Выбираем сварочные электроды

Электроды – устройство и принцип действия.

Появление новых видов сварок (MIG/MAG, TIG) немного расширило ассортимент материалов, применяемых для сварки, но основным расходным материалом сварочных работ до сих пор остаются плавкие штучные электроды для ручной сварки (MMA). Это неудивительно – снижение цен на компактные сварочные трансформаторы и сварочные инверторы привело к тому, что сварка перестала быть уделом специалистов и сварочный аппарат сегодня есть у многих. Соответственно, обилие различнейших электродов на прилавках может вогнать в ступор даже опытного мастера.
Вообще, большинство характеристик электродов имеет рекомендательный характер. Вполне можно при сварке переменным током железных деталей использовать электроды для нержавейки, да еще и предназначенные для постоянного тока. Но при неправильном использовании электродов качество шва будет намного хуже, да и процесс сварки может вызывать немалые затруднения. Поэтому, прежде чем начать использовать свежекупленный сварочный аппарат, надо разобраться, какие электроды подойдут к нему и к каждому конкретному свариваемому материалу.

Устроен электрод достаточно просто – металлический стержень из электропроводного материала, покрытый обмазкой (покрытием). Назначение стержня – создавать электрический контакт между анодом и катодом для поддержания электрической дуги и (в случае плавкого электрода) служить источником металла для шва. Основное назначение обмазки – создавать при горении газовую защиту для предотвращения окисления расплавленного металла. Кроме того, компоненты обмазки могут служить для стабилизации горения дуги, облегчения розжига дуги и изменения свойств металла шва.
Особенность использования покрытых электродов – в образующейся поверх сварочной ванны пленке продуктов сгорания обмазки – шлака. Шлак легче расплавленного металла, и, пока металл находится в жидком состоянии, шлаковая пленка покрывает его сверху, улучшая защиту сварочной ванны. Но если шов делается в несколько проходов, перед каждым последующим проходом остывший шлак следует счищать, иначе вкрапления шлака могут остаться в глубине шва, что очень сильно снизит его прочность. Также шлак следует счищать после окончания сварки, особенно, если предполагается последующая покраска сваренных деталей.
Различают три вида ручной сварки плавким электродом: переменным током, постоянным током прямой полярности и постоянным током обратной полярности.

При сварке переменным током анод и катод меняются местами с частотой питающей сети, дуга нестабильна и требует не только использования подходящих электродов, но и немалого опыта сварщика. Плюсом сварки переменным током является минимальное магнитное отдувание электрической дуги – отклонение дуги в сторону под действием электромагнитных сил, возникающих в свариваемых деталях. В большинстве случаев это преимущество не будет заметно, но иногда стыковые и угловые швы проще варить переменным током.
Кроме того, сварка переменным током оптимальна при сварке алюминиевых сплавов. Хотя наилучший эффект дает сварка алюминия TIG-методом в среде аргона, существуют и электроды по алюминию для MMA-сварки без создания защитной газовой среды, и ими лучше варить переменным током. В то же время сварка алюминия простой ручной сваркой сложна и требует от сварщика особых навыков и немалого опыта.
При сварке постоянным током следует иметь в виду, что анод (положительный полюс) всегда нагревается сильнее катода. Поэтому сварку током прямой полярности (когда вывод «+» подведен к детали, а «-» – к электроду) применяют при сваривании толстостенных элементов и при резке металла. А сварку обратной полярности – наоборот – при сварке тонкостенных элементов и при сварке металлов, не любящих сильного нагрева. Следует иметь в виду, что форма дуги при прямой и обратной полярности разная и пятно контакта дуги с металлом в случае обратной полярности имеет меньшую площадь. Вследствие этого при сварке постоянным током обратной полярности глубина проплавления больше, но площадь сварочной ванны меньше, шов тоньше.
Характеристики электродов.

Покрытие. Различные покрытия обусловливают различные свойства, и соответственно, применения электродов. Наиболее распространенными покрытиями являются рутиловое и основное.
Рутиловое покрытие хорошо зажигается даже при невысоком напряжении холостого хода аппарата, электроды с таким покрытием дают мало брызг, шов получается аккуратный, с низкой пористостью. Электродами с рутиловым покрытием можно варить детали, не счищая ржавчину, и продукты горения этого покрытия наименее токсичны. Из минусов рутилового покрытия – высокая вероятность образования трещин шва и обилие трудноудалимого шлака. Предназначены для сварки низкоуглеродистого металла как постоянным, так и переменным током. Начинающим сварщикам рекомендуется применять электроды именно с рутиловым покрытием.
Электроды с основным покрытием предназначены для образования швов высокой прочности, стойких к ударным нагрузкам. Шов стоек к появлению трещин, но при неправильно выставленных параметрах сварки, может иметь пористую структуру. Кроме того, для уверенного розжига таких электродов требуется высокое напряжение холостого хода сварочного аппарата. Варить такими электродами рекомендуется постоянным током обратной полярности.
Также на электродах встречается кислое покрытие (по свойствам близкое к рутиловому, но продукты его горения высокотоксичны), целлюлозное (близкое к основному) и ильменитовое, средние по свойствам между рутиловыми и основными.
Род тока. Выбирается исходя из особенностей сварочного аппарата. Сварочным трансформаторам не подойдут электроды, предназначенные только для постоянного тока. Обладатели же выпрямителей могут выбирать электроды сообразно имеющейся задачи.

Диаметр. Следует выбирать, исходя из толщины свариваемых деталей и возможностей сварочного аппарата. Таблица соответствия токов и диаметров обычно приведены на коробке электродов. Если на коробке таблицы нет, можно выбрать по усредненным данным:
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Приоритет – у возможностей сварочного аппарата. Если аппарат позволяет использовать электроды максимум 4мм, то для сварки толстых (толще 10мм) деталей все равно придется использовать 4мм электроды – просто варить придется долго, в несколько проходов. Не стоит пытаться варить электродами, большими, чем это позволяется руководством по эксплуатации сварочного аппарата – тока не хватит для создания дуги и сварка будет просто невозможна.
Назначение. Выбирается исходя из материала предполагаемых к сварке деталей. Чаще всего можно варить детали и электродами для других металлов, но тогда надо быть готовым к тому, что свойства металла шва будут отличаться от свойств металла самих деталей. Поэтому для ответственных швов лучше все же подбирать соответствующие электроды.
А для наиболее ответственных швов, подверженных сжатию-растяжению или ударным нагрузкам, следует обратить внимание на показатели прочности и пластичности электродов: временное сопротивление, относительное удлинение, ударная вязкость и предел текучести. При выполнении ответственных швов надо следить, чтобы перечисленные показатели металла свариваемых деталей более или менее совпадали с аналогичными показателями электродов. Следует иметь в виду, что эти показатели электродов характеризуют не металл, из которого сделан электрод, а металл будущего шва. Свойства самого электрода могут быть другими, и излишняя пластичность электрода, призванного обеспечить упругий шов, не должна вводить в заблуждение.

Временное сопротивление (или статический предел прочности) показывает, при каком усилии произойдет разрушение детали.

Относительное удлинение показывает, насколько металл детали растянется перед началом разрушения.

Предел текучести – это напряжение, при котором начинается деформация детали.
Ударная вязкость характеризует устойчивость металла к ударным воздействиям. Если ударная вязкость электрода меньше ударной вязкости деталей, то при ударных нагрузках разлом произойдет именно по шву.

Положение сварки. Выбирая электрод, обратите также внимание на рекомендуемое положение сварки – некоторые электроды не позволяют вести сварку сверху вниз: сварочная ванна забивается стекающим шлаком. Поэтому, если у вас есть веская причина варить именно так, подберите соответствующий электрод.
Обработка электродов перед сваркой. Некоторые электроды перед применением требуют специальной обработки – например, выдерживания в температуре 190-300 градусов в течение некоторого времени. Если у вас нет возможности обеспечить такие условия, имейте в виду, что могут возникнуть затруднения при сварке, особенно при начальном её этапе.

