Полуавтомат из сварочного инвертора своими руками: схема, фото, видео
Сварочный полуавтомат – это функциональное устройство, которое можно приобрести готовым или сделать из инвертора своими руками. Следует отметить, что изготовление полуавтоматического аппарата из инверторного устройства – задача не из простых, но при желании ее можно решить. Тем, кто поставит перед собой такую цель, следует хорошо изучить принцип работы полуавтомата, посмотреть тематические фото и видео, подготовить все необходимое оборудование и комплектующие.
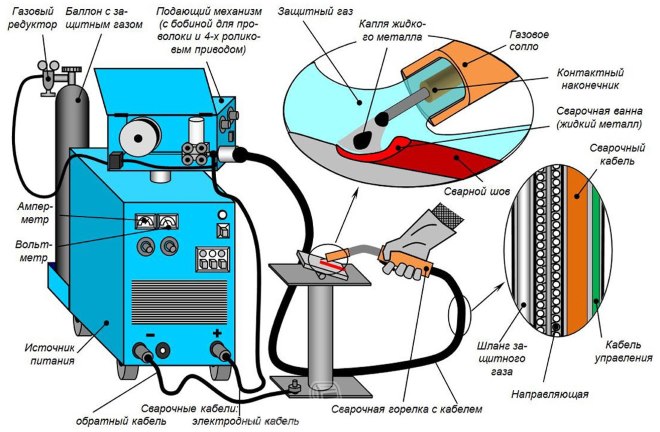
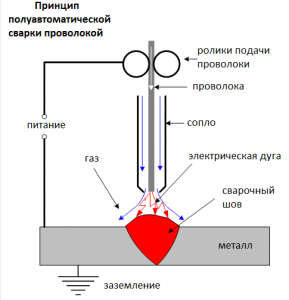
Схема полуавтоматической сварки в среде защитного газа
Что потребуется для переделки инвертора в полуавтомат
Чтобы переделать инвертор, изготовив из него функциональный сварочный полуавтомат, вы должны найти следующее оборудование и дополнительные комплектующие:
- инверторный аппарат, способный формировать сварочный ток силой 150 А;
- механизм, который будет отвечать за подачу сварочной проволоки;
- основной рабочий элемент – горелку;
- шланг, через который будет подаваться сварочная проволока;
- шланг для подачи защитного газа в зону выполнения сварки;
- катушку со сварочной проволокой (такую катушку необходимо будет подвергнуть некоторым переделкам);
- электронный блок, управляющий работой вашего самодельного полуавтомата.
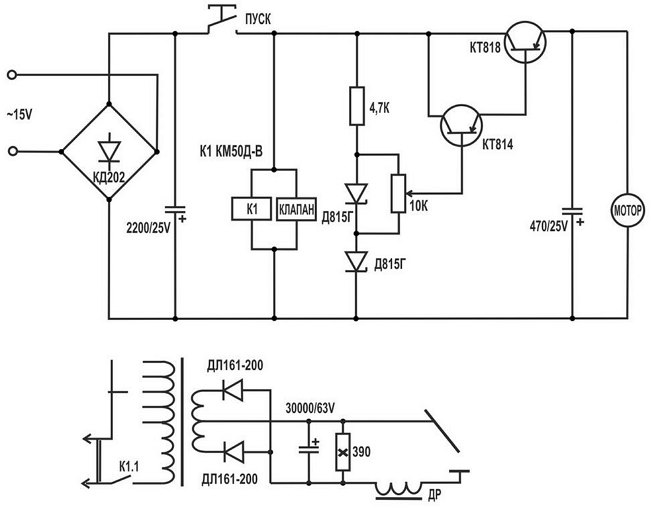
Электрическая схема самодельного полуавтомата
Отдельное внимание надо посвятить переделке подающего устройства, за счет которого в зону сварки подается сварочная проволока, передвигающаяся по гибкому шлангу. Чтобы сварной шов получался качественным, надежным и аккуратным, скорость подачи проволоки по гибкому шлангу должна соответствовать скорости ее расплавления.
Поскольку при сварке с использованием полуавтомата может применяться проволока из разных материалов и различного диаметра, скорость ее подачи должна регулироваться. Именно такую функцию – регулирование скорости подачи сварочной проволоки – как раз и должен выполнять подающий механизм полуавтомата.
