Резка металла кислородно-пропановым резаком
 Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
 Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует  подготовить необходимое оборудование:
подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
 Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
 Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.Приступаем к работе
 Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
 При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
 В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки. Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Как пользоваться резаком (пропан, кислород): описание и инструкция по резке металла пропаном

Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки. Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
- Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.
- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.
Как правильно пользоваться резаком пропановым для резки
Газовый резак – это инструмент для резки металла, нагрева и раскроя металлических поверхностей и др. Механизм его работы – выдувание расплавленного металла струей режущего кислорода, который подается под давлением. Металл расплавляется под действием пламени смеси горючего газа (пропан или ацетилен) и кислорода. Затем нагретый металл разрезается струей режущего кислорода. Обратите внимание: обрабатывать таким образом можно нелегированную и углеродистую сталь. Остальные сплавы и металлы разрезаются другими технологиями резки.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.

Резка металла кислородно-пропановым резаком
Использование кислородной резки для скашивания кромки
: 1 — кондуктор; 2 — линия реза
Скашивание кромки с помощью резки по направляющей
(рис. 126). Нанесите на заготовку линию реза и закрепите заготовку на столе, чтобы расстояние от нее до края стола составило примерно 100 мм. Установите отрезок уголка, чтобы он располагался в виде буквы Л на расстоянии примерно 6 мм от линии реза. Для закрепления уголка на месте зажмите его заднюю полку с помощью двух струбцин. Разогрейте металл вдоль линии реза и доведите его в начале линии реза до ярко-красного цвета. Полностью откройте подачу кислорода и начните равномерно перемещать пламя резака вдоль нанесенной линии, прижав боковую сторону горелки к уголку, благодаря чему разрез происходит вдоль плоскости, наклоненной под углом 45 градусов.
Вырезание отверстий и резка труб
Рис. 127. Вырезание отверстий разных диаметров
Вырезание отверстий большого и малого диаметров
(рис. 127). Для вырезания отверстия диаметром до 15 мм подогрейте место реза, удерживая край ядра пламени на расстоянии примерно 3 мм над поверхностью металла. Затем рычагом постепенно включите подачу кислорода, чтобы прожечь металл. Для вырезания отверстий большего диаметра начертите контур будущего отверстия и прожгите отверстие в центре этого контура. Доведите сквозной прорез до края контура, а затем ведите его дальше по окружности.
Рис. 128. Резка труб
(рис. 128). Проведите линию реза вокруг трубы. Начав с верха трубы, прогрейте металл, направляя мундштук горелки к центру трубы, а затем нажмите рычаг подачи кислорода и прожгите отверстие. Удерживая мундштук горелки направленным к центру трубы, прорежьте ее до середины с одной стороны. Отпустите рычаг подачи кислорода, поднимите горелку и, начав снова с верха трубы, подогрейте трубу и прорежьте ее до обратной стороны. Для завершения резки поверните трубу и повторите проделанную процедуру с другой стороны.
Ссылки на другие страницы сайта по теме «строительство, обустройство дома»:
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Пару слов о пропановом резаке Р3П
Р3П предназначен для резки металла с помощью горючей смеси(пропан+кислород). Данная модель пользуется спросом, из пропановых резаков его можно назвать самым популярным, продается он регулярно. Производится резак в Ижевске, поэтому качество приличное. Еще данная модель имеет название ДЖЕТ 055. Но все знающие газорезчики называют его просто — р3п.(длина 480 мм). Кстати, есть еще удлинненная модель — на 800 мм и на 1000 мм. Стоят немного подороже. Рассмотрим инструмент более подробно.
Предназначен он для кислородной резки стали(низкоуглеродистая и низколегированная), то есть для обычного чермета. Очень часто мне приходилось видеть, как этим резаком режут металл прямо в полях(например вы нашли в поле или лесу тяжеленную деталь от трактора весом килограмм этак 300, как ее увезти на пункт металлосдачи — конечно же разрезать по кускам — вот тут-то такой резачок и пригодится).