При выборе электродов также обращайте внимание на вес упаковки: цена обычно указывается за коробку, а фасовка может быть самая различная – от 100г до 5кг и больше.
Покрытие большинства электродов боится влаги, варить «подмоченными» электродами намного сложнее – пока он не прогреется и не просохнет, будут происходить постоянные залипания и потери дуги. Поэтому покупку лучше производить в магазинах, обеспечивающих правильные условия хранения. Покупая электроды, осматривайте упаковку: цел ли полиэтилен упаковки, нет ли следов воздействия влаги на картонной коробке. Набравшие влагу электроды можно высушить в обычной духовке, но лучше все же подмокшие электроды не покупать.
Варианты выбора.

Начинающим сварщикам стоит выбирать электроды с рутиловым покрытием.

При повышенных требованиях к будущему шву следует обратить внимание на электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из электродов, работающих на переменном токе.
Самые дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.

Самые дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.
Выбираем электроды для сварки инвертором — советы профессионалов
Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.

Ошибки при выборе электродов для сварки негативно скажутся на результате работы
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
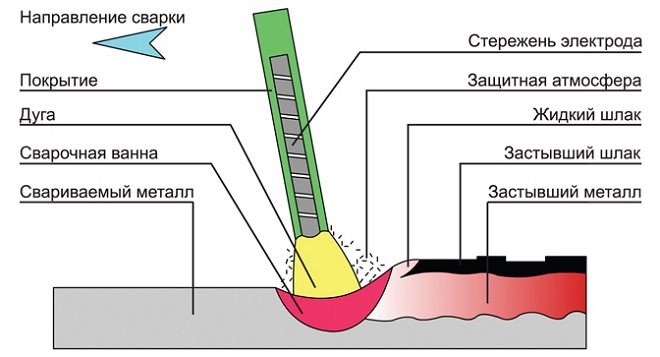
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
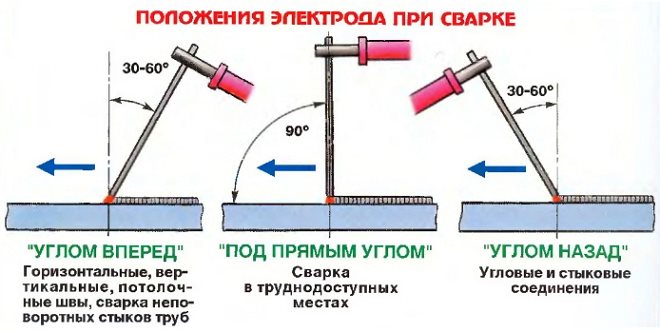
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
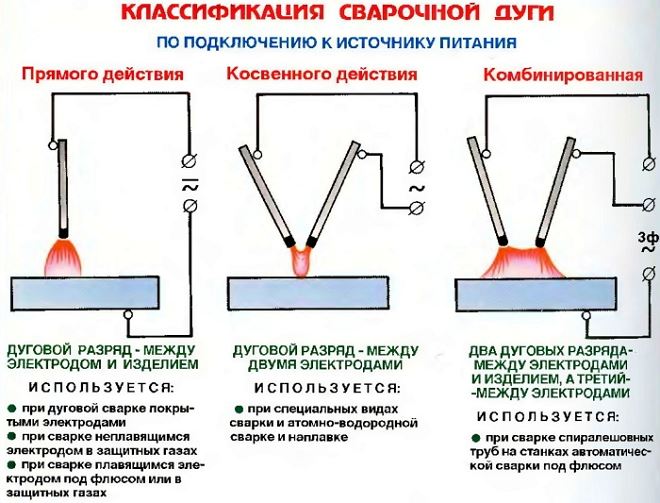
Виды сварочной дуги при сварке электродами
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Как правильно выбрать сварочный ток и диаметр электрода?

При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Смотрите данную статью в видео-ролике:
Настройки силы тока и диаметр электрода

Думаю все уже успели понять, что диаметр электрода непосредственно исходит из толщины изделия металла. Как было написано выше по тексту. Толщина=диаметру.
Пример: когда работник должен сварить деталь, толща которой будет от 2 миллиметров до 8 миллиметров, тогда подбираются электроды диаметром от 2,5 миллиметров до 5 миллиметров.
Этого Вам будет предостаточно для работы. А как же сила тока? Ответ на поверхности.
Когда Вы делаете сварочные работы по изделию из металла диаметром электрода от 3,5 миллиметров, сила тока будет равняться 60 Амперам-100 Амперам. Не нужно удивляться этой разнице.
Вы будете самостоятельно подбирать значение, это зависит от плотности металлического изделия с которым происходит работа. Самым универсальным значением будет 80 Ампер. Оно хорошо подойдет для новичков.
Когда работник применяет 4-х миллиметровый диаметр электрода сила тока будет составлять 120 Ампер- 200 Ампер. Это один из распространенных диаметров электродов. Этот диаметр могут использовать специалисты своего дела и новички по сварке.
Если Вы хотите использовать полупрофессиональный трансформер (либо 5 миллиметровый электрод), для непрерывной работы и стабильного горения дуги. Нашей рекомендацией будет применять 160 Ампер — 200 Ампер.
Для работы на профессиональном оборудовании(или с калибром 8 миллиметров), Вам нужно применять силу тока от 250 до 345 Ампер.
Обращаем Ваше непосредственное внимание на небольшие инверторные сварочные устройства. Они есть в любом специализированном магазине. Понравятся профессионалам и любителям своего дела.
Но в этих аппаратах бывают недостатки. Они используют малый диаметр проволоки, приблизительно от 2 миллиметров. При использовании силы тока от 40 Ампер до 50 Ампер.
Рекомендация-приобретая такие модели смотрите, что б в аппарате плавно регулировалась подача тока. Неизменно следуйте правилам по установке силы тока.При нарушении в работе металлическое изделие будет прожигаться, а не плавится на необходимую глубину.
От правильности регулировки будет зависеть качество швов. Так что читайте нормативно правовые акты, ГОСТ. Точная информация = правильная работа.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.
Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.
Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.
Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Выводы
Заключительным этапом при настройке сварочного аппарата будет-сила сварочного тока. Никто не застрахован от ошибок. Иногда при налаживании помогает и сама интуиция, либо автоматические настройки.
Для того что б не совершать ошибок применяйте таблицы с настройками. Но лучше выучите их на память. Это будет легко. Опыт придёт со временем.
Вы самостоятельно будете регулировать инвертор опираясь на его погрешности. Вы получите хороший опыт работы с металлом.
Будем ждать Ваших . Рассказывайте свой опыт о настройках сварочного тока и его взаимосвязь с диаметрами электродов.
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Какое влияние имеет полярность
 При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
Варианты выбора
Начинающим сварщикам стоит выбирать электроды с рутиловым покрытием.
При повышенных требованиях к будущему шву следует обратить внимание на электроды с основным покрытием.
Владельцам сварочных трансформаторов следует выбирать из электродов, работающих на переменном токе.
Самые дешевые электроды – для сварки углеродистой стали. Они стоят от 100 до 200 р/кг в зависимости от производителя, материала покрытия и прочих характеристик.
Самые дорогие электроды – для сварки нержавеющей стали. Эти обойдутся от 800 до 3000 руб/кг.
3 основных вида электродов для сварки инвертором
Инверторная сварка предполагает задействование в работу ИИСТ — инверторного источника сварочного тока. Это сварочный агрегат, один из вариантов электропитания для сварочной дуги, которая формируется разрядом в газе. Он обеспечивает получение неразъемного соединения за счет установившихся межатомных связей между свариваемыми деталями в условиях нагрева и/или пластического деформирования. Как правильно выбрать электроды для сварки инвертором?

