие способы их применения:
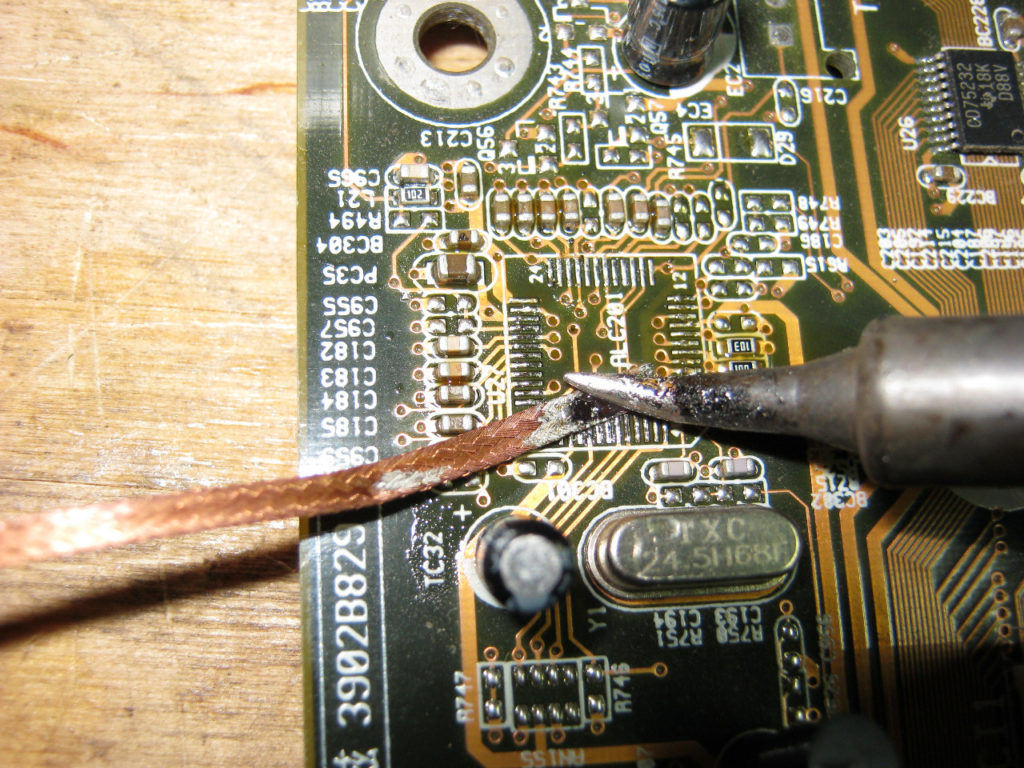
- при твёрдом флюсе во время пайки жало паяльника сначала нужно окунуть в тело реагента, после чего им захватывают небольшое количество припоя;
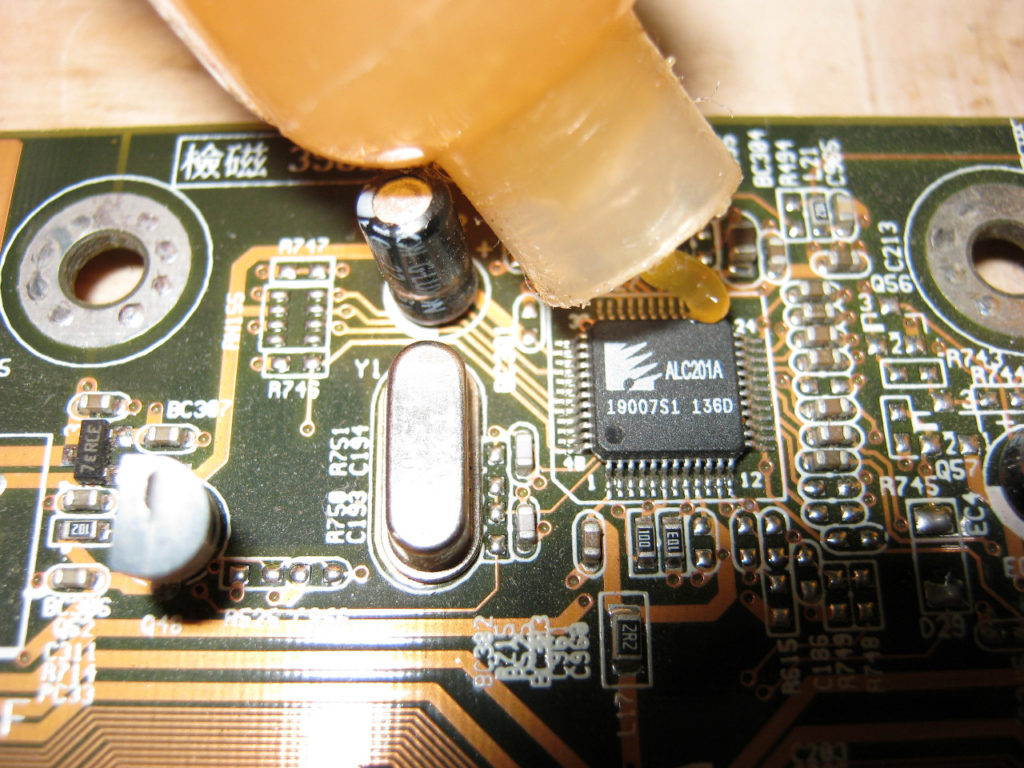
- в тех случаях, когда на основе канифоли приготавливается или используется уже готовая жидкая смесь – она просто наносится на место спайки посредством обычной кисточки с мягким ворсом;
- при работе с пастообразным составом небольшие порции флюса наносятся на место контакта любой подходящей для этого палочкой (выдавливаются из шприца, заранее заправленного до нужной дозировки).
Нередко в магазинах продаётся канифоль, приготовленная в виде специального геля, уже размещённого в шприце определённой ёмкости. Такие гелеобразные составы принято относить к нейтральным реагентам, широко применяемым в радиоэлектронике для пайки миниатюрных деталей.
Самостоятельное приготовление
Приготовить рабочий флюс для пайки на основе канифоли можно самостоятельно. Для этого достаточно раздробить и растереть её в порошок, а затем засыпать полученный состав в ёмкость и сразу же залить небольшим количеством технического спирта.
Соотношение используемых при подготовке флюса компонентов должно составлять три к пяти. После тщательного встряхивания приготавливаемой смеси следует оставить её на пару дней и не трогать до тех пор, пока канифоль окончательно не растворится в спирте.
Самой подходящей ёмкостью под жидкий флюс является обычный пузырёк из-под лака, в крышке которого уже имеется встроенная кисточка. Непосредственно перед использованием рекомендуется тщательно отмыть бывшую в употреблении бутылочку от следов лака.
Виды припоя
Какие виды и технологии существуют? Опытный профессионал знает точно, какой флюс использовать для пайки микросхем, в то время как начинающий мастер должен изучить не один десяток технической литературы, чтобы правильно определить направление. Попробуем детально разобрать каждый материал твёрдого металла, где требуется правильно выбрать флюс для пайки микросхем.
- Серебро. Для этого материала используют специализированный тип флюс гель для пайки, который предотвращает появление так называемой оксидной плёнки и позволяет обезжирить зону пайки. По общепринятым правилам, поверхность серебряного изделия необходимо прогреть до определённой температуры, где должна образоваться своеобразная защитная плёнка. Флюс для пайки микросхем с серебряным материалом негорючий и диапазон плавления варьируется от +520 С до +820 С.
- Латунь. В этом случае используется универсальный флюс для пайки СКФ, который также используется для латуни, некоторых металлических изделий, а также меди, коррозийной стойких материалов, оцинкованного железа и т.д. По окончании рабочего процесса образуется универсальная технология обработки, которая включает в себя антикоррозийную защиту поверхности.