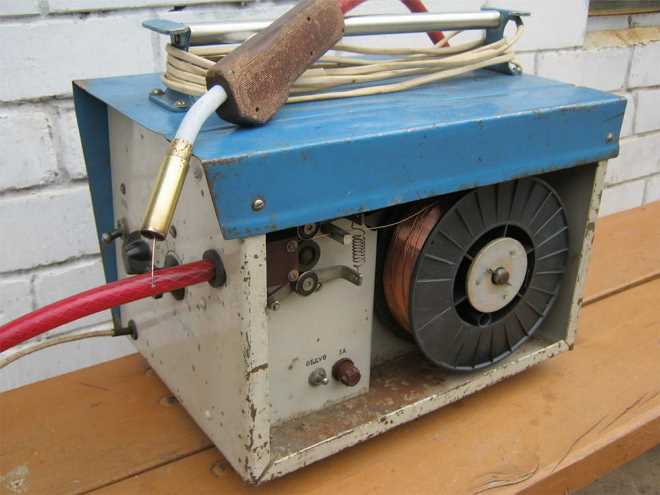
Внешний вид самодельного полуавтоматического сварочника
Самыми распространенными диаметрами проволоки, применяемой при сварке полуавтоматом, являются 0,8; 1; 1,2 и 1,6 мм. Проволоку перед выполнением сварки наматывают на специальные катушки, которые являются приставками полуавтоматических аппаратов, закрепляемыми на них при помощи несложных конструктивных элементов. В процессе выполнения сварки проволока подается автоматически, что значительно сокращает время, затрачиваемое на такую технологическую операцию, упрощает ее и делает более эффективной.
Основным элементом электронной схемы блока управления полуавтомата является микроконтроллер, который отвечает за регулирование и стабилизацию сварочного тока. Именно от данного элемента электронной схемы сварочного полуавтомата зависят параметры рабочего тока и возможность их регулирования.
Как переделать инверторный трансформатор
Для того чтобы инвертор можно было использовать для самодельного полуавтомата, его трансформатор необходимо подвергнуть некоторым переделкам. Выполнить такую переделку своими руками несложно, надо только придерживаться определенных правил.
Чтобы привести характеристики инверторного трансформатора в соответствие с теми, которые необходимы для полуавтомата, следует обмотать его медной полосой, на которую нанесена обмотка из термобумаги. Нужно иметь в виду, что для этих целей нельзя использовать обычный толстый провод, который будет сильно нагреваться.
![]()
Переделанный трансформатор инвертора
Вторичную обмотку инверторного трансформатора также необходимо переделать. Для этого надо сделать следующее: намотать обмотку, состоящую из трех слоев жести, каждый из которых необходимо изолировать при помощи фторопластовой ленты; концы уже имеющейся обмотки и сделанной своими руками спаять между собой, что позволит повысить проводимость токов.
Конструктивная схема инвертора, используемого для его включения в сварочный полуавтомат, должна обязательно предусматривать наличие вентилятора, который необходим для эффективного охлаждения устройства.
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.

Силовые диоды на дополнительных радиаторах
Кроме того, в той части корпуса инвертора, где располагается радиатор, нагревающийся сильнее, лучше всего смонтировать термодатчик, который будет отвечать за отключение аппарата в том случае, если он перегреется.
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
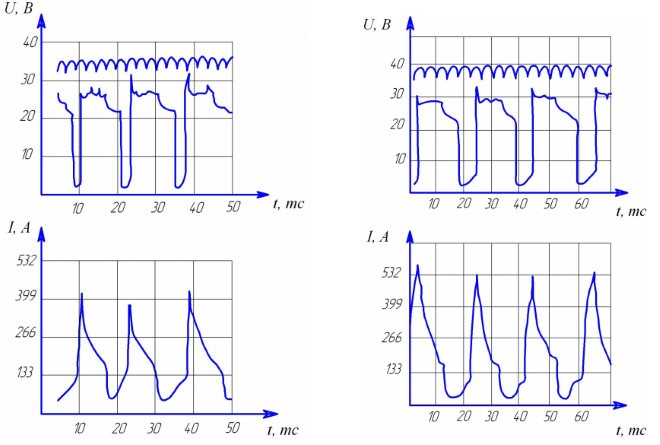
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
Ориентировочные режимы полуавтоматической сварки стыковых швов
Как контролировать правильность работы оборудования
Чтобы сварочный полуавтомат, который вы собрали своими руками, служил вам длительное время, лучше постоянно контролировать температурный режим работы инвертора. Для осуществления такого контроля необходимо нажать одновременно две кнопки, после чего температура самого горячего радиатора инвертора будет выводиться на индикатор. Нормальной рабочей температурой считается та, значение которой не превышает 75 градусов Цельсия.
Если данное значение будет превышено, то, кроме информации, выводимой на индикатор, инвертор начнет издавать прерывистый звуковой сигнал, на что следует сразу же обратить внимание. В этом случае (а также при поломке или замыкании термодатчика) электронная схема устройства автоматически снизит рабочий ток до значения 20А, а звуковой сигнал будет издаваться до тех пор, пока оборудование не придет в норму. Кроме того, о неисправности оборудования, сделанного своими руками, может свидетельствовать код ошибки (Err), высвечиваемый на индикаторе инвертора.