Варианты сварочного оборудования
Разные варианты сварки могут выполняться аппаратом одного вида, универсальный ИИСТ работает в разных режимах, с различными материалами. Основная цель – постоянный стабильный процесс горения сварочной дуги, необходим также легкий поджиг.
Источники питания сварочной дуги:
- Трансформаторы. Специально предназначен для сварочных работ, с помощью преобразования напряжения сети в низкое напряжение переводит ток из низкого в высокий. Показатели достигают тысяч ампер. Изменение параметров проходит за счет секционирования витков обмотки аппарата, первичной или вторичной.
- Электрогенераторы, работающие на дизеле, бензине или от электричества. Иначе именуются сварочными агрегатами, по сути – мобильные электростанции., способные генерить электрический ток для сварки и резки электродуговым способом.
- Выпрямители. Преобразователи энергии переменного электротока в постоянный, однонаправленный, выходной тип.
- Инверторы. Устройства для преобразования тока постоянного типа в переменный, меняется напряжение по типу дискретного сигнала. Используются как отдельные аппараты или в системах бесперебойного питания.
Выпрямители и инверторы относятся вариантами одной электрической машины. Это обусловлено правилом обратимости электромашин, заключающемся в преобразовании электроэнергии в механическую, и обратном преобразовании.
Устройство и способ функционирования устройства
Конструктивно инвертор собирается как блок нескольких устройств:
- Трансформатор, обеспечивающий снижение напряжения.
- Блок схем, опирающихся на транзисторах металл-оксид-полупроводникового типа — МОП, по-английски – MOSFET — metal-oxide-semiconductor field effect transistor, или вида БТИЗ-по-английски, IGBT — Insulated-gate bipolar transistor.
- Дроссель для стабилизации токовых пульсаций.
Работа устройства происходит следующим образом:
Напряжение сети поступает на выпрямитель, постоянный ток преобразуется в переменный, имеющий высокую частоту. Он передается на сварочный трансформатор, с него напряжения идет на сварочную дугу.
Особенностью инверторного аппарата является компактность, улучшенное качество работы дуги. Благодаря этому повышается КПД, уменьшается разбрызгивание во время работы, можно регулировать параметры сварки. Это обусловило их популярность и широкое применение не только профессионалами, но и мастерами-любителями.

Как выбрать электроды для сварки инвертором
Чтобы обеспечить высокий уровень мастерства в процессе сваривания металлов, получить ровный, надежный шов, стоит сконцентрироваться не только на характеристиках инвертора, но и на параметрах сварных стержней.
Электроды для сварки инвертором – это стержни, ведущие электроток непосредственно к локации, где проходит сварочный процесс. Эффективность обеспечивается рядом параметров, которые должны характеризовать электрод. Основные из них:
- Равномерное плавление самого стержня и его покрытия.
- Поддержание физико-механических, химических характеристик материала стержня в период хранения и эксплуатации.
- Невысокая токсичность, минимальное выделение вредных веществ во время сварочного процесса.
Во время сварки от него требуется обеспечить стабильную постоянную дугу горения для получения ровного красивого шва, отсутствие массированного разбрызгивания раскаленных брызг металла, легкое отделение шлака, образовавшегося на поверхности шва.
По целевому использованию электроды делятся на категории.
Стержни применимы для сварки:
- Изделий и поверхностей, изготовленных из углеродистых или низколегированных металлов.
- Деталей из теплоустойчивых материалов, обладающих высокой прочностью и твердостью.
- Компонентов из нержавеющих сталей.
- Изделий из алюминиевых и медных сплавов или из соответствующих чистых материалов.
- Деталей, компонентов из чугуна.
- В условиях небольших ремонтных работ, при необходимости наплавки на уже имеющиеся изделия.
- Поверхностей из неизвестных металлов.

Основные характеристики сварочных стержней
Подбирая электроды для сварки обращают внимание на следующие характеристики:
- Диаметр.
Значение этого показателя связано с тем, какие детали или изделия необходимо соединить сварным методов, каков их размер, толщина. Также это определяется особенностями сварочного аппарата. Самый распространенный показатель диаметра – 3 мм. - Марка электрода. Определяется свойствами материалов, использованных при изготовлении стержней.
- Покрытие. Предохраняет стержень от процессов коррозии. Другая задача – создание защитного облака газов вокруг места сварки для предотвращения окисления и шлакообразования.
- Условия хранения. Покрытия способны впитывать влагу, она отрицательно сказывается на качестве шва, розжиге дуги.
- Бренд производителя.
Разновидности стержней, так же, как требования к ним описываются в нормативных документах ГОСТ.
Виды электродов по конструкции и материалу
Важные критерии, по которым различаются сварочные стержни- конструкция и материал.
Материал, из которого изготавливают электроды
Качественные характеристики швов зависят в большой мере от свойств материалов, использованных при изготовлении прутков. В соответствии с Государственными стандартами для производства прутков используется две большие группы материалов:
- Металлы
- Неметаллические материалы.
Для металлических стержней из вольфрама используется цветовая маркировка:
WP (зеленый). Переменный ток. Работают на магнии, алюминии, различных сплавах
WT-20 (красный) – постоянный ток, применяют для сваривания сталей нескольких видов: углеродистых, низколегированных, нержавеющих.
WC-20 (серый). Постоянный и переменный ток. Универсальный вариант для сварки всех видов стальной продукции.
WL-15 (золотой). Постоянный и переменный ток. Работают на сталях нержавеющих, легированных.
WL-20 (синий). Постоянный и переменный ток. Сваривают нержавеющие и ламинированные виды стальных изделий.
WY-20 (темно-синий). Постоянный ток. Работают не только со сталью нержавеющей, низколегированной, углеродистой, но и с другими металлическими материалами: медными и титановыми.
WZ-8 (белый). Переменный ток. Сваривают алюминиевые и магниевые изделия.
Присадки доставляются отдельно. Работы проводятся в газовой среде для защиты свариваемых элементов.
Неплавящиеся стержни отличаются целым рядом положительных качеств
— не подвергают металл деформационным воздействиям;
— обеспечивают ровный, прочный, долговечный шов.;
— процесс сварки и резки проходит на высокой скорости.
Есть недостатки: газ, создающий защитную ванну, легко выдувается, когда работа идет на воздухе, особенно в ветреную погоду. Помимо этого, необходимы предварительные работы на металле, зачистка свариваемых поверхностей.

- Плавящиеся – металлические стержни. Плавление электрода приводит к формированию шва.
Среди них есть два типа: непокрытые и покрытые. Первый вариант раньше применялся очень широко. Сейчас вытеснен вариантами с различными видами покрытий. Непокрытый вариант может использоваться, когда работает специализированная технология непрерывной сварки в среде защитных газов.
Органические и неорганические вещества, представляющие покрытие, создают определенные эффекты. Возникает защитное газовое облако вокруг сварной ванны. Часть обмазки переходит в жидкое состояние, покрывает расплавленный металл, отграничивая его от кислорода воздуха. Создаются защитные механизмы для образовавшегося сварного шва от воздействий окружающей среды.
Порошковое напыление решает две основные задачи:
— отлаживает стабильность, постоянство процессов горения материала электрода;
— изменение физико-химических характеристик свариваемого металлического материала благодаря попаданию элементов стержня, вступлению во взаимодействие на уровне атомов веществ.
Покрытия электродов
Эффективность сварочных работ зависит в значительной мере от покрытий стержней.
Существуют четыре вида покрытий:
- Основное. Обозначение Б.
УОНИ — Универсальная обмазка научного исследовательского института, работает при сварке на постоянном токе. Создает прочные, гибкие, эластичные швы, устойчивые к различным воздействиям, в том числе к ударным нагрузкам. Работают во всех пространственных положениях, за исключением вертикального сверху-вниз и металлоизделий, отличающихся большой толщиной.
- Рутиловое. Обозначение Р.
Способно работать во всех сварных режимах: с постоян. и перемен. током во любых пространственных направлениях, кроме вертикального сверху вниз. Зажигается легко даже при низком напряжении холостого хода инвертора. Отрицательный момент: шлак на швах может создавать проблемы, убрать его можно порой лишь с помощью молотка.
- Кислое. Обозначение А.
Можно сваривать во всех сварных режимах: с постоян. и перемен. током любых пространственных положениях, кроме вертикального. Рекомендуется не применять для сталей, у которых в составе много углерода, серы.
В качестве недостатков замечено относительно большое разбрызгивание, иногда в швах наблюдаются трещины. Помимо этого, токсичность кислого варианта предполагает специальную подготовку рабочего места- оборудование его вытяжной аппаратурой.
- Целлюлозное. Обозначение Ц.
Сварка постоянным и переменным током может проходить во всех пространственных положениях. Удобно применять в условиях монтажа. Особое требование – не допуск перегрева. Большое разбрызгивание и, соответственно, увеличенные потери материала.
- Смешанный вид. Обозначение АЦ.
Возможность сварочных работ на различных конструкциях, трубопроводах, при любом положении шва, за исключением потолочного. Низкий расход на единицу наплавленного металла.
В основе напылений лежат ряд компонентов:
А – окись железа, свинца или иных металлов.
Б – два компонента на основе кальция: карбонат и фторид.
Ц – целлюлоза как базовая характеристика.
Р – рутил как основной элемент.