- Нержавейка. Для группы нержавеющих металлов лучше всего использовать ортофосфорную кислоту, которая имеет классификацию средней группе неорганических компонентов. По своей сути материал образует гигроскопические миниатюрные бесцветные материалы кристаллов на своей поверхности. При достижении температуры +213 С материал флюса для пайки радиодеталей превращается в новый материал – пирофосфорную кислоту. В итоге, готовый материал имеет способность отлично растворяться в воде, поэтому в большинстве вариантов в его составе присутствует 85% раствор воды. К слову, жидкость имеет отличную способность растворяться также в растворителях, а также в этаноле. Раствор служит также веществом, который очищает поверхность обрабатываемого изделия от ржавчины и прочих коррозионных эффектов.
- Алюминий. Традиционно используют флюс для пайки микросхем, в составе которого присутствуют оловянно-свинцовые компоненты припоя. Но, в последнее время разработаны иные материалы для соединения деталей из алюминия, где в качестве компонентов используют цинк, а также кадмий или улучшенный висмут. Использование данных компонентов обеспечивают высокое соединение алюминиевых деталей. Правильный выбор компонентов для соединения алюминия зависит от многих второстепенных факторов, и нередко используют «бинарный вариант флюса», где в обязательном порядке присутствует ортофосфорная или обычная фосфорная кислота. Процесс безотмывочного нанесения вещества предусматривает нанесение тонким слоем, при этом в конечном итоге появляется отбеливающий эффект на алюминиевых концах обрабатываемого изделия. По окончании работы не требуется дополнительная зачистка алюминия.
- В радиоэлектронике. Для небольших и несложных работ с радиоэлектроникой используют флюс для пайки микросхем своими руками на основе канифоли, который имеет свойство растворяться в спиртовой основе. Очень часто используют традиционную спирто-бензиновую смесь. Главное требование использования данных материалов, это низкая степень утечки тока, а также максимально низкие данные коррозийности обрабатываемой поверхности.
- Черные металлы. Этот тип материала имеет специальные физические и химические характеристики, поэтому для черных металлов используют припой на основе хлорида цинка, который имеет категорию либо малого (низкого), либо среднюю степень рабочей активности. Рекомендуется данный тип флюса использовать для эмалированных ванн. Активный вариант припоя позволяет перед началом рабочего процесса удалить оксидную плёнку с обрабатываемой поверхности, а также снизить возможное натяжение по поверхности материала обработки. Обратите внимание, что активный материал для припоя бывает в виде порошка, жидкой пасты, а также как в чисто жидком виде. В последнее время промышленность производит специальную флюс-пасту, которая облегчает рабочий процесс пайки поверхности изделий из чёрного металла.
- Медь. Для соединения любой медной поверхности изделия применяют основу припоя, в составе которого присутствует медно-фосфорная основе, с обязательным составом компонентной составляющей 15% серебра. Главная характерность таких припоев, это отличное сцепление меди в экстремальных условиях эксплуатации, поэтому такой вариант нередко используют в холодильной промышленности. Высокая текучесть, это один из положительных моментов припоя, который растекается по всей поверхности, обеспечивает заполнение пор повреждённых участков медных труб.
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир – пожалуйста! Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.

Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).

Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей.
После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку. Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается “инеем”. После пайки оксидалом остатки удаляются механическим путем.

Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов.
Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги. Цапонлак бывает разных цветов: зеленого, красного, синего. Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Заключение
Более подробно о флюсах для пайки микросхем можно узнать из материала Припои, пасты и флюсы для пайки. Если у вас остались вопросы, можно задать их в комментариях на сайте. А также в нашей группе ВК можно задавать вопросы и получать на них подробные ответы от профессионалов. Для этого приглашаем читателей подписаться и вступить в группу.
В завершение статьи хочу выразить благодарность источникам, откуда мы черпали информацию во время подготовки материала:
Лучшие флюсы для пайки с АлиЭкспресс

Если вы только недавно начали заниматься пайкой и еще не знаете всех секретов прочного и долговечного соединения, тогда советуем ознакомиться с данной статьей. Мы не стремимся охватить весь процесс пайки с ее тонкостями и особым подходом к каждому металлу, но можем рассказать про важность применения флюса и помочь вам определится с его выбором.
Правильно подобранный флюс оказывает большое влияние на качество получаемого паяного соединения. Он снимает оксидную пленку на металле и помогает припою лучше растекаться по шву. Продавцы из AliExpress предлагают сотни видов флюса. Мы составили ТОП-6 лучших флюсов для пайки, которые облегчат ваше хобби или профессиональную деятельность.
Это нужно знать:
- Одной из наиболее важных характеристик флюса является его активность. Чем она выше, тем лучше флюс очищает металл от оксидной пленки. Жидкие флюсы известны своей превосходной способностью к пайке, в основном, благодаря своему активному химическому составу.
- При пайке электроники важна коррозийность. Если флюс на водной основе, его необходимо тщательно очистить после пайки. В противном случае есть большой риск возникновения короткого замыкания с непредсказуемыми последствиями.
- Флюсы с большим содержанием канифоли хорошо подходят для пайки и могут защитить соединение от появления ржавчины. С другой стороны, они не обладают высокой активностью и плохо снимают оксидную пленку.
① BongKim RMA-223