Настройка режима сварки на инверторе «Ресанта»
В каких случаях используется сварочный полуавтомат
Практика показывает, что полуавтомат лучше использовать в тех случаях, когда требуется получить точные и аккуратные соединения деталей, изготовленных из сталей. При помощи такого оборудования, которое при желании можно изготовить своими руками, выполняют сварные соединения тонкого металла, что очень актуально при ремонте кузова автотранспортного средства.
Научиться работать на таком аппарате тоже несложно: в этом помогут уроки, взятые у квалифицированных специалистов, или обучающее видео.
Сварочный полуавтомат своими руками — описание, чертежи, схемы

Вниманию любителей «чинить» автотранспортные средства своими руками предлагается для самостоятельной сборки авторская схема и конструкция сварочного полуавтомата в углекислотной газовой среде с автоматической подачей сварочной проволоки в зону сварки.
Назначение и описание устройства
Автолюбители знают, что для сварки кузова «железных» коней одного лишь аппарата дуговой электродной сварки переменного тока недостаточно – тонкий металл кузова требует аккуратной и желательно быстрой точечной сварки. Конечно, существует несколько типов сварочных аппаратов разного рода, доступных для частных автовладельцев, например – ацетилено-кислородная сварка или сварка в среде углекислого газа.
Но по сравнению с ацетилено-кислородной сваркой полуавтоматическая сварка в среде углекислого газа имеет существенные преимущества:
- зона термического влияния очень узкая, поэтому деталь деформируется очень мало или вовсе не деформируется;
- краска на детали выгорает тонкой полосой, что уменьшает объем подготовки, рихтовки и окраски изделия;
- т.к. скорость расплавления электродной проволоки очень высока — общая производительность сварки выше в 2-3 раза;
- качество сварочного шва лучше;
- не требуется очень точной подгонки деталей перед сваркой;
- качественный шов получается даже при разных толщинах свариваемых деталей;
- углекислый газ менее дефицитен, чем кислород или ацетилен;
- способ сварки осваивается легко и быстро.
Для полуавтоматической сварки в среде углекислого газа отечественной промышленностью выпускается различное оборудование: А-537, А-537У, А-547Р, А-825М, А-1230М и др., поэтому организациям более интересными могут оказаться именно эти готовые промышленные устройства, а любителям, державшим в руках паяльник автор предлагает самим собрать разработанный им подобный несложный аппарат, который он эксплуатирует уже 3-й год.
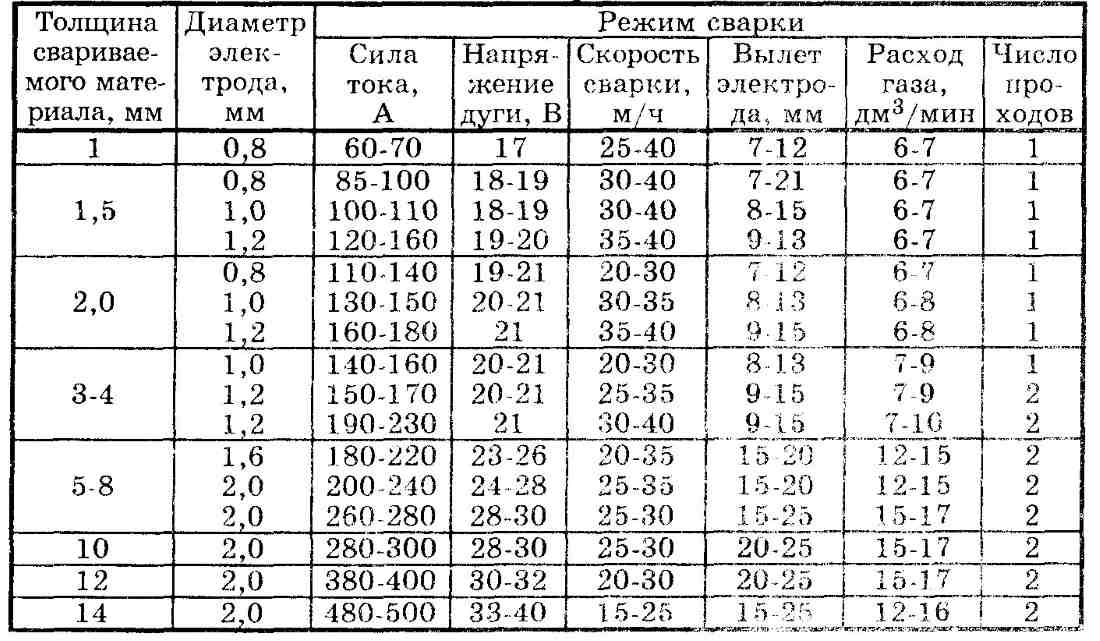
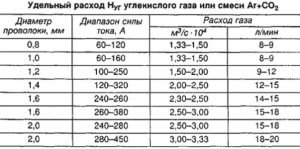
С одной стороны углекислый газ защищает расплавленный металл от воздействия кислорода и азота воздуха, с другой стороны — он разлагается на окись углерода (угарный газ) и кислород, который окисляет металл. Для компенсации окисления применяют специальную омедненую электродную проволоку, содержащую кремний и марганец: Св-08ГС, Св-08Г2С, Св-10ГС, Св-12ГС, как нетрудно догадаться из обозначений — 0.8, 0.8, 1.0 и 1.2 мм диаметром соответственно. Практические числовые данные, которые должны достаточно точно выдерживаться (особенно это касается напряжений) во избежание плохого качества сварки, приведены в таб.1.