Другие параметры для оценки стержней
При выборе электродов обращают внимание на размеры прутка. Диаметр предопределяет, какой толщины и размера металлические изделия могут им свариваться.
Существует стандартная таблица размеров, в которой приводится соответствие толщин листов или изделий из стали диаметру электродов:
| Толщина стального листа или детали в мм | 1,5 | 2 | 3 | 4-5 | 2-12 | Свыше 13 |
| Значение диаметра стержня для сварки в мм | 1,6 | 2-2,5 | 2,5-3 | 3,2-4 | 4-5 | 5 |
Еще один важный показатель относится к электрической силе тока в амперах, которая необходима для того, чтобы успешно проварить металл определенной толщины
| Толщина стального листа или детали в мм | 2 | 2,5 | 3 | 4 | 5 |
| Сила тока в а | 55-65 | 55-80 | 70-120 | 130-160 | 180-210 |
Когда работа проходит в пространственном положении вертикальном или потолочном, силу тока можно снизить на 15-20 %. в этом случае диаметр стержня достаточен до 4 мм.
Какие электроды лучше для инвертора
Выбирая стержни для инверторного сварочного аппарата стоит ориентировать в первую очередь на материал, который придется сваривать. Сердечник электрода должен быть сходен по типу с этим видом металлов. Нержавеющие стали требуют стержней из такого же вида, причем если сталь отличается свойствами жаростойкости – нужен такой же стальной пруток с жаропрочными характеристиками. Высоколегированные стали для образования ровного, прочного шва нужно сваривать прутками с тем же составом легирующих элементов.
Подходящие марки стержней для дома и стройки:
Универсальные широко известные электроды. Могут успешно применяться на слобокорродированном металле. Электроды Э46, покрытие Р и БР. Успешно применяется для сваривания конструкций из сталей углеродистого класса и низколегированных. Есть возможность сваривать изделия с большими показателями толщин.
Выпускаются электроды диаметром от 3 до 5 мм.
Особенности:
- высокие значения стойкости электродуги;
- небольшое разбрызгивание;
- легкий съем слоя шлака;
- легкое зажигание как первичное, так и повторное.
Существует требование зачистки сварочной поверхности и удаления окалины.
УОНИ 13/55
Дают возможность создавать высококачественные швы. С ними умеют работать опытные сварщики, мастера, имеющие высшую квалификацию. Тип электрода Э50А, покрытие предпочтительно основное. Напыление приемлемо фтористое или карбонатное, в этом случае снижается газосодержание шва и количество неметаллических вкраплений, ухудшающих качество.
Технические характеристики:
- диаметр от 2 до 4 мм;
- коэффициент по наплавке 9.5 г на А*ч;
- на 1 кг наплавленного металлического материала уходит около 1,5 кг прутков;
- предел текучести 420 мПа;
- предел прочности 530 мПа;
- относительный показатель удлинения 22%;
- ударная вязкость зависит от температурного режима, от 50 до 130 дж/см 2 .
Стержни легко воспламеняются, их не нужно прокаливать. Электроды Э46, покрытие рутилом. Основной вид использования –сваривание стальной продукции углеродистых и низколегированных сортов. Работают со всеми видами тока в любых пространственных направлениях, за исключением направления сверху вниз.
Выпускаются с диаметром от 2 до 6 мм.
Технические параметры
- рутиловое покрытие
- наплавочный коэффициент 8,6 г на А*ч;
- производительная часть по наплавке 1,4 кг/ч при диаметре 4 мм.
- сопротивление 480 мПА;
- предел текучести 380 мПа;
- относительное удлинение 25%.
UTP 65D
Стержни хороши в работе с различными сталями и сплавами, швы будут качественные. Применимы для постоянного и переменного тока разной полярности. Рутиловое покрытие. Производятся в Австрии. Часто используется на автопредприятиях и мастерских по ремонту автомобилей для проведения кузовных работ.
Плюсы:
- стабильность дуги;
- малое разбрызгивание и, следовательно, минимизация потерь материала;
- возможность работы с различными толщинами металлоизделий, с деталями и листами тонко- и толстостенными.
- гладкие швы, не имеющие внутренних лакун. Можно обрабатывать сразу, как металл застыл.
- возможность проведения холодной закалки металлического материала по шву.
- легкое снятие слоев шлака.
- хорошая переносимость влажной среды, а также перегрева.
Особенности эксплуатации: перед самым процессом сварки прутки необходимо подвергнуть просушке в течение двух часов при температурном режиме в 160-170 гр. С. Зону свариваемых поверхностей зачищают. Работа с большими толщинами материала требует предварительной подготовки кромки с углом скоса примерно 60 градусов.
Требования к электродам
Выбирая стержни для работы, стоит их внимательно рассмотреть и оценить. Покрытие должно быть без сколов, повреждений, иначе не удастся добиться однородного разогрева и равномерного получения шва. На кончике электрода толщина смазки должна быть такой же, как на всем стержне – благодаря этому электрическая дуга пройдет по центру.
Проинспектировать стоит влажность покрытия, иногда повышенная влажность обмазки не позволяет легко зажечь стержень. Отсюда, требования к хранению электродов в сухом месте, желательно, герметично упакованными. Народные умельцы рекомендуют в упаковку класть пакетики с солью для устранения излишней влаги. Если случится, что электроды отсыревают, их можно подсушить в кухонной духовке при невысокой температуре. Этот параметр указывается на упаковке изделий. Можно также оставить в проветриваемой сухой комнате.
Во время сварочных работ для получения качественного прочного, устойчивого шва необходимо учитывать основные моменты:
- Правильная для конкретного изделия сила тока.
- Подходящий для изделия и вида работ диаметр сварочного электрода.
- Учет размерности и толщины свариваемых материалов.
Выбрав параметры, сварщик создает устойчивую, хорошо горящую дугу, которая обеспечит реализацию сварочных работ на высоком уровне.
Используемая литература и источники:
- М. Д. Банов, Ю. В. Казаков, М. Г. Козулин и др.; под ред. Ю. В. Казакова. Сварка и резка материалов: Учебное пособие. — Издание 2-ое, стереотипное. — Издательский центр «Академия», 2002.
- Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003.
- Статья на Википедии
8 советов по выбору экрана под ванну
Чтобы ванная комната была максимально эстетичной, необходимо маскировать все коммуникации. В этом плане огромное значение имеют экраны под ванну, которые должны быть не только эстетичными, но и функциональными. В зависимости от собственных предпочтений можно выбрать стационарную или раздвижную конструкцию. Последняя может стать и дополнительным местом хранения. Экран может быть изготовлен из разных материалов, иметь любой дизайн и даже быть зеркальным. Что нужно учесть при выборе экрана под ванну, чтобы он отвечал всем требованиям и был максимально функциональным в условиях конкретной ванной комнаты? Мы собрали несколько полезных советов, которые точно помогут вам в выборе.
№1. Какие типы экранов существуют?
В зависимости от конструкции все экраны под ванну делятся на такие три типа:
- раздвижные и распашные. Это один из самых практичных и удобных вариантов, ведь позволяет не только скрыть коммуникации, но и использовать пространство под ванной с пользой, храня там средства бытовой химии или прочие вещи;
- съемные нераздвижные экраны устанавливают обычно под акриловыми ваннами. Они позволяют сравнительно быстро получить доступ к коммуникациям, если необходимо что-то отремонтировать, но не совсем простая система снятия экрана не позволяет хранить там вещи, которые нужны постоянно;
- стационарные экраны выглядят эстетично, ведь пространство ванной комнаты воспринимается гармоничным и монолитным, но это место никак нельзя будет использовать для хранения вещей, что может показаться нерациональным.