В комплектацию входят два шприца с иглами для регулирования дозировки и более эффективного нанесения. Общий объем – 20мл.
Достоинства:
-
удобная форма выпуска; универсальность (флюс + припой).
Недостатки:
-
больше подходит для выпаивания деталей.
② Eakins NC-559-ASM-UV

Товар поставляется в двух шприцах с иглами-дозаторами и поршнем для подачи флюса. Объем шприцов – 10мл каждый.
Достоинства:
-
обеспечивает высокое качество пайки;
Недостатки:
-
неприятный запах; немного дымит.
③ AMTECH

В комплектацию поставки входит 1 шприц объемом 10мл, игла для дозировки и поршень. Размер одного заказа – 1/2/5/10 шприцов.
Достоинства:
-
без запаха; хорошо ложится на деталь.
Недостатки:
-
дымит; плохая упаковка.
④ WALFRONT 951

Основное активное вещество – канифоль. Благодаря этому, флюс не проводит ток и не вызывает коррозию. Объем 1 упаковки – 10 мл. Срок годности составляет 2 года.
Достоинства:
-
не проводит ток; не вызывает коррозию.
Недостатки:
-
плохо снимает оксидную пленку; нельзя наносить на горячие поверхности.
⑤ WNB N005

Форма выпуска – шприц объемом 10мл. Также, в комплект входит поршень и игла для дозировки.
Достоинства:
-
универсальность (припой + флюс).
Недостатки:
-
занижена температура плавления; долгая доставка.
⑥ BongKim XG-Z40

В комплект входят: шприц (10мл), игла для более точного нанесения и поршень.
Достоинства:
-
универсальность (припой + флюс).
Для чего нужен флюс при пайке
Перед тем как покупать новый электронный прибор, большинство все же стараются починить старый своими руками. Способов, с помощью которого можно исправить поломку, много и все будет зависеть от вида прибора, что требует починки. Однако, пайка была и остается очень распространенным методом исправления неполадок. Освоить ее не так трудно, как может показаться, просто нужно учесть несколько правил. Например, что одного паяльника будет мало и чаще всего без флюса не обойтись. В этом материале подробнее о том, что такое флюс для пайки.

Что такое флюс для пайки
Если говорить кратко, то флюс для пайки, это средство, помогающее делать качественную спайку. Оно может быть как органического, так и неорганического происхождения, но в большинстве случаев это всегда смесь из нескольких материалов.
Перед использованием этого состава нужно зачищать место спайки, но иногда флюсы и сами могут очистить материал. Других подготовительных работ перед его использованием обычно не предполагается, кроме тех, кто нацелены на защиту от паров, которые средства для пайки почти всегда вырабатывает.

Для чего он нужен
Назначение флюсов понять легко. Чтобы спаять контакты друг с другом, металлу нужно нагреться как минимум до 500 градусов. Но в этот момент на металлах образуется оксидная пленка, которая мешает припою соединять металлические детали. Именно для этих случаев и нужен флюс.
Обычно при комнатной температуре флюс стабилен, и начинает действовать только при нагревании, снижая влияние высоких температур на металлы. Так, флюсы помогают:
- Убирать оксидную пленку, которая появляется при свертывании металла.
- Предотвращать дальнейшее окисление.
- Смачивать поверхность во время пайки.
В первую очередь все флюсы должны выдерживать нагревание и сохранять свои свойства. Но это далеко не все признаки, на которые нужно обращать внимание при поиске вещества для пайки, что даже сложнее, чем его использование.
Классификация флюсов
То, как работает вещество для пайки, понять легко. Но его еще нужно правильно выбрать, а для этого нужно изучить и учесть виды флюсов. И в этом состоит главная сложность, так как нужно учесть очень много параметров при выборе.
Подробнее о том, на какие категории подразделяются средства для пайки и чем они друг от друга отличаются, рассказывается далее.