Для резки вам понадобится 2 баллона с газон — горючий(пропан) и кислород. Также нужен будет кислородный рукав на 9 мм, 2 редуктора — пропановый(оранжевый) и кислородный(синий) и собственно сам резак.
Состоит он из ствола(2 трубки), на конце утолщение — смесительная камера, где смешиваются 2 газа, образуя горючую смесь. Далее идет наконечник, состоящий из двух мундштуков — внутренний и наружный. Имеется 2 штуцера для подключения пропана и кислорода. Кстати, когда будете прикручивать к штуцеру пропана переходник для присоединения шланга, то там левая резьба, поэтому закручивайте в обратную сторону. На штуцере кислорода обычная, правая резьба.
У резака 3 клапана — горючий газ, кислород и собственно режущий клапан — кислород реж.
Комплектация: Сам резак 2 ниппеля(переходник для шланга) 2 гайки (левая для пропана, правая для кислорода) 2 дополнительных мундштука №1 и №3, номер 2 уже установлен.
Номера мундштуков — для регулировки силы и толщины пламени, номер 3 имеет толстое отверстие, поэтому пламя сильнее и толще — для резки чего-то толстого и крупного. Если необходимо сделать тонкий рез — тогда ставится мундштук номер 2 или вообще 1. Соответственно, мундштук с более толстым отверстием «жжет» больше газа, расход горючей смеси выше.
Пропан подключается к нижнему штуцеру, кислород — к верхнему. Перед началом работы убедитесь, что все соединения надежно закреплены и отсутствует утечка газа. Все крепления должны быть на хомутах, герметичными. Далее устанавливаем давление газа согласно таблице в инструкции.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Как правильно резать металл кислородно-пропановым резаком?
Затем открываем на четверть оборота кислородный клапан, потом на 1 оборот клапан пропана. Отрегулируем пламя клапанами резака, далее открываем клапан режущего газа — кислорода. Можно работать. Выключать газ в следующем порядке — сначала горючий газ, потом кислород.
Резка металла с помощью пропанового резака Р3П выручит в условиях недоступности электричества, когда нет возможности работать болгаркой. Кстати, небольшая таблица, какой номер внутреннего мундштука подходит для какой толщины разрезаемого металла:
№1 5-25 мм №2 до 50 мм №3 до 100 мм №4 50-100 мм №5 100-200 мм №6 200-300 мм
Если устанавливаете внутренний мундштук №5 и №6, то для них уже нужен другой внешний мундштук — №2. Пятый и шестой номера предназначены для разрезания очень толстого металла, поэтому они удлиненные и имеют большой диаметр отверстия.
Примерная цена Р3П — 1400 рублей. Р3ПС(800 мм) — 1950 рублей Р3ПС(1000 мм) — 2050 рублей
Еще статьи по теме:
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.
Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.
- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Практические рекомендации при резке
Резка металла с помощью газового резака
Использование вставного резака превращает газовую горелку в инструмент, который режет металл по прямому и криволинейному контурам, проделывает отверстия большого и малого диаметров, перерезает трубы и металлические стержни. Вставной резак является самым удобным приспособлением для скашивания кромок изделий, которые должны соединяться встык. До начала резки металл разогревается кольцевым пламенем, создаваемым расположенными по кругу отверстиями специального мундштука. После разогрева металла с помощью рычага включается подача кислорода через центральное отверстие в мундштуке, который выжигает металл по мере продвижения резака вдоль линии реза. Как при разогреве, так и при резке край ядра пламени должен находиться на расстоянии примерно 3 мм над металлом.
Для повышения точности резки линия реза должна быть нанесена специальным мелом, не разрушающимся при нагреве. Разметку линии реза можно также выполнить кернером, располагая оставляемые им отметки на расстоянии примерно 6 мм друг от друга. В качестве направляющей для перемещения вставного резака вдоль линии реза следует использовать уголок или специальный кондуктор.
Как и при сварке, для резки металлов различной толщины используются различные вставные резаки. Имеется таблица, по которой можно выбрать резак, рекомендуемый для выполнения данной работы, а также соответствующие давления кислорода и ацетилена (отличающиеся от давлений, рекомендуемых для сварки).
Читать также: Резка металла кислородно пропановым резаком
Рис. 123. Устройство вставного резака
: 1 — мундштук; 2 — вставной резак; 3 — рычаг подачи кислорода; 4 — вентиль подачи кислорода; 5 — ручка резака; 6 — отверстия для подогрева металла; 7 — отверстие для резки металла
Газовый резак по металлу
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.

Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
- специальная головка с двумя сменными мундштуками;
- трубки для подачи кислорода и газа;
- смесительная камера для образования смеси горючего и режущего газов;
- 3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
- рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.

Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
- Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.

Фото 2. Внешний вид инжекторной газокислородной горелки
- Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.

Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
- Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
- Стабильное горение пламени без хлопков и обратных ударов.
- Возможность резки сталей в любом направлении, независимо от толщины.
- Высокая производительность.
- Простота обслуживания и продолжительный срок службы.

Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
- В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
- Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
- Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
- Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
- Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
- Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
- Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
- Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
- Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
- Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.

Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
- Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
- Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
- Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
- Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.

Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
- Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
- Проверка всех соединений на предмет утечки газа.
- Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т.е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
- Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
- Поджигается горючая смесь.
- Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
- После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.

Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
В следующем видео показано, как правильно работать резаком газовым:
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
- 2 большие капельницы;
- баллончик с газом для заправки обычных зажигалок;
- игла, используемая для накачивания мячей;
- ниппель;
- компрессор;
- аквариумный насос;
- медный провод;
- паяльник с расходниками;
- надфиль.
Инструкция по сборке:
- Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
- В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
- Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
- На окончаниях игл крепятся трубки из капельниц.
- К толстой игле подводится газовый баллончик, к тонкой – компрессор.

Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
- специальные очки;
- перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
- специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
Как сделать пенообразователь для пенобетона самостоятельно?
Если при самостоятельном строительстве принято решение применить пенобетон, то это абсолютно не означает, что придется, изрядно потратится на покупку специального оборудования. Ведь пеногенератор для пенобетона своими руками вполне реально сделать. Основная задача пеногенератора – это создание особой пены, которую добавляют в жидкий бетон, из которого в свою очередь производят пенобетон.
Особенности пеногенератора, принцип работы
Если пеногенератор будет создан своими руками, то это поможет значительно сократить расходы при строительстве. Данный самодельный аппарат довольно прост в использовании и чрезвычайно крепок, но это только в том случае, если все было сделано верно. Свойства полученной пены практически равны тем, что были произведены в заводских условиях.
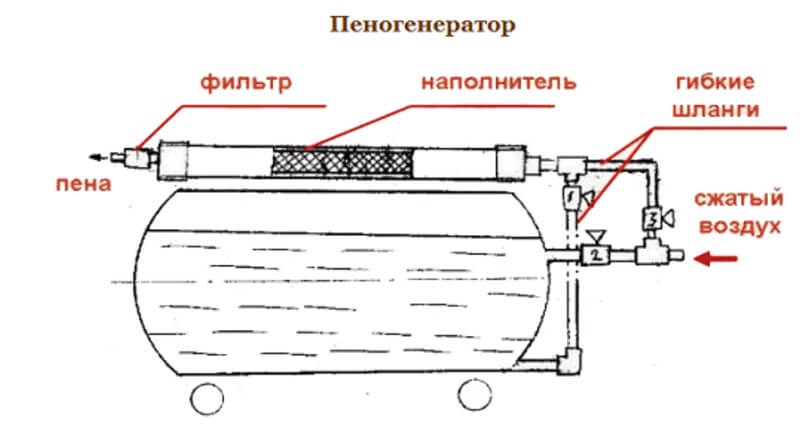
В устройстве пеногенераторов применяется элементарный принцип парных вентилей. Посредством регулирования вентилями, можно выбрать, какой плотностью будет обладать пена. Если необходимо перекрыть систему, то на помощь придут запорные вентили. Если установите сразу нужные свойства пены, то в дальнейшем понадобятся лишь запорные вентили.
Главной деталью в подобном устройстве являются особые вентили, которые, как уже было сказано, используются для подачи пены и для ее остановки, а также для управления характеристиками плотности. Пеногенераторы для пенобетона состоят из трех главных элементов – часть, которая отвечает за подачу смеси, часть, в которой происходит пенообразование и часть, отвечающая за дозирование. Для того, чтобы функционирование было точным и непрерывным, работа всех элементов обязана быть отлажена идеально.
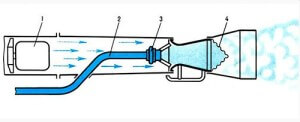 Схема воздушно-пенного генератора: 1 – Вентилятор, 2 – Рукав подачи раствора, 3 – Насадка, 4 – Сетка.
Схема воздушно-пенного генератора: 1 – Вентилятор, 2 – Рукав подачи раствора, 3 – Насадка, 4 – Сетка.