№2. Раздвижные экраны: плюсы, минусы и особенности
Раздвижные экраны – это самые выгодные конструкции, которые позволяют оставлять пространство под ванной доступным, и в случае чего ремонтные работы можно будет провести незамедлительно. В то же время, многочисленные полочки станут отличным местом для хранения нужных вещей: бытовая химия, остатки строительных материалов после ремонта и т.д. Такие конструкции легки в монтаже и уборке, предлагают огромный выбор самых разных цветов, но они немного хлипкие, а опыт подсказывает, что их часто придется ремонтировать.

Сама конструкция такого экрана состоит из направляющих и панелей, которые по ним движутся. Именно от материала исполнения этих элементов и зависит качество экрана. Направляющие могут быть такими:
- пластиковые. Это самый дешевый и, к тому же, достаточно прочный материал, который отличается абсолютной устойчивостью к воздействию влаги. Кроме того, цвет пластика не меняется в процессе эксплуатации, ведь он не смывается и не облазит. Но пластик не выдержит механических повреждений: более-менее сильный удар по нему может привести к полному разрешению конструкции;
- алюминиевые рамы намного прочнее пластиковых, могут держать удар, отличаются высокой влагоустойчивостью, и их можно окрашивать в совершенно любой цвет. Единственный недостаток такого материала – это то, что вид металла может не вписаться в интерьер ванной;
- от обычных рам сильно отличается роликовый механизм, который напоминает, скорее, принцип работы шкафа-купе. В этом случае направляющие полностью скрыты, а человеку видны только фасады дверок, да и скользят они по направляющим очень плавно и бесшумно. Правда, и стоит такое решение дороже, и придется изготавливать всю систему на заказ, ведь готовых решений нет.

Дверки могут быть изготовлены из материала, который будет устойчив к условиям повышенной влажности и постоянной смене температуры, не будет менять цвет и форму, будет устойчивым и надежным. Особенности материалов, которые могут использоваться в данных целях, рассмотрим ниже.

№3. Кому подойдут распашные экраны под ванну?
Распашные экраны можно назвать одной из разновидностей раздвижных систем. Отличает их только особенности открывания дверок. Распашные экраны могут использоваться в тех ванных комнатах, где есть достаточно пространства, чтобы дверка могла свободно открываться и при этом не отнимала половину свободной площади комнаты.

Подобное решение имеет массу преимуществ. Так, если такой экран оформить в одном стиле со всеми шкафчиками и тумбочками, то ванна будет напоминать один из элементов гарнитура, что, безусловно, украсит интерьер и сделает его более гармоничным.


№4. Съемные нераздвижные экраны: плюсы и минусы
Подобные экраны часто встречаются как элемент современных акриловых ванн. Его главное преимущество состоит в том, что он может иметь практически любую форму, поэтому с его помощью можно будет закрыть пространство под ванной любой конфигурации. Такие экраны имеют неплохой внешний вид, и с ним ванна воспринимается как нечто единое.
Цель съемного экрана – скрыть все коммуникации подальше от наших глаз, но, в то же время, оставить удобный и простой доступ к ним, что является обязательным требованием безопасности. Монтаж таких экранов не так прост, как, например, раздвижных, да и снимать их не так уж легко, поэтому пространство под ванной нельзя будет использовать для хранения. Хотя складывать там предметы, которые могут понадобиться раз в два года, в принципе, можно.

№5. Стационарный экран – бессмертная классика
Подобные экраны, как правило, изготавливаются индивидуально. Они считаются наиболее эстетичными, так как позволяют наилучшим образом вписать ванну в интерьер пространства, облицовывая той же плиткой или мозаикой, что и стены комнаты. Однако, и такие экраны обеспечивают вам доступ к коммуникациям для обнаружения возможных неполадок: небольшая дверца может распахиваться, раздвигаться, откидываться или сниматься, как крышка люка, но вот хранить за этой дверью ничего не получится.

Данный тип экрана можно назвать самым долговечным, а в плане уборки он максимально простой. Но, в то же время, следует указать и на некоторые недостатки подобных экранов. Так, небольшого окошка может не хватить для полноценного доступа к коммуникациям, и тогда придется разбирать экран. Это же придется делать и в случае замены ванны. Пол под ванной за экраном вряд ли удастся хорошенько вымыть, так как эти места труднодоступны. В плане монтажа такие экраны также не отличаются простотой: сначала монтируется рама и обшивается гипсокартонном, или же создается кирпичная кладка, а потом – укладывается плитка. Создавая такой экран у себя дома, не забывайте оставить в самом низу, у пола, небольшой зазор, чтобы к ванне было удобно подходить вплотную.

№6. Альтернатива экранам под ванну
Закрыть все коммуникации под ванной можно и другим способом – повесить занавески. Это самый простой и дешевый в плане реализации вариант. Достаточно лишь под бортиком установить трубу или даже натянуть леску, прикрепить к ней шторки подходящего размера и цвета, и экран готов. Все достоинства такого экрана ограничиваются простотой и экономичностью, так как он недолговечный, не очень удобный и часто выглядит не очень презентабельно. Хотя нужно сделать оговорку, что существуют типы интерьеров, где именно такой экран будет выглядеть максимально гармонично: это, например, кантри и прованс.

№7. Материал экрана
Как уже было сказано выше, экран может быть исполнен из любого материала, который выдержит все условия ванной комнаты, и не будет терять свой внешний вид. Сегодняшний ассортимент предлагает сделать выбор из таких возможных вариантов:
- пластиковый ПВХ экран не подвержен влиянию влаги, не теряет форму и цвет даже при постоянном воздействии высокой влажности. Кроме того, такие экраны отличаются широчайшим ассортиментом различных цветов и узоров, поэтому выбрать подходящий оттенок или даже рисунок под интерьер конкретной ванной не составит труда. Более того, посредством фотопечати можно создать экран с любым изображением или фото. Если пластик используется в раздвижной конструкции, то дверки из него выходят максимально легкими и для того, чтобы сдвинуть их с места, ненужно будет прикладывать никаких усилий. Но, как и пластиковая рама, пластиковый экран достаточно хрупкий, поэтому может быть поврежден от удара ногой. Да и выглядит пластиковый экран не особо дорого, полностью соответствуя цене;

- ДСП-экраны используют очень редко, ведь материал не очень устойчив к воздействию влаги. Для защиты его покрывают пленками, которые заодно выполняют и декоративную функцию, предавая материалу структуру дерева, камня, кожи и т.д. Но и такая пленка не способна полностью оградить материал от негативного воздействия влаги. Длительный прямой контакт с водой способен повредить такой экран. Дверки из ДСП получаются довольно тяжелыми, поэтому их будет немного сложно сдвигать, они больше подходят для распашной системы;
- МДФ – материал, который вобрал в себе все положительные свойства дерева, но при этом он более устойчивый к воздействию влаги. Первое, что привлекает внимание, — это огромный ассортимент различных вариантов внешнего вида, поэтому экран можно будет стилизовать под любой материал и даже сделать его точно таким же, как и остальные предметы мебели ванной комнаты;
- плексиглас – материал, очень устойчивый к воздействию влаги, он абсолютно ее не впитывает, имеет почти все свойства пластика, но при этом выглядит более представительно, и отличается огромным количеством разных вариантов фактур и цветов. Кроме того, дверцы из такого материала могут быть даже зеркальными. Но у плексигласа есть и недостаток – хрупкость;
- стекло может использоваться для выполнения дверок распашных или раздвижных экранов. Это довольно стильное решение, но использовать нужно будет только прочное закаленное стекло.