По типу воздействия на контакты
Среди типов флюсов для пайки выделяют:
- Бескислотные флюсы или «нейтральные». Они не уничтожат спайку и вообще не показывают никаких химических реакций в тех зонах, где сделана спайка. Используются обычно для спайки небольших деталей. В само средство входят этиловый спирт, глицерин, скипидар. Температура плавления достигает 150 градусов.
- Антикоррозийные имеют ортофосфорную кислоту как основной ингредиент, что часто используется для производства антикоррозийных пропиток. Поэтому при нагревании эти составы не только очищают место спайки от возникшей коррозии, но и предотвращают ее повторное появление.
- Активные составы имеют соляную кислоту, поэтому используются только для железа. Для радиотехники не подойдут, так как портят плату. Этот флюс удаляет окислы, вступает в реакцию с самим металлом, из-за этого соединения получаются очень прочными. Зачистка перед работой обязательна, как и строгое соблюдение правил безопасности — такие вещества для пайки ядовиты при испарении. Будьте осторожны, так как этот флюс окажется хорошим проводником из-за своего состава. Так что, если им работать неаккуратно, можно получить короткое замыкание. Иногда активные средства для пайки делаются из хлористого цинка.
- Активированные — делаются из салициловой кислоты или анилина солянокислого, делать зачистку перед их использованием не требуется, так как они сами очищают место спайки. Смывать не требуется, но обычно рекомендуется. Обычно такой состав применяется для соединения, которое будет постоянно механически повреждаться.
- Защитные флюсы для пайки не вызывают никакой химической реакции, не выделяют вредные вещества при пайке, защищают материалы от коррозии. Их изготавливают из вазелина, воска или оливкового масла. Плавиться такие средства для пайки начинают при 70 градусах, зачистка при их применении не требуется.
Это не все виды флюсов, но самые распространенные.
Также есть альтернативные составы, которые используются для спайки особых материалов.
По состоянию
Помимо состава, флюсы для пайки различают по консистенции:
- Пастообразные использовать удобнее всего. Они легко наносятся, не высыхают моментально после нанесения и подходят для всех видов пайки. Но нужно помнить, что так как они самые распространенные, легко наткнуться на подделки, так что выбирать нужно внимательно. А хранят такие флюсы в шприцах, нанося на место пайки только в нужных количествах.
- Твердые составы многим подходят по своей цене и нейтральным свойствам. Но у них есть и недостатки, к примеру, низкое поверхностное натяжение, а также они не удаляют окислы, их не всегда удобно наносить, много вредных испарений.
- Жидкие флюсы наносить проще всего, благодаря чему время на пайку значительно сокращается. Однако, такие средства быстро высыхают и могут пролиться, а удалять их с любых поверхностей очень трудно. Самый распространенный вид жидких флюсов для пайки — канифоль, продающаяся с кисточкой для удобного нанесения.
От состояния средства-помощника напрямую может зависеть скорость пайки и ее качество.
Какой флюс лучше выбрать
Чтобы выбрать флюс для пайки, нужно, чтобы он еще и подходил к материалу, который предстоит паять:
- К меди, к примеру, часто применяется канифоль. Она подойдет для любой простой электроники, большого количества проводов.
- Жидкие припои с вазелином или салициловой кислотой пригодятся для радиаторов, проводов с одной жилой.
- Жидкая канифоль подходит для многожильных проводов.
- Пастообразный состав подходит для радиодеталей и разных разъемов, для сим-карт и флешек, к примеру.
- Провода и разъемы просят активных флюсов для пайки.
- Для мелких радиокомпонентов на платах подходят нейтральные флюсы в пасте. При работе с платами нужно выбирать такие средства, которые не испачкают саму плату, так как удалить средство с поверхности вокруг места паяния почти невозможно.
- Обычно как флюс для пайки микросхем выбирают активированные составы, не требующие смывания. Они должны быть жидкими или гелеобразными.
Также при выборе флюсов стоит читать чужие отзывы, чтобы сделать выбор из проверенных марок, так как многие фирмы выпускают средства для пайки, но далеко не все из них качественные.
У флюсов есть вещества заменители, но их стоит применять только если есть навык паяния, так как работать с ними сложнее.
Хранение