Режимы сварки в углекислом газе
Диаметр проволоки, мм
Толщина детали, мм
Сварочный ток, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Автор в своей конструкции использовал 0.8 мм омедненую электродную проволоку, которую удалось купить на рынке. Поэтому схема рассчитана именно на режим работы, соответствующий первой строке таб.1.
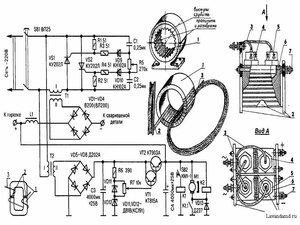
Схема устройства
Его основа – мощный сварочный трансформатор Т1, который подключается к сети 220В коммутатором на включенных встречно-параллельно оптотиристорах VS1,VS2, управляемых ключом VT1-VT2 и обеспечивает:
- сварочное напряжение с выходной обмотки II (согласно первой строке таб. 1), выпрямленное мостом VD1…VD5, сглаженное фильтром L1-C1 (R3 балластный резистор, разряжает С1 на холостом ходу);
- напряжение питания (с выходной обмотки III) электродвигателя, подающего сварочную проволоку, который включается ключом VT8 через стабилизатор напряжения C6-DA2-R11-R12-C7 и выходной мощный транзистор VT7;
- напряжение питания (с выходной обмотки III, пониженное до 12 В резистором R9) газового клапана KL1, который включается электронным ключом VT5-VT6.
Переключателем SA2 первичной обмотки можно изменить выходное напряжение примерно от 18… 21В.
Включение аппарата производится нажатием на кнопку SA1 «Пуск», которая подключена на вход каскада на VT3 (с R4C2-цепью на входе), который представляет собой антидребезговый ключ с двумя проводами от кнопки (если желаете, то можно применить стандартные антидребезговые решения на ИМС триггеров, логических элементов, но они требуют три провода от кнопки, а внутри примененного автором стандартного промышленного «держака» сварочного полуавтомата проложено только два провода для кнопки).
К аналогичному ключу на VT4 подключен кремниевый диод VD14, который может быть закреплен в качестве термодатчика на самой горячем узле схемы при его продолжительной работе, подберите резистором R4 подходящий температурный порог срабатывания, при котором VT4 закроется и через DD1.4 отключит все узлы аппарата. Но если Ваша конструкция нигде не перегревается при продолжительной работе, то весь узел VD14-R4-R6-C3-VT4-R7-DD1.4 можно удалить из схемы.
Необходимые фазы управляющих сигналов для выходных узлов аппарата (T1, газового электроклапана KL1, электродвигателя) обеспечивает всего одна ИМС DD1 155ЛА3, которая вместе с вместе с VT1, VT2,VS1,VS2, VT3,VT4 питается стабилизированным DD1 напряжением 5В от низковольтного выпрямителя T2-VD9…VD13.
Выпрямительные диоды VD1-VD5 – мощные, на соответствующий сварочный ток, они могут быть следующих типов: Д151-160 (максимальный прямой ток 160 А), Д161-200 (максимальный прямой ток 200 А), В200-6 (максимальный прямой ток 200 А), В2-200-9 (максимальный прямой ток 200 А). Остальные радиоэлементы, думаю сложностей в выборе или замене не представляют.
Принцип работы
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Особенности подготовки трансформатора
Чтобы понять принцип подготовки трансформатора для самодельного сварочного полуавтомата, стоит принять во внимание, что это такое же устройство, которое эксплуатируется в микроволновой печке.
Изделие представляет собой две бобины с изолированным медным проводом. Одна обмотка – первичная, другая – вторичная. Именно оно будет служить основой самодельного инвертора.
За счет разного числа витков проволоки, вначале подача тока идет на первичную бобину, после чего посредством индукции во вторичной бобине напряжение снижается, и увеличивается сила тока.
Но если используется для изготовления инверторного сварочного полуавтомата трансформатор, изъятый из микроволновой печи, его нужно переделать.
Дело в том, что устройство способно производить напряжение большее, чем будет необходимо для работы сварочного аппарата.
Поэтому нужно сделать так, чтобы сила тока стала больше, а показатель напряжения снизился.
Здесь стоит учесть: при высокой силе тока не исключается возгорание электрода и порча металлического материала, слабый ток станет причиной ухудшенного качества сварки.
Чтобы сразу же после изготовления не пришлось делать ремонт сварочного полуавтомата, нужно сделать грамотные расчеты.