Все перечисленные выше материалы обычно используются при создании раздвижных экранов под ванну. Но если в ваших планах организовать стационарный экран, то можно обратить внимание на такие материалы:
- кирпичная кладка – самый долговечный и надежный экран под ванну, правда, его монтаж потребует времени и усилий. Сверху кирпичная кладка, как правило, облицовывается какими-то отделочными материалами: чаще всего, это плитка, причем точно такая же, какая используется в отделке стен или пола помещения. Некоторые стили интерьера, например, лофт позволяет оставить кирпичную кладку неотделанной;
- зеркало можно прикрепить к кирпичной кладке, и в итоге вы получите эксклюзивный экран, который, к тому же, будет значительно расширять пространство – отличный вариант для небольших комнат. Важно, чтобы отражение в таком экране было эстетичным: тряпки, ведра и тому подобное – не лучшее украшение комнаты, так что заранее нужно оглядеться по сторонам и проанализировать, что же может в итоге отражаться в экране;
- мозаику также крепят поверх кирпичной кладки. Вариант имеет все преимущества отделки плиткой, только в этом случае можно создать симпатичный экран даже на конструкциях с неправильной криволинейной формой.



№8. Размер экрана
Тут все просто. Экран должен соответствовать размерам ванны. Если вы присматриваете себе готовый экран, то в продаже присутствуют, в основном, изделия с шириной 150, 160, 170 и 180 см. Высота конструкции – 50 или 60 см. В принципе, можно выполнить экран на заказ с любыми параметрами конструкции, а еще проще самостоятельно его выложить, если ванна отличается нестандартными параметрами и формами.






В завершение
Если экран под ванну позволяет с пользой использовать пространство, то организуйте там систему полочек ящиков, чтобы можно было хранить как можно больше вещей, и чтобы найти необходимый предмет можно было максимально просто. При выборе определенной конструкции исходите, прежде всего, от интерьера ванной комнаты и ее размеров, от необходимости организовать дополнительное место хранения, от требований к прочности конструкции и т.д. Надеемся, наши советы помогли вам разобраться с вопросом выбора экрана под ванную.
Какой экран под ванну лучше выбрать?
Чтобы пространство под ванной выглядело эстетично и оставалось функциональным, установите экран под ванну. С его помощью можно скрыть водопроводные и канализационные трубы, а также организовать дополнительное хранение.
- Какие бывают виды конструкций?
- Какие материалы лучше использовать?
- Что учесть при выборе размера экрана?
Какие бывают виды конструкций?
Задаваясь вопросом «Какой экран под ванну лучше выбрать?», определитесь со стилем интерьера ванной комнаты и целями его установки. Экраны под ванну отличаются конструкцией и материалами, из которых производятся.
Раздвижные экраны под ванну
Удобство пользования и приятный внешний вид сочетают в себе раздвижные экраны. Они состоят из короба и 2-3 дверей-купе, которые передвигаются по направляющим. Легким движением руки вы сможете попасть к сантехническому оборудованию в случае необходимости или спрятать моющие средства.
Основным преимуществом раздвижных экранов под ванну считается компактность: для их открывания не требуется дополнительное пространство. Поэтому данная конструкция подходит даже для маленьких ванных комнат.
К недостаткам относят заедание дверей и сложность очистки — в пазы, необходимые для раздвижной конструкции, быстро забивается пыль.

Экраны с распашными дверками
Недостаток в виде загрязняющихся пазов нивелируется простыми дверцами на петлях. Однако, чтобы открыть такие, придется оставить достаточно места — а значит подойдут такие только для просторных ванных комнат.
Есть несколько альтернатив классическим распашным фасадам:
- Откидные двери. Открываться вниз может как сама дверь, так и целый ящик. Последнее решение эргономичнее — вам не придется наклоняться, чтобы взять вещь с полочки или убрать на место.
- Выдвижные ящики. Чтобы не пришлось искать предметы под ванной, установите выкатные конструкции — пользоваться ими комфортнее.
За обычные двери спрячьте корзины с ручками, которые вы сможете выдвинуть после открывания. Это позволит использовать пространство под ванной как полноценный шкаф.

На фото распашные дверцы из МДФ
Сплошные экраны
Если мест для хранения в ванной комнате достаточно и вам необходимо просто красиво закрыть торец чаши — присмотритесь к глухим конструкциям.
К их достоинствам относят:
- Эстетичный внешний вид. Ванна выглядит цельной, что создает ощущение дорогого интерьера.
- Долгий срок службы. Сплошные варианты из акрила, плитки или мозаики практически невозможно повредить.
- Простой уход. Вам не придется вычищать труднодоступные уголки или стыки. Протрите его тряпкой во время влажной уборки и готово.
Но у цельных фасадов есть и пара минусов:
- Проблемный доступ к коммуникациям. Чтобы иметь возможность починить любую неисправность под ванной, следует оставить окошко. Но в случае серьезной аварии его может быть недостаточно и конструкцию придется демонтировать.
- Невозможность замены чаши. Менять сантехнику придется с декоративным фасадом — а если он сделан из кафеля, значит вам предстоит ремонт.

Какие материалы лучше использовать?
Производители предлагают широкий ассортимент декоративных экранов под ванну на любой вкус и бюджет. Вам остается выбрать — купить недорогой пластиковый или уникальный каменный. Вторая идея — сделать самостоятельно из кафеля, мозаики, кирпича или дерева.
Плитка
Керамические экраны бывают только одного вида: глухие. Под ванной создается каркас, который впоследствии облицовывается плиткой, мозаикой или керамогранитом.
Плитку кладут на гипсокартон или полистирольные плиты, которые в свою очередь крепят к металлическому «скелету» будущего экрана. Популярна и кирпичная кладка — она практичная и недорогая.
Занимаясь монтажом конструкции самостоятельно, не забудьте про окошко, которое обеспечит доступ к трубам. Для этого используют покупные люки или прибегают к хитрости, закрепляя одну секцию на магниты, вместо клея.
К преимуществам плитки относятся:
- Гигиеничность.
- Практичность.
- Долговечность.
- Возможность огибания круглых, овальных, угловых ванн (для этого используют мозаику или мелкий кафель).
- Внешний вид. Оформленный торец чаши тем же кафелем, что пол или стены, создает ощущение визуально цельного пространства.
- Удобство ухода. Готовый экран можно мыть любым способом — он не боится ни воды, ни агрессивных чистящих средств.
Из недостатков выделим стоимость — качественная плитка не может стоить дешево. Как и оплата труда рабочих, которые будут её класть.

На фото облицовка ванны в цвет стен
Древесноволокнистые плиты перед использованием во влажных помещениях обрабатывают защитным раствором и они не боятся контакта с водой. Поэтому смело используйте влагостойкие экраны из МДФ в ванных.
- Внешний вид. Закажите фасады в тон мебели, чтобы получить единый гарнитур.
- Широкий ассортимент. Покрытие плит различается не только цветом, но и фактурой.
- Разновидности форм. На рынке представлены не только фронтальные, но и торцевые экраны из МДФ — это удобно, если видны 2 стороны чаши.
- Доступная цена. Стоимость начинается от 2 500 рублей, это выгодное соотношение «цена-качество».
- Простой уход. Проблем с очисткой не будет — протирайте влажной тряпкой.
Ознакомьтесь также со списком минусов:
- Короткий срок службы. Несмотря на защиту, воздействие влаги со временем разрушает материал. Средняя продолжительность жизни экрана — 3 года.
- Деформирующееся полотно. Монолитную широкую плиту может «повести» — что приведет к её скручиванию или выгибанию.
- Стандартный размер. В отличие от пластика, размер МДФ не регулируется. Поэтому следует либо выбирать идеальные габариты, либо подгонять их под нужные параметры, либо делать на заказ.