Тюбик с флюсом для пайки может храниться до 12 месяцев, однако, только в том случае, если условия хранения не нарушены. Так, чтобы не сократить срок годности, нужно:
- Плотно закрывать тюбик после использования, крепко завинчивая крышку.
- Не допускать соприкосновения с влагой самого состава.
- Не хранить около открытого огня или нагревательных приборов.
- Не допускать увеличения температуры в месте хранения выше 25 градусов.
Перед каждым использованием рекомендуется проверять, нет ли на упаковке повреждений, которые могли привести к нарушению герметичности. Если такие найдутся, средство лучше выбросить и приобрести новое. Также не стоит пользоваться составом, срок годности которого истек.
Если упаковка флюса случайно повредиться, состав можно переложить, главное — герметично закрывать.
Можно ли приготовить флюс самостоятельно?
Если не хочется покупать средство для пайки в магазине, всегда можно попробовать сделать его самостоятельно. Для этого всего лишь потребуется точно следовать рецепту и подробной инструкции по изготовлению флюса для пайки.
Для самодельного состава действуют те же правила хранения, что и для обычного, срок годности составит от 6 до 12 месяцев.
Как пользоваться флюсом для пайки
Чтобы правильно применить флюс паяльный, нужно посмотреть на его консистенцию:
- Если применяется твердый припой, например, из олова, то сам паяльник нужно окунать в реагент, а потом брать немного припоя.
- Жидкий флюс предполагает, что его будут наносить специальной кисточкой. Здесь нужно быть внимательным, так как от высоких температур кисточки нередко быстро портятся.
- Пасту наносят палочкой, зубочисткой или шприцем с отрезанным кончиком иглы.
А потом действовать так:
- Очистить поверхность от окислов. Иногда это не требуется, если флюс того позволяет.
- Наносится слой флюса.
- Состав и детали нагреваются на паяльной станции.
После окончания паяния нужно дождаться, когда шов застынет.
Техника безопасности
Работа с паяльным флюсом предполагает использование перчаток, так как в состав этого средства входят разрушающие компоненты, к примеру, кислоты. По этой же причине при пайке с флюсом нельзя допустить попадание состава в глаза и слизистые, более того, его очень нежелательно вдыхать.
После использования средства для пайки нужно тщательно помыть руки и в особенности лицо, так как пары вещества могут осесть на нем и потом все равно попасть на слизистые. Пары могут попасть также на еду или в чашки, стоящие рядом, поэтому их стоит убрать дальше от рабочего места.
Чтобы снизить влияние паров, потребуется угольный фильтр или хотя бы просто хорошо проветриваемое помещение. Но даже в нем может возникнуть легкое головокружение после работы. Это нормально, если пользоваться флюсом в первый раз или после долгого перерыва.
Но если со временем будет становиться только хуже, нужно срочно обратиться к врачу.
Работать с самим флюсом легко, сложнее подобрать правильный. Но если опираться на этот материал, поиск паяльного вещества станет проще, как и его безопасное использование.
Как работать ручной пилой
Пилу нужно вести, иначе она начнет «гулять». Это надо понимать буквально. Дерево — живой материал, и поведение его непредсказуемо. Твердые годичные кольца, сучки, трещины, повышенная влажность и высокое содержание смолы могут серьезно осложнить распиливание.
По этой причине нет универсального инструмента, который мог бы учитывать все капризы дерева, а есть много различных специальных пил. Форма и порядок чередования их зубьев определяются не материалом, из которого изготовлено полотно пилы, а ее назначением. Каким-то инструментом можно пилить только по прямой, другой, напротив, лучше идет по кругу.
При распиливании движется только пила, заготовка должна быть надежно закреплена. Поэтому вам понадобится устойчивая опора. Например, верстак или козлы. Заготовка закрепляется струбциной или придерживается рукой, а особо крупная — дополнительно коленом.
Распиливание начинается и заканчивается многократным легким протягиванием пилы в обратном направлении, то есть прокладывается «след». В конце распиливания надо крепко держать остаток, чтобы он не обломился вместе с куском основной древесины.
Распиливание — один из самых распространенных процессов при обработке древесины. Чистый, ровный распил — не проблема, если подобрать нужный инструмент и уметь им пользоваться.