Принцип пенообразования в пеногенераторе ничем не отличается от промышленных моделей. В отсеке турбулентного перемешивания производится подача смеси пеноконцентрата, а там он перемешивается с воздушным потоком. После чего раствор под давлением проталкивается через специальную насадку. На входе происходит сжимание раствора, но на выходе мы получаем увеличение, при этом скорость потока постоянно подвергается изменению. Так функционируют все современные устройства такого типа. После того как раствор проник сквозь насадку, он оказывается в пенопатроне и там преобразуется в пену.
Именно этот основной принцип функционирования необходимо соблюдать, если есть желание создать пеногенератор для пенобетона самостоятельно. Не стоит забывать и о том, что к турбине нужно будет подсоединить компрессор с необходимым давлением. Без установки данного компрессора, смесь нужно будет подавать посредством работы обычного насоса. Однако такой способ не подойдет, если задумана стройка большого размера. В среднем, благодаря работе самодельного аппарата можно получать около 450 литров пены за минуту. В случае правильной сборки и отладки, пеногенератором можно производить массу высокого качества и в необходимом количестве.
Что понадобится для его создания и монтажа?
Прежде чем начинать изготавливать пенообразователь, необходимо выполнить чертеж будущего аппарата. Чертеж можно выполнить самостоятельно либо найти уже готовый вариант.
 Схема высоконапорного пеногенератора.
Схема высоконапорного пеногенератора.
Пеногенераторы для пенобетона можно сконструировать, воспользовавшись следующими инструментами и материалами:
- погружной насос;
- сварочный аппарат;
- шланги;
- металлические листы;
- компрессорная установка;
- специальные вентили для регулирования и запирания пены;
- труба.
Производство ячеистых бетонных блоков означает обязательное использование пены, которую добавляют в специальную смесь. Раствор тщательно вымешивается. Свойства итогового материала во многом отталкиваются от качества полученного сырья в пеногенераторах. Пенообразователь обязан гарантировать точное смешивание всех применяемых компонентов.
Чтобы собрать подобное оборудование, необходимо определенное количество времени. Чтобы воздух попадал в закрытую камеру, нужен обычный пылесос. Однако такое оборудование не имеет возможности контролировать расход пены. Изготовление пенообразователя начинается с камеры, в которую будут поступать воздух и смесь.
Для хранилища можно применить любую металлическую емкость в виде цилиндра. Воздух с раствором поступает в емкость без остановки. Чтобы это выполнить, необходим специальный насос (погружного типа) и шланг. Сжатый воздух будут направлять в камеру из компрессорной установки через второй шланг. Нагрузка в таком аппарате будет настраиваться с помощью вентиля. Чтобы давление повысилось, вентиль прикручивается сильнее. Так же в систему поступает вода.
Пенообразователь оборудуется специальной насадкой, которая устанавливается отдельно в обшивку. Внутри данного элемента располагается канал, сначала он сжимается, а после увеличивается. Раствор выходит из насадки и оказывается в пенопатроне. Пенопатрон обладает большим значением в процессе формирования пены. Внутри него помещают металлические сетки, которые применяют при мытье посуды. Его производят из проволоки маленького диаметра. Раствор из насадки попадает на фильтр. Этот фильтр можно приобрести в любом сантехническом магазине.
 Плотная, однородная пена — признак качественного материала.
Плотная, однородная пена — признак качественного материала.
Нельзя забывать о том, что все соединения требуют уплотнения. Ножки такого оборудования изготавливают из металлической трубы. Их приваривают к обшивке, используя сварочный аппарат.
Специалисты советуют делать пенообразователь самостоятельно, но учитывая такие моменты:
- глубина насадки и ее входной диаметр обязаны быть равны;
- выходной диаметр насадки должен быть в три раза меньше ее глубины;
- диаметр отверстия в центре насадки должен быть примерно 10 миллиметров.
В случае сборки пенообразователя с выдачей 200 литров пены, диаметр пенопатрона равен 40 миллиметрам, а его длина около 70 сантиметров.
Если выдача пены в час равна 500 литрам, то диаметр – 70 миллиметров, а длина – 70 сантиметров. Габариты других элементов пенообразователя выбираются индивидуально в каждом отдельном случае.
Заключение
Конечно, купить готовое оборудование намного легче, чем смонтировать его. Однако не всегда есть возможность это сделать. Тем более если пенообразователь будет использоваться на стройке небольшого размера.
Однако чтобы получать качественный продукт, необходимо обладать хотя бы минимальными знаниями. Иначе получится, что дешевле было бы купить заводской вариант.
Как сделать пеногенератор для пенобетона своими руками: чертежи, сборка
Пеногенератор для пенобетона нужен, чтобы вспенить обыкновенный бетон и тем самым изменить его структуру и улучшить теплоизоляционные свойства, уменьшить плотность и массу.
Измененный материал можно использовать для изготовления строительных блоков разной конфигурации или заливки конструкций с применением опалубки.