Пластиковые экраны
Пластиковый экран завоевал популярность, благодаря массе преимуществ:
- Доступная цена. Стоимость в магазинах начинается от 700 рублей.
- Разнообразие оттенков и дизайнов. Белый, однотонный или с рисунком — вы найдете все, что угодно.
- Большой выбор конструкций. Чаще всего встречаются раздвижные или сплошные панели.
- Влагостойкость. Пластик не боится пара, влажности и даже воды — он не деформируется и не разбухает.
- Простота ухода. Печать может повредиться от агрессивной химии, но чтобы очистить пластик обычно хватает воды или мыльного раствора.
- Долговечность. При надлежащем уходе материал не потеряет своего вида даже после 5-10 лет.
Кроме того, пластиковый экран легко установить самостоятельно. Зачастую есть возможность отрегулировать высоту с помощью ножек на каркасе. Но даже если ножек нет — для подрезки тонкого пластика достаточно канцелярского ножа.
Из недостатков отметим хрупкость: даже несильный удар может привести к вмятине. Второй момент в самой конструкции — дверцы на самых дешевых раздвижных экранах под ванну заедают и иногда выпадают из пазов. А сами пазы забиваются пылью и сложно очищаются.

На фото раздвижной экран из пластика с печатью
Оргстекло или зеркало
Экран под ванну изготавливают из специального стекла: оно особо прочное и безопасное. Даже если вы разобьете такое (что практически невозможно), края осколков будут не острыми.
Другие достоинства органического стекла:
- Гигиеничность. Его поверхность препятствует появлению плесени и грибка.
- Защита от солнца. Если напротив ванны окно — не бойтесь выгорания и пожелтения.
- Большой выбор цветов и фактур. Оргстекло бывает глянцевым и матовым, прозрачным и мутным. Заказывая изготовление индивидуального экрана, вы можете выбрать любой оттенок.
- Долговечность. Стеклянная панель не изменит форму даже при длительном использовании.
- Экологичность. Материал не выделяет опасных веществ даже при горении.
Отрицательных сторон не так много, среди них:
- Высокая цена. Экран обойдется дороже на 50% или больше в сравнении с МДФ.
- Сложность ухода. На стекле видны подтеки и разводы, но мыть покрытие спиртовыми растворами нельзя — поэтому придется искать другие качественные средства.
- Опасность механических повреждений. Царапину от острого предмета заделать почти нереально.
Зеркальная поверхность станет отличным выбором для интерьера маленькой ванной комнаты. Отражающая способность увеличивает помещение, а с подсветкой вы получите эффект парящего пола. Установить зеркальный экран непросто, скорее всего вам понадобится помощь специалиста.

На фото зеркальная отделка под ванной
Алюминиевые экраны
Конструкции, которые изготавливаются из легкого металла — алюминия, набирают популярность благодаря:
- Выгодной цене. Они дешевле стеклянных, и по соотношению с уровнем качества не уступают деревянным.
- Повышенной прочности. Сломать его в обычных условиях эксплуатации невозможно.
- Большой выбор цветов. На алюминиевый экран возможно нанести любое изображение.Влагостойкости. Этот металл не ржавеет, на его поверхности не образуется плесень и бактерии.
- Простоте уборки. Также, как и пластик или МДФ, алюминий достаточно просто протереть влажной салфеткой.
Минусов у данного решения практически нет, за исключением сложности покупки. Они встречаются не во всех профильных магазинах, а нужный размер, вероятно, придется заказывать и ждать.

Акриловые экраны
Такие панели изготовлены из пластика и покрыты акрилом — они легкие и прочные. Продаются в комплекте с чашами. Вы можете подобрать экран под свою акриловую ванну и после покупки, но для этого необходимо знать название модели и её параметры.
Плюсы акриловых конструкций:
- Целостность. Экран идеально подходит по цвету и размеру, образуя вместе с ванной единую композицию.
- Простота установки. Фиксаторы продаются в комплекте, установить их несложно, как и снять при необходимости доступа к трубам.
- Отсутствие щелей. Именно в них обычно скапливается ненужная грязь.
- Легкость в уходе. Протирайте влажной тканью или мойте с помощью чистящих, как и саму чашу.
Среди минусов акриловых панелей — однотипность и непрактичность. Чаще всего конструкция глухая, что исключает возможность хранения под ванной.

На фото акриловая конструкция для квадратной чаши
Что учесть при выборе размера экрана?
Как подобрать экран под ванну по размеру? Измерить параметры самой чаши:
- высоту от пола до бортика — обычно это 500-600 мм;
- длину чаши — наиболее популярные параметры 1500-1800 мм;
- ширину — если планируете отдельно приобретение торцевой стенки.
Сложнее всего приобрести сплошные конструкции или с распашными дверцами — их габариты нельзя изменить. Соответственно, длина и высота экрана под ванну должны совпадать с вашими цифрами вплоть до миллиметра.
Подобрать раздвижное купе проще — несовпадение длины нивелируется наслоением фасадов, а высоты — регулирующимися ножками.

Пустое пространство под ванной способно испортить даже дорогой ремонт, закройте его красивым и функциональным экраном.
Выбираем экран для ванной: обзор 7-ми вариантов моделей на любой вкус и кошелек
Ванная комната нуждается в маскировочных элементах. Именно здесь сосредоточены водопроводные коммуникации, которые без дополнительного декора некрасиво выглядят и портят весь интерьер.
Специальные экраны для ванной решают эту проблему, закрывают трубы и при необходимости позволяют организовать небольшие ниши для хранения бытовой химии и средств гигиены. Возможность и удобство хранения зависят от типа экрана и способа его установки.
Как и для чего можно использовать экран?
Экран представляет собой рамку-каркас, на которой закреплена декоративная панель – сплошная, с распашными дверцами или раздвижная. Закрытое пространство защищено от попадания влаги.

Оно может оставаться пустым, а может использоваться в качестве маленькой кладовой.
Панель не только украшает помещение, за ней часто размещают сантехнические и бытовые приспособления, которые из эстетических соображений не оставляют на виду – сантехнические тросы, мочалки, половые тряпки и т.п.
На видео представлены экраны с различной отделкой:
Экраны для ванны устанавливают, когда все остальные работы уже выполнены, это завершающий этап ремонта ванной комнаты.
Экран может быть ярким и привлекательным или незаметным, но основные требования остаются неизменными – надежность, удобство использования, эстетичный внешний вид.
Можно выбрать любую конструкцию и материал, главное, чтобы владельцу было комфортно, оставался доступ к коммуникациям для осмотра и ремонта.

Сплошные и раздвижные конструкции
Конструкции могут быть сплошными или раздвижными. Первые наглухо закрывают пространство под ванной. Для осмотра и ремонта коммуникаций требуется демонтаж экрана. Вторые изначально предусматривают свободный доступ к трубам.
Такие панели оснащены дверцами, которые легко сдвигаются, скользят в стороны по специальным желобкам и открывают доступ к сантехнической подводке, бытовой химии, средствам гигиены.

К преимуществам сплошных экранов следует отнести большее разнообразие отделочных материалов, возможна мозаичная облицовка, установка декоративных панно.
Отделанный плиткой стационарный сплошной экран прост в уходе, чрезвычайно прочен и долговечен. Впрочем, есть и недостатки.
Для доступа к коммуникациям остается лишь небольшой проем, и в случае серьезных неполадок его недостаточно, приходится демонтировать всю конструкцию.
Раздвижные экраны более удобны в бытовом плане, но не настолько прочны и долговечны, как сплошные. В зависимости от материала дверок и каркаса монтаж такого экрана может быть очень простым или требовать серьезных усилий.
Длина раздвижной конструкции составляет обычно 150-170, а ширина и высота подбирается индивидуально, под потребности владельца ванной.