На фото (сверху вниз): большая и маленькая ножовки; пила со «спинкой»; пила с узким полотном. Слева рядом — пила для чистовой распиловки.
Для каждой заготовки — своя пила

Ножовка пилит быстро, но широкий шаг зубьев оставляет грубый след в мягком материале. С другой стороны, было бы затруднительно распиливать толстый брус пилой для чистовой распиловки. Словом, материал и инструмент должны подходить друг к другу. Только тогда можно рассчитывать на качественную работу и получение ровной, без дефектов детали. Предлагаем краткую инструкцию: какое дерево какой пилой нужно обрабатывать.
Как защитить пилу от повреждений
Любая пила (особенно ее режущая кромка) не должна во время хранения соприкасаться с другими инструментами. От такого соседства она может бытро выйти из строя.
Если у пилы нет чехла, то защитить ее зубья от повреждений поможет простой способ. В куске шланга делается прорезь нужной длины, после чего шланг насаживается на полотно пилы. Лучше всего для этой цели подойдет жесткий шланг, обтянутый изнутри тканью. Он плотно держится на полотне пилы даже после многократного использования.
Если продольное распиливание ведется в больших объемах, то лучше приобрести дисковую пилу. Делать это ручной пилой — намаешься. Это первое, а второе: информация, которую можно почерпнуть из текстов в рамке, для новичка непонятна, а для профессионала бесполезна.
Основные ручные пилы
В любой домашней мастерской должно быть по меньшей мере три-четыре пилы разного типа.
- Ножовка с широким полотном для грубого распила крупногабаритных деталей и заготовок. Чем полотно длиннее, тем быстрее идет работа. Однако по той же причине возрастает подвижность самого полотна, из-за чего пилу, что называется, уводит в сторону. Поэтому важно внимательно следить за линией распила, не допуская его отклонения от разметки. Новинка последних лет — тефлоновое покрытие полотна ножовки, которое значительно облегчает распиливание свежего дерева, а также защищает пилу от ржавчины.
- Пила со «спинкой» отличается от обычной ножовки не только тем, что имеет жесткую насадку, которая «гасит» колебания полотна, но и более мелкими, близко стоящими зубьями. Такая пила позволяет делать чистый и тонкий распил.
- Пила для чистовой распиловки обеспечивает ровный и аккуратный срез.
- Пила с узким полотном предназначена для выпиливания закругленных деталей и больших отверстий. Основное правило ухода за любой пилой: ее полотно всегда должно быть сухим и чистым. Зубья пилы — даже закаленные — следует регулярно затачивать.
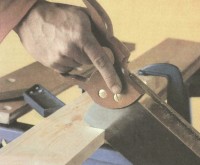
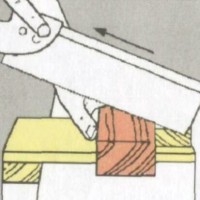
Как правильно пилить
Пилить надо всегда со стороны раскроя, вплотную к разметочной линии. Это касается как грубых распилов ножовкой, так и точных распилов пилой с мелкими зубьями. Далее очень важно, чтобы обрабатываемая заготовка имела устойчивую опору в виде столешницы верстака или обычного рабочего стола. Для крупногабаритных заготовок лучше использовать козлы. В процессе распиливания деталь надо все время крепко придерживать рукой (крупногабаритную заготовку — еще и коленом) — иными словами, двигаться должна только пила.
Распиливание начинается с первых коротких движений под углом от 30 до 45 градусов. Только после того, как полотно пилы вошло в древесину и закрепилось в ней, можно начинать работу пилой на всю длину полотна.
У края разреза пилите только короткими резкими толчками. Это позволит избежать обломов с нижней стороны заготовки.
Пропил вдоль древесных волокон — всегда «критическая» ситуация, особенно если древесина с большой свилью. Пила хочет, естественно, идти по пути наименьшего сопротивления, и если ее не сдерживать, она начнет «гулять». То есть на пилу в таких случаях приходится нажимать сильнее, чем обычно, что, в свою очередь, требует максимально устойчивого положения заготовки.
При больших поперечных распилах обычную ножовку может заклинить. В таких случаях лучше использовать пилу для продольного распиливания с сильно разведенными зубьями. Только надо учесть, что полоса распила будет значительно толще полотна пилы.
подготовка пилы к работе
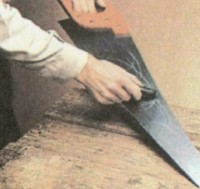
Пилить свежую или сырую древесину станет легче, если полотно пилы смазать воском или мылом.