Производство пенобетона — состав смеси
Стройматериал получают разной прочности в зависимости от пропорций компонентов, входящих в состав:
- Портландцемент нужен в качестве вяжущего.
- Средней и мелкой фракции песок должен состоять из кварца на ¾ и с менее чем 3% уровнем примесей.
- Для вспенивания понадобится пенообразователь, синтетический или натуральный.
- Вода.
Для изготовления 907 кг сырой пенобетонной смеси с плотностью 800 кг/м³ понадобятся:
- 420 кг песка;
- 320 кг цемента;
- 140 л воды в растворе;
- 1,2 кг пеноконцентрата.
Состав материала может отличаться в зависимости от назначения. Для первого ряда можно сделать более прочные и тяжелые изделия. Для верхних рядов подойдут облегченные и менее теплопроводные блоки.

Пенообразователь своими руками
Процесс приготовления требует затрат времени и труда, поэтому он имеет смысл, если планируется производить достаточно большое количество стройматериала.
Состав пенообразователя
Чтобы сделать пену для производства пеноблоков своими руками, понадобится раствор из:
- столярного клея — 0,06 кг;
- канифоли — 1 кг;
- каустической соды (едкий натр) — 0,15 кг.
Как сделать в домашних условиях
Этапы изготовления пенообразователя дома:
- Сделать клей. 1:10 залить водой сухие куски клея и оставить на 24 часа, чтобы он разбух. Потом нужно нагреть воду с клеем, постоянно мешая, до +60°C. Когда получится однородная масса, состав готов.
- Чтобы получить в результате пену, понадобится мыло из канифоли. Для этого требуется вскипятить натр и ввести в кипяток предварительно раскрошенную смолу. Для растворения канифоли понадобится варить смесь около 2 часов.
- Полученные составы смешиваются в пропорции 1:6. В раствор клея следует вливать канифольное мыло.
Для дальнейшей работы, чтобы получить высокоплотную (80 г/дм³) пену, понадобится генератор. Для визуальной проверки ее пригодности можно заполнить ведро и перевернуть. Вспененная структура должна остаться на месте.
Меньший по плотности состав снизит качество бетона и изделий из него.
Изготовление пеногенератора
Перед изготовлением пеногенератора для пенобетона своими руками нужно изучить принцип его действия:
- В генератор подается смесь пенообразователя и воды, а также сжатый воздух, нагнетаемый компрессором или насосом.
- В устройстве они смешиваются и ускоряются из-за уменьшения проходного диаметра в жиклере или сопле Лаваля. В домашнем варианте — сетке из металла (для чистки посуды на кухне).
- После прохождения через сетчатую структуру и наполнения воздухом смесь вспенивается.
Дальше пену нужно подать внутрь бетономешалки, чтобы получился пенобетон.