Переделывать своими руками нужно вторичную обмотку – вначале снимается старая обмотка, затем аккуратно наматывается новая, для которой нужно брать провод, покрытый слоем эмали.
Каждый виток должен укладываться один к другому, при этом нужно ремонт выполнять бережно, чтобы не нанести вред первичной обмотке.
Рассматривать толщину используемого провода и число витков здесь не будем, так как данные параметры будут зависеть от типа переделываемого трансформатора.
Но чтобы вычислить нужные параметры, можно воспользоваться онлайн-калькуляторами. Как только будет проделано нужное число витков, обмотку нужно покрыть токоизолирующим веществом.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
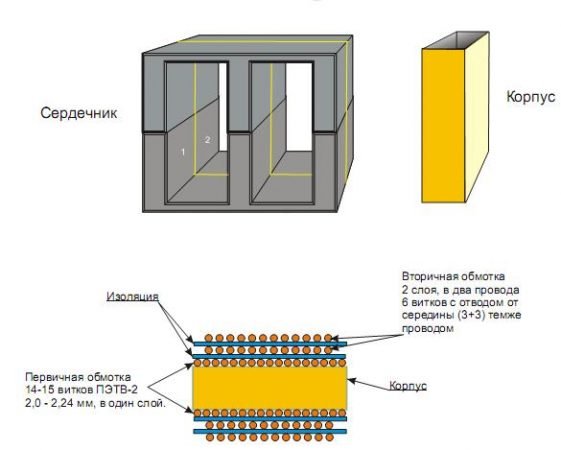
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
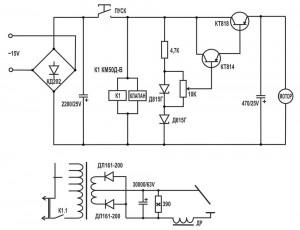
Рисунок 13 — Схема сварочного устройства
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
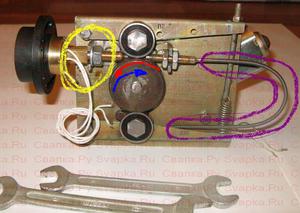
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

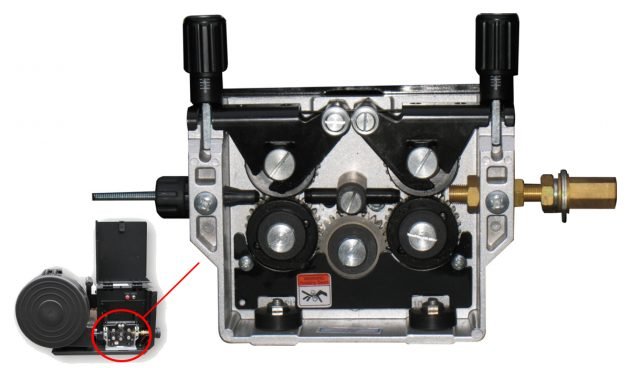
Рисунок 14 — Подающий механизм для проволоки
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
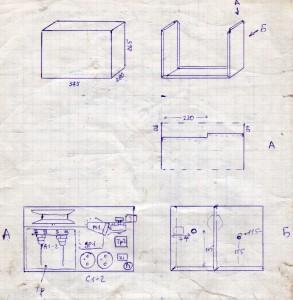
Рисунок 15 — Чертеж с размерами корпуса
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Подбор расходных материалов
Поговорим немного о расходниках, которые мы упомянули выше. Подбирая проволоку необходимо обратить внимание на две характеристики: диаметр и состав. Диаметр проволоки должен быть равен толщине металла, который вы будете варить. А состав должен совпадать с составом того же металла.
Теперь о газе. Для сварки можно использовать различные газы, но наш самодельный аппарат будет рассчитан на сварку углекислотой. У вас будет возможность варить без газа, если вы замените обычную проволоку на порошковую. Порошковая проволока не полностью металлическая, ее сердцевина состоит из флюса. Флюс при плавлении проволоки высвобождается и образует пары, которые играют роль защиты от окисления. Но мы не рекомендуем использовать порошковую проволоку постоянно, поскольку она не обеспечивает качественное формирование швов. Эта технология скорее подходит для труднодоступной сварки, чем для повседневной работы.

Мы считаем, что оптимальный набор расходников при домашней сварке — это газовый баллон с углекислотой и обычная металлическая проволока, подобранная в соответствии с параметрами детали. Кстати, вам необязательно покупать огромные баллоны по 40 литров. В продаже есть баллоны по 10 литров и даже по 5 литров. Их можно положить в багажник машины и самому отвезти на дачный участок, не мучаясь с транспортировкой не заказывая баллон у сторонних компаний.
Далее мы расскажем, как собрать полуавтомат сварочный своими руками в домашних условиях и стоит ли вообще заниматься этим, или целесообразнее купить аппарат в магазине. Обо всем по порядку.