ножовка для продольного распила древесины
Заготовки крепко прижимаются к притолоке, ее правый край направляет пилу.
Цулага
При обработке мелких заготовок большую помощь может оказать цулага, изображенная на рисунках внизу.
Чтобы ее изготовить, потребуется кусок столярной плиты размером примерно 20 х 30 см и толщиной 2 мм, а также две струганые планки, которые надо закрепить на плите так, как показано на рисунке. Чтобы предотвратить искривление и разлом плиты, планки надо расположить поперек направления ее сердцевинного слоя.
Как работать с циркуляркой
Нижней планкой цулага упирается в край столешницы и таким образом задает правильное направление распилу, укороченная верхняя планка обеспечивает хорошую центровку пилы.
Если вам приходится распиливать длинные доски или планки, то не помешает вторая цулага, которая послужит упором для другого конца заготовки.
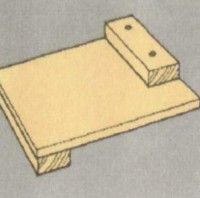
Куска столярной плиты и двух отрезков планки достаточно для изготовления практичной цулаги.
Перед началом распиливания поставленную под углом пилу надо несколько раз потянуть на себя.
Зубья и их форма
Возможности пилы зависят от ее формы и величины зубьев. Большое количество зубьев на определенной длине полотна означает тонкое распиливание, но медленное продвижение вперед. Малое количество зубьев дает грубый распил.
Древесина состоит из волокон, при распиливании они разделяются. При этом появляются опилки, которые нужно удалять. Чем зубья мельче, тем быстрее пропил и режущая кромка пилы забиваются мелкими опилками — пильной мукой. Зубья уже не могут захватывать древесину в полную свою высоту. Распиливание становится все более утомительным и, главное, малопродуктивным. А вот крупные зубья практически никогда не засоряются благодаря большей удаленности их кончиков друг от друга.
Почти у любой пилы зубья разведены, то есть их кончики поочередно отклоняются то влево, то вправо. Чем больше угол наклона, тем шире полоса пропила, и потому он меньше забивается опилками, а пилу меньше заклинивает.
Со временем зубья пилы затупляются и их нужно затачивать. При этом должна быть восстановлена нарушенная разводка. Даже для специалиста это не простая работа. Поэтому рекомендуем приобрести пилы с закаленными зубьями. Они не так быстро тупятся, да и затачивать их проще, чем зубья обычной пилы.
Надо всего лишь положить полотно пилы на стол и точильным бруском дважды провести по режущей кромке от конца к ручке, затем полотно перевернуть. Пила наточена, можно приступать к работе.
Крутые зубья для продольного распиливания

Так расположены зубья почти у всех ручных пил, включая ножовки и пилы со «спинкой».
Режущий край зубьев расположен вертикально. Подходит для продольных распилов.

продольное пиление ручной пилой
При продольном распиле заготовка достаточно должна выступать за верстак — так легче пилить.

Маркировка под зазором указывает, куда отклоняется пила.
Скосы
Соединение двух деревянных деталей под прямым углом, например у рамок картин, осуществляется часто с помощью клеевого шва с углом 45 градусов к краю. Срез под таким углом должен быть выполнен очень точно. Даже незначительное отклонение не позволит деталям плотно соединиться.
Точно и аккуратно распилить планку под углом 45 градусов поможет стусло. Это приспособление, изготовленное из древесины твердых пород, представляет собой колодку с двумя параллельными бортиками, косые прорези в которых обеспечивают пиле нужное положение. Причем в трех позициях, то есть пила может разделить планку по косой влево или вправо либо под прямым углом.
Планка должна плотно лежать в стусле: любое ее смещение может привести к изменению угла распила. Лучше всего закрепить деталь струбциной, ХорошоГесли и само стусло закреплено на верстаке или, по крайней мере, имеет устойчивое положение с упором. Пилят на стусле пилой со «спинкой» или пилой для чистовой распиловки. При частом использовании стусла его бортики могут повредиться, что неизбежно приведет к искажению угла распила. Такое стусло придется заменить.
Есть и дорогие стусла из металла. Они не изнашиваются и служат долго.

как распилить брус под 45 градусов
Стусло поможет аккуратно распилить планку под углом 45 и 90 градусов.