3 узла
В состав генератора для создания пены входят следующие основные подсистемы:
- Устройство подачи. В его емкость, например, доработанный газовый баллон б/у, заправляется пенообразователь, который поступает для преобразования.
- Дозирующий модуль. Регулирует подачу, а значит, плотность пены и характеристики итогового раствора — марку изделий из бетона.
- Преобразующее устройство. В нем из воды, воздуха и пенообразователя получается пена.
Схема
В схему устройства необходимо включить:
- дозирующий модуль, чаще всего состоящий из вентилей, регулирующих количество пенообразующей смеси и воздуха;
- тройник или камеру смешивания;
- сопло Лаваля или жиклер;
- пенопатрон.
Существуют более сложные вариации схем, включающие емкость, патрубки и шланги, компрессорную установку, а также дополнительные конструкции преобразователя — диффузор, обратный клапан с патрубком для всасывания, стыковочный фланец и груз.

Сборка — чертеж
На сборочном чертеже в зависимости от вида используемого прибора должны быть представлены:
- Запорный вентиль, управляющий подачей раствора.
- Вентиль, с помощью которого настраивается плотность пены (количество концентрата и воды).
- Вентиль, регулирующий давление воздуха.
- Муфта соединительная.
- Камера для смешивания.
- Жиклер (шайба) 10 мм в диаметре.
- Пенопатрон.
- «Ерш» с сетчатой шайбой и резьбовым соединением.

Изготовление
Плотность пены и другие показатели ее качества зависят от выбора конструкции и правильности сборки генератора, который должен обеспечивать точное смешивание строительной смеси, воды и воздуха.
Понадобятся материалы и инструменты:
- вентили для регулировки и запирания;
- труба пластиковая или металлическая;
- гибкие шланги;
- компрессор или насос;
- сетки;
- емкость или металлический лист;
- тройники;
- специально выточенные элементы, например, сопло Лаваля;
- емкость (готовый баллон) или лист металла для изготовления;
- схема и чертежи.

Изготовление камеры смешивания
Потребуется взять приготовленную трубу и приварить к ней 2 патрубка:
- С торца чаще всего подают воздух.
- Эмульсия пенообразующего концентрата подсоединяется под углом 90°, а в некоторых конструкциях используют угол 45°.
Чтобы сделать более надежное устройство, в каждый из патрубков (боковой и торцевой) монтируют 2 крана:
- регулировочный — для изменения количества, давления, напора подачи;
- запорный, позволяющий в случае необходимости полностью перекрыть поступление.
2 вентиля ставят для того, чтобы после осуществления настроек качества пены, не сбивать их каждый раз при выключении устройства или прекращения подачи.
Патрубок для смеси делают больше воздушного на 20%.
Изготовление пенопатрона
Для выхода готовой смеси приваривается специальный патрубок ко 2 заготовке трубы.
Чтобы ограничить скорость выхода пены, в патрубке делается диффузор — воронка.
Превращение смеси в пену осуществляется с помощью фильтров в виде сеток. В домашних конструкциях используют готовые фильтры или более дешевый, но не менее эффективный вариант, — сеточки, которые сделаны для чистки кухонной утвари.
Нужно взять металлические проволочные сетки и набить ими патрубок по всей длине, делая это как можно плотнее.
В качестве корпуса для пенопатрона можно использовать пластиковые патрубки, производимые для канализационных систем. Часто концевой «Ерш» не используют, а ставят различные ограничители, не позволяющие сеточкам выпасть.