Полуавтомат своими руками
Ниже есть видео о том, как сделать сварочный полуавтомат своими руками. Автор приводит довольно подробное описание своего самодельного полуавтомата на базе инвертора для ММА-сварки.
Основа такого самодельного полуавтомата — это сварочный инвертор для ручной дуговой сварки. Подающий механизм автор собрал буквально из подручным материалов. При этом многие компоненты можно купить недорого в интернете и не заморачиваться с самостоятельным изготовлением. Тот же сварочный рукав для полуавтомата своими руками делать нецелесообразно, гораздо проще заказать его по невысокой цене.
Ниже схема полуавтоматической сварки и схема управления сварочным полуавтоматом.
Полуавтомат сварочный своими руками: схема
 Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
Сварочный полуавтомат может быть самодельным, сделанным из инвертора. Сразу скажем, что смастерить сварочный полуавтомат из инвертора своими руками непросто, но не невозможно. Тому, кто задумал смастерить полуавтомат своими руками из инвертора, следует изучить принцип его работы, посмотреть при необходимости видео или фото, посвященные данной теме, подготовить необходимые комплектующие и оборудование.
- Как инвертор переделать в полуавтомат
- Переделываем инверторный трансформатор
- Настройка
- Использование
- Контроль правильности работы
- Когда используется полуавтомат сварочный
Как инвертор переделать в полуавтомат
Для работы понадобится:
 Инверторный аппарат, который может сформировать сварочный ток в 150 А.
Инверторный аппарат, который может сформировать сварочный ток в 150 А.- Механизм, подающий для полуавтомата (сварочную проволоку).
- Горелка.
- Шланг, через который идет сварочная проволока.
- Шланг для подачи в зону сварки защитного газа.
- Катушка со сварочной проволокой (потребуются некоторые переделки).
- Электронный блок управления.
 Инверторный аппарат, который может сформировать сварочный ток в 150 А.
Инверторный аппарат, который может сформировать сварочный ток в 150 А.Схема сварочного полуавтомата
 Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
Особое внимание уделяется переделке подающего устройства, подающего в зону сварки проволоку, которая передвигается по гибкому шлангу. Для получения качественного аккуратного сварного шва скорость подачи проволоки по гибкому шлангу и скорость ее расплавления должны соответствовать.
При сварке полуавтоматом используется проволока разного диаметра и из разных материалов, поэтому должна быть возможность регулирования скорости ее подачи. Этим занимается подающий механизм.
Наиболее распространенные диаметры проволоки в нашем случае: 0,8; 1; 1,2 и 1,6 мм. Перед сваркой проволока наматывается на катушки, являющиеся приставками, закрепляемыми нехитрыми крепежными элементами. Проволока в процессе сварки подается автоматически, благодаря чему значительно сокращается время технологической операции и повышается эффективность.
Главный элемент электронной схемы блока управления — это микроконтроллер, отвечающий за стабилизацию и регулирование сварочного тока. От этого элемента зависят параметры тока и возможность регулирования их.
Переделываем инверторный трансформатор
Полуавтомат сварочный своими руками сделать можно путем переделки трансформатора инвертора. Для приведения характеристик инверторного трансформатора в соответствии с необходимыми, он обматывается медной полосой, обматывающейся термобумагой. Обыкновенный толстый провод для этих целей не используется, потому что он будет сильно нагреваться.
Вторичная обмотка тоже переделывается. Для этого нужно:
- Намотать обмотку из трех слоев жести, из которых каждый изолируется фторопластовой лентой.
- Концы обмоток спаять друг с другом для повышения проводимости токов.
В конструктивной схеме инвертора, используемого для включения в полуавтомат, должен быть предусмотрен вентилятор для охлаждения аппарата.
Настройка
 При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
При изготовлении полуавтомата из инвертора предварительно обесточьте оборудование. Для предотвращения перегрева устройства разместите его входной и выходной выпрямители, а также силовые ключи на радиаторах.
По выполнении вышеперечисленных процедур соедините силовую часть с блоком управления и подключите его к электросети. Когда загорится индикатор подключения к сети, подключите к выходам инвертора осциллограф. С помощью осциллографа найдите электрические импульсы в 40−50 кГц. Между формированием импульсов должно проходить 1,5 мкс, и регулируется это изменением величины напряжения, поступающего на вход.
 Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Осциллограмма сварочного тока и напряжения: на обратной полярности — слева, на прямой полярности — справа
Проверьте, чтоб импульсы, которые отражаются на экране осциллографа, были прямоугольными, а фронт их составлял не больше 500 нс. Если проверяемые параметры такие как должны быть, подключите инвертор к электросети.
Ток, который поступает от выхода, должен быть не меньше 120А. Если эта величина меньше, вероятно, что в провода оборудования идет напряжение, не превышающее 100 В. В таком случае оборудование тестируется изменением силы тока (плюс постоянно контролируется напряжение на конденсаторе). Также постоянно контролируется температура внутри устройства.