Наиболее популярные материалы
Для изготовления экранов используют долговечные материалы, не подверженные коррозии. Это гарантирует прочность каркаса и отсутствие деформаций в течение длительного времени.
Панель должна быть сделана из материалов, устойчивых к воздействию влаги, высоких температур. В случае поломки декоративной панели осколки и обломки должны быть такими, чтобы не поранить человека.
Лицевая отделка может быть любой – керамическая плитка, зеркало, стекло и т.п.
Чаще всего покупатели выбирают экраны из таких материалов:
- кирпич;
- пластик;
- металл;
- гипсокартон;
- пазогребневые плиты;
- акрил;
- панели МДФ;
- плексиглас.

Вариант #1: Сплошная кирпичная кладка
Иногда пространство под ванной просто закрывают небольшой стенкой из кирпича, которую потом отделывают той же облицовочной плиткой, что и стены. Кладку делают в 1/2 или 1/4 кирпича.
Для этого сначала размечают расположение стенки так, чтобы после облицовки она была на одном уровне с бортиком ванны. При необходимости кирпичи верхней части стенки подгоняют по размерам.
Кирпичная стенка в качестве экрана способна прослужить в течение нескольких десятилетий. Она не боится никаких внешних воздействий или механических повреждений.
С другой стороны, у нее есть и явные недостатки. Доступ к коммуникациям закрыт, никакие манипуляции с пространством под ванной невозможны.

Вариант #2: Экран из гипсокартона
Гипсокартон очень удобный материал для создания сплошного экрана под ванну. Его установка начинается с формирования прочного каркаса.
Чаще всего для рамы выбирают либо металлический профиль, либо деревянный брус, обработанный антисептическим составом. Каркас размечают с учетом лицевым отделочным материалом.
Швы между профилем и полом ванной комнаты обрабатывают герметиком, чтобы предотвратить попадание влаги в пространство под ванной.
Экран может быть плоским, а может иметь специальную нишу для ног. Во втором случае при установке профиля его монтируют не отвесно по прямой, а с углублением в виде буквы «П».
Глубина такой ниши составляет обычно 10-15 см. Готовый каркас обшивают листами влагостойкого гипсокартона, который потом грунтуют и отделывают лицевым материалом.
В качестве облицовки подойдут плитка, штукатурка, обои. При установке гипсокартона учитывают, что при контакте с водой он может набухать.
Последовательность работ подробно описана в видеоуроке:
Вариант #3: Плиты МДФ и OSB
Помимо гипсокартона, можно использовать плиты МДФ и OSB. В этом случае их грунтуют еще до начала обшивки каркаса. Также понадобится дополнительно сделать вентиляционные прорези длиной 5-10 см и шириной 2-3 см.
Их прорезают в стороне, противоположной технологическому проему. Впоследствии щели можно закрыть пластиковой решеткой. В остальном установка экрана из МДФ и OSB не отличается от монтажа гипсокартонной конструкции.
Можно приобрести готовый экран из МДФ. Такие панели бывают сплошными и раздвижными. Они приятно выглядят, хорошо вписываются в интерьер, часто очень удобны в эксплуатации, однако даже ламинированные плиты чувствительны к влаге.
Они редко сохраняют первозданный внешний вид более трех лет. Чем дешевле материал, тем выше вероятность того, что пленка отслоится из-за повышенной влажности, а сама поверхность обшивки деформируется.

Вариант #4: Пластик и пластиковая вагонка
Производители пластиковых экранов утверждают, что их изделия способны прослужить 10-30 лет. В принципе, это возможно при условии бережного обращения с панелями.
Преимущества готовых пластиковых моделей – разнообразие цветов и фактур, простота в монтаже, эксплуатации, уходе. Есть конструкции с полочками, раздвижные, полностью открывающиеся и даже съемные.
Главное достоинство пластиковой вагонки – приятный внешний вид. Для такого экрана не требуется дополнительная обшивка лицевым материалом.
Крепят его на стартовый профиль из металла или деревянного бруса. Если выбран бюджетный вариант – дешевая вагонка, то на крепление профиля стоит обратить особое внимание.
Профиль под вагонку прочно фиксируют по всему периметру экрана и посередине. Такие меры предосторожности нужны из-за низкой устойчивости вагонки к механическим повреждениям.
К полу профиль дополнительно крепят с помощью герметика. Пластик нарезают строительным ножом и заводят краями за профиль, постепенно набирая всю декоративную панель.
В месте слива ванны делают технологический проем для обслуживания сантехники. Для этого устанавливают пластиковую раму с дверцей на петлях.
Такую дверцу можно приобрести в строительном магазине. Панель может быть сплошной или состоять из отдельных полос, размещенных на небольшом расстоянии друг от друга.

Вариант #5: Органическое стекло и зеркало
Очень оригинально выглядят экраны под ванну, изготовленные из органического стекла и зеркал. Такую конструкцию можно приобрести в специализированном магазине.
Обычно это раздвижные модели, которые открывают доступ ко всем коммуникациям. Плексиглас практически вечен. Он не боится высокой влажности, не разбухает и не способствует размножению микроорганизмов.
По прочности органическое стекло не уступает пластику, но серьезных ударов и царапин может не выдержать.
Плексиглас может быть матовым, прозрачным, с рисунком, любого цвета и фактуры. Производители экранов выпускают множество разнообразных моделей с различными типами открывания створок.
Выбор велик, и каждый покупатель может найти идеальный вариант для собственной ванны. Стеклянные модели отлично смотрятся в ванных комнатах, оформленных в ультрасовременном стиле. Устанавливают их на металлический каркас.
Популярны зеркальные модели, но настоящее зеркало устанавливать в нижней части ванны довольно рискованно, поэтому производители предложили более практичный вариант – панели из плексигласа с зеркальным напылением.
Они прочнее обычного зеркала, легко моются и так же роскошно выглядят. Органическое стекло довольно трудно разбить, но если оно все же расколется, то осколки будут мелкими и безопасными.
Зеркальный экран универсален, он неизменно хорошо смотрится в любом интерьере.

Вариант #6: Алюминиевые экраны
Если ищете оптимальный вариант по соотношению цена-качество, обратите внимание на алюминиевые модели. Они обходятся несколько дороже бюджетных пластиковых аналогов, зато прочнее и долговечнее.
Алюминий не ржавеет, долго сохраняет первозданный внешний вид. Рынок предлагает множество моделей, но самые популярные среди них – раздвижные конструкции.
Торцевая стенка алюминиевого экрана может быть изготовлена не только из металла, но и из органического стекла или пластика.

Вариант #7: Акриловые модели
Это специфические экраны, которые подходят только для акриловых ванн и обычно продаются с ними в комплекте. Основной материал для изготовления таких экранов – пластик с верхним лицевым покрытием из акрила.
Размеры и формы рассчитаны на конкретную ванну, поэтому с поиском универсального акрилового экрана, подходящего для различных моделей, могут возникнуть серьезные трудности.
С другой стороны, при покупке акриловой ванны с экраном проблема маскировки коммуникаций решается автоматически.
Панели конструкции не отличаются по цвету от ванны, плотно прилегают к бортикам, а каркас и крепежные элементы поставляются в комплекте.

Рекомендации мастера по выбору экрана
Каждый владелец сам решает, как организовать пространство в ванной комнате, выбирает материалы и способы монтажа, ориентируясь на собственные представления об удобстве и эстетике. Самодельный экран обычно гораздо крепче покупного, но далеко не каждый может смастерить и правильно установить его.
Перед покупкой экрана сделайте замеры пространства под ванной, решите, какая конфигурация будет для вас наиболее удобной. Если хотите найти экран, который можно будет просто смонтировать без специальных инструментов, ищите модель на ножках с регулируемой высотой. Несколько полезных рекомендаций по выбору даст специалист:
Выбирая готовые экраны, старайтесь не экономить на качестве. Хорошо зарекомендовали себя импортные модели Albatros, Jucussi, отечественные «Караван» и Ecroline. Эти производители предлагают не только стандартные экраны, но и угловые.
Цветовая гамма выбор фактур огромны. Вы можете найти модель любого дизайна и расцветки, укомплектованные всем необходимым для монтажа и сборки.