Соединение камеры смешивания и пенопатрона
Пенапатрон нужно соединить в торец со смешивающей камерой. Между ними ставится шайба жиклер или сопло Лаваля, которые служат для повышения скорости движения смеси по пеногенератору.
Применение сопла увеличивает коэффициент полезного действия системы на 30-40%. В соплах Лаваля, сделанных самостоятельно, ставятся круглые металлические пластины с множеством небольших отверстий.
Вариант с жиклером более дешев, его легче найти и установить, он может быть использован в качестве временной меры. Его, как и сопло Лаваля, ставят перед пенопатроном после камеры смешивания (тройника).
- диаметр отверстия в центре — 10 мм;
- выходной диаметр относительно глубины делается 3:1;
- соотношение входного диаметра и глубины должно быть более 30 мм (1:1).
Оптимальные размеры пенопатрона, который делается для производства до 500 л пены, составляют 600-800 мм в длину и 50-80 мм в диаметре. Для меньших объемов (до 200 л) диаметр патрона делают 30-40 мм.

Подключение компрессора
Пенобетонный агрегат включает в себя компрессор, который может быть любым по конструкции, но с давлением около 6 атмосфер.
Если емкость пеногенератора представляет собой бак объемом 200 л, то вместо компрессора можно применить насос с давлением в 2-3 атмосферы.
Подключение емкости
Бак, содержащий пенообразователь, нужно подсоединить к боковому патрубку, соединенному с камерой смешивания.
Емкость принято устанавливать на каркас с колесами для удобного перемещения на объекте. С боковым патрубком ее соединяют с помощью гибкого шланга, через который эмульсия пенообразователя поступает в камеру смешивания.
Для производства большого объема продукта к емкости подключают небольшой дополнительный насос, способствующий более эффективной подачи эмульсии. Но нередко оставляют систему, работающей самотеком.
При монтаже все части пенообразователя должны быть соединены надежно и плотно. Для этого используют прокладки, уплотнительные муфты, ленту Фум и т.д.
Изготовленный своими руками пеногенератор для пенобетона обойдется дешевле купленного в магазине. Изготовленные из произведенной им пены блоки не будут отличаться качеством.
Как сделать пенообразователь для пенобетона самостоятельно?

Если при самостоятельном строительстве принято решение применить пенобетон, то это абсолютно не означает, что придется, изрядно потратится на покупку специального оборудования. Ведь пеногенератор для пенобетона своими руками вполне реально сделать. Основная задача пеногенератора – это создание особой пены, которую добавляют в жидкий бетон, из которого в свою очередь производят пенобетон.
Особенности пеногенератора, принцип работы
Если пеногенератор будет создан своими руками, то это поможет значительно сократить расходы при строительстве. Данный самодельный аппарат довольно прост в использовании и чрезвычайно крепок, но это только в том случае, если все было сделано верно. Свойства полученной пены практически равны тем, что были произведены в заводских условиях.
В устройстве пеногенераторов применяется элементарный принцип парных вентилей. Посредством регулирования вентилями, можно выбрать, какой плотностью будет обладать пена. Если необходимо перекрыть систему, то на помощь придут запорные вентили. Если установите сразу нужные свойства пены, то в дальнейшем понадобятся лишь запорные вентили.
Главной деталью в подобном устройстве являются особые вентили, которые, как уже было сказано, используются для подачи пены и для ее остановки, а также для управления характеристиками плотности. Пеногенераторы для пенобетона состоят из трех главных элементов – часть, которая отвечает за подачу смеси, часть, в которой происходит пенообразование и часть, отвечающая за дозирование. Для того, чтобы функционирование было точным и непрерывным, работа всех элементов обязана быть отлажена идеально.