После тестирования проверьте аппарат под нагрузкой: подключите к сварочным проводам реостат сопротивлением не менее 0,5 Ом. Он должен выдержать ток в 60 А. Сила тока, поступающего на сварочную горелку, контролируется амперметром. Если она не соответствует требуемому значению, величину сопротивления подбирают эмпирически.
Использование
 После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
После запуска аппарата индикатор инвертора должен высветить значение силы тока — 120 А. Если значение иное, что-то сделано неверно. На индикаторе могут высветиться восьмерки. Чаще всего это происходит из-за недостаточного напряжения в сварочных проводах. Лучше сразу определить причину этой неисправности и устранить ее. Если все правильно, индикатор корректно покажет силу тока, регулируемого специальными кнопками. Интервал регулировки тока, обеспечивающий инверторы, лежит в пределах 20−160 А.
Контроль правильности работы
Чтобы полуавтомат прослужил длительный срок, рекомендуется все время контролировать температурный режим работы инвертора. С целью контроля одновременно нажимаются две кнопки, а после температура самого горячего из радиаторов инвертора выведется на индикатор. Нормальная рабочая температура — не больше 75 ° C .
Если будет больше, кроме информации, которая выводится на индикатор, инвертор будет издавать прерывистый звук, что сразу должно насторожить. При этом (или при замыкании термодатчика) электронная схема автоматически уменьшит рабочий ток до 20А, а звуковой сигнал идти будет, пока оборудование не придет в норму. О неисправности оборудования может говорить и код ошибки (Err), который высвечивается на индикаторе инвертора.
Когда используется полуавтомат сварочный
Полуавтомат рекомендуется использовать, когда нужны точные аккуратные соединения стальных деталей. С помощью такого оборудования варят тонкий металл, что актуально, например, при ремонте кузовов автомобилей. Научиться работать с аппаратом помогут квалифицированные специалисты или обучающее видео.
Порядок изготовления сварочного полуавтомата своими руками
Умелые руки, поиск и доскональное изучение информации из книг и сети – обязательный минимум для желающего собрать полуавтомат сварочный своими руками. Профессиональная техника отличается громоздкостью и энергоёмкостью. Мобильный полуавтомат превзойдёт по возможностям обычное сварочное устройство с электродами при компактности.
Что предшествует созданию сварочного полуавтомата?
Сварочный полуавтомат работает в режиме непрерывной подачи проволоки, служащей электродом. Сварочная ванна защищается инертными газами: аргоном, углекислым газом. Вариант без использования баллонов – применяется проволока с нанесением слоя флюса для той же цели.
Необходимая величина проплава и заполнения при стыковке, нахлесте, угловом сопряжении достигается за 1 проход. Ленточная оболочка величиной 0,2–0,8 мм создаёт равные условия с газами по недоступности шва окислителю (кислороду и азоту).
Оба вида защиты шва имеют плюсы и минусы. Выбор между заменой баллонов или регулярной зачисткой сварочного шва делает пользователь. Разницы в качестве соединения деталей и конструкции полуавтомата практически нет.
Определяемся с полярностью сварочного тока. Применение в сварочном устройстве флюсовой проволоки подразумевает прямую полярность: положительный заряд идёт на массу (деталь), отрицательный – на горелку.
Изготовление самодельного полуавтомата в домашних условиях
Сборка сварочного полуавтомата своими руками на базе инвертора является предпочтительным вариантом. Сварочное устройство пригодно для создания неразъёмных соединений из чёрного металла и коррозионных сталей.
Источник питания станет основной расходной статьёй. Инвертор представляет собой электротехническое устройство по преобразованию напряжения в сторону понижения, с изменением величины тока до уровня возникновения сварочной дуги. По факту это генератор напряжения со сглаженной синусоидой.
Обязательные узлы устройства:

- Источник тока, состоящий из высокочастотного трансформатора и выпрямителя.
- Электронный модуль регулировки и управления процессом.
- Подающий проволоку механизм и бобина.
- Баллон и шланг подачи инертного газа.
- Горелка.
Самостоятельное изготовление не избавит умельца от покупки готовых элементов. Сбалансировать процессы преобразования электроэнергии, скорость подачи присадочного материала из разрозненных случайных компонентов затруднительно. Подача проволоки жёстко завязана с силой тока. Активность дуги определяет ампераж.
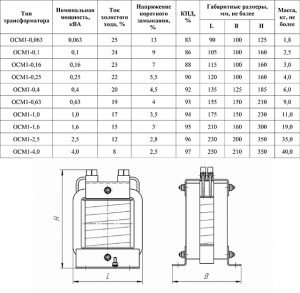
Силовой трансформатор
Опробован и показал результативную работу модернизированный 1-киловаттный ОСМ-1. Каркас катушки усиливается текстолитовой прокладкой толщиной 2 мм. В щеках выфрезеровывается прямоугольное окно 87х51,5 мм.