Схема воздушно-пенного генератора: 1 – Вентилятор, 2 – Рукав подачи раствора, 3 – Насадка, 4 – Сетка.
Принцип пенообразования в пеногенераторе ничем не отличается от промышленных моделей. В отсеке турбулентного перемешивания производится подача смеси пеноконцентрата, а там он перемешивается с воздушным потоком. После чего раствор под давлением проталкивается через специальную насадку. На входе происходит сжимание раствора, но на выходе мы получаем увеличение, при этом скорость потока постоянно подвергается изменению. Так функционируют все современные устройства такого типа. После того как раствор проник сквозь насадку, он оказывается в пенопатроне и там преобразуется в пену.
Именно этот основной принцип функционирования необходимо соблюдать, если есть желание создать пеногенератор для пенобетона самостоятельно. Не стоит забывать и о том, что к турбине нужно будет подсоединить компрессор с необходимым давлением. Без установки данного компрессора, смесь нужно будет подавать посредством работы обычного насоса. Однако такой способ не подойдет, если задумана стройка большого размера. В среднем, благодаря работе самодельного аппарата можно получать около 450 литров пены за минуту. В случае правильной сборки и отладки, пеногенератором можно производить массу высокого качества и в необходимом количестве.
Вернуться к оглавлению
Что понадобится для его создания и монтажа?
Прежде чем начинать изготавливать пенообразователь, необходимо выполнить чертеж будущего аппарата. Чертеж можно выполнить самостоятельно либо найти уже готовый вариант.

Схема высоконапорного пеногенератора.
Пеногенераторы для пенобетона можно сконструировать, воспользовавшись следующими инструментами и материалами:
погружной насос;сварочный аппарат;шланги;металлические листы;компрессорная установка;специальные вентили для регулирования и запирания пены;труба.
Производство ячеистых бетонных блоков означает обязательное использование пены, которую добавляют в специальную смесь. Раствор тщательно вымешивается. Свойства итогового материала во многом отталкиваются от качества полученного сырья в пеногенераторах. Пенообразователь обязан гарантировать точное смешивание всех применяемых компонентов.
Чтобы собрать подобное оборудование, необходимо определенное количество времени. Чтобы воздух попадал в закрытую камеру, нужен обычный пылесос. Однако такое оборудование не имеет возможности контролировать расход пены. Изготовление пенообразователя начинается с камеры, в которую будут поступать воздух и смесь.
Для хранилища можно применить любую металлическую емкость в виде цилиндра. Воздух с раствором поступает в емкость без остановки. Чтобы это выполнить, необходим специальный насос (погружного типа) и шланг. Сжатый воздух будут направлять в камеру из компрессорной установки через второй шланг. Нагрузка в таком аппарате будет настраиваться с помощью вентиля. Чтобы давление повысилось, вентиль прикручивается сильнее. Так же в систему поступает вода.
Пенообразователь оборудуется специальной насадкой, которая устанавливается отдельно в обшивку. Внутри данного элемента располагается канал, сначала он сжимается, а после увеличивается. Раствор выходит из насадки и оказывается в пенопатроне. Пенопатрон обладает большим значением в процессе формирования пены. Внутри него помещают металлические сетки, которые применяют при мытье посуды. Его производят из проволоки маленького диаметра. Раствор из насадки попадает на фильтр. Этот фильтр можно приобрести в любом сантехническом магазине.

Плотная, однородная пена — признак качественного материала.
Нельзя забывать о том, что все соединения требуют уплотнения. Ножки такого оборудования изготавливают из металлической трубы. Их приваривают к обшивке, используя сварочный аппарат.
Специалисты советуют делать пенообразователь самостоятельно, но учитывая такие моменты:
глубина насадки и ее входной диаметр обязаны быть равны;выходной диаметр насадки должен быть в три раза меньше ее глубины;диаметр отверстия в центре насадки должен быть примерно 10 миллиметров.
В случае сборки пенообразователя с выдачей 200 литров пены, диаметр пенопатрона равен 40 миллиметрам, а его длина около 70 сантиметров.
Если выдача пены в час равна 500 литрам, то диаметр – 70 миллиметров, а длина – 70 сантиметров. Габариты других элементов пенообразователя выбираются индивидуально в каждом отдельном случае.
Вернуться к оглавлению
Заключение
Конечно, купить готовое оборудование намного легче, чем смонтировать его. Однако не всегда есть возможность это сделать. Тем более если пенообразователь будет использоваться на стройке небольшого размера.
Однако чтобы получать качественный продукт, необходимо обладать хотя бы минимальными знаниями. Иначе получится, что дешевле было бы купить заводской вариант.