Провод на первичную обмотку подбирается с усиленной изоляцией, предпочтительно стекловолокном, Ø1,8 мм. Как вариант — используют эмалированный провод ПЭВ, ПЭТВ. Намотка ведётся с равномерным натяжением.
Катушку с эмальпроводом пропитайте лаком путём длительного (6–10 часов) замачивания.
Плотность укладки гарантирует помещение 224 витков (164+15х4) с прокладкой изоляции на каждый слой. Можно по старинке пользоваться термической бумагой, но тонкая стеклоткань надёжнее.
На вторичную обмотку берётся алюминиевая либо медная шина в стеклоизоляции. Расход — в пределах 8 м. Выпускается монтажный конец 30 мм, укладывается 19 витков, формируется замкнутая петля под винт М6, добавляются очередные 19 витков.
Планируете использовать сварочное устройство на крупных деталях с увеличением силы тока – добавьте на каждое плечо вторички по 3 витка.
Тестируем трансформатор в сборе. Номинал тока холостого хода — 0,5 А, напряжение на вторичной обмотке оптимально в пределах 19–26 В. Первая деталь устройства полуавтомата изготовлена.
Полуавтомат из инвертора
Полуавтомат из сварочного инвертора получим после доработок. Трансформатор обматывается 2 слоями медной шины с изоляцией рядов термобумагой, стеклотканью или фторопластовой лентой.
На вторичную обмотку делаем добавление 3 слоёв нелегированной стальной ленты в надёжной изоляции. Обе части обмотки спаиваются между собой. Токопроводность обмотки возрастает.
![]()
Профессиональное сварочное устройство получим после модернизации. Вольт-амперная характеристика инвертора неустойчива, плавает. Добиваемся выдачи на выходе постоянства напряжения.
Постоянные резисторы устанавливаются перед шунтом управления сварочным током. Получаем стабильность напряжения на выходе. Неудобство усложнения корректировки дуги устраняет переменный резистор на выходе из шунта.
Настройка регулировки напряжения дуги – привилегия профессиональных сварочных полуавтоматов. Сварщик получает выбор при переключении тумблера в режим жёсткого управления током либо напряжением.
Дроссель
Для намотки дросселя пригоден трансформатор на 0,4 кВт ОСМ-0,4. Берём эмальпровод Ø1,5–1,8 мм, Наматываем 2 слоя с прокладкой изоляции. Поверх ложатся 24 витка алюминиевой либо медной шины с выпуском концов под монтаж. Сердечник собирается с зазором 1 мм. Точность и надёжность обеспечит текстолитовая прокладка.
Покупные изделия
Сварочный полуавтомат своими руками можно собрать с привлечением готовых деталей и узлов. Трансформатор питания схемы управления рекомендуем подобрать готовый по параметрам: 24 В на выходе, ток — 6 А.
![]()
Профессиональную сварочную горелку фабричного исполнения на 180 А с евроразъёмом правильнее приобрести в специализированном магазине сварочного оборудования. Стандартная бобина с 5 кг проволоки Ø 0.8 мм ставится на подшипники без доработки. Наибольший Ø — 200 мм, посадочный — Ø 50.

Устройство подачи проволоки в сварочный полуавтомат базируется на основе электродвигателя автомобильного стеклоочистителя. Неподвижная металлическая трубка задаёт направление во избежание крутых изгибов проволоки.
С управлением подачи углекислоты в зону сварки справится электромагнитный клапан холостого хода. Загляните в магазин запчастей ВАЗ.

Автомат однофазный АЕ 16 А – переключатель питания и защиты при перегрузке. Переключатель режимов на 5 позиций ПКУ-3-12-2037. В паре с дросселем работает конденсатор для стабилизации удержания дуги. Оптимум ёмкости — 30 000 мкф. Обычно берётся набор из нескольких конденсаторов с параллельным соединением.

Силовые тиристорные ключи берутся на 200 А, устанавливаются на радиаторы. Усиление теплоотдачи касается и выпрямителей на входе и выходе. Задача установленного в точке максимума температуры термодатчика — не допустить локальный нагрев до 75 0 С.
Настройка полуавтоматического сварочного устройства
Блок управления и силовая часть установлены в металлический корпус с перфорацией. Проверена правильность соединений. Запитываем сварочный полуавтомат к сети и проверяем формирование импульсов осциллографом.
Коррекцией входного напряжения подбираем режим пульсации частотой 40–50 кГц. Периодичность появления импульсов — 1,5 мкс. Кривую импульсов приближают к расширенному виду, напоминающему прямоугольник.
Минимальная сила тока на выходе должна превышать значение 120 А. Меньшая величина означает недостаток в подаче напряжения. Проверка под нагрузкой реостатом сопротивлением более 0,5 Ом — последняя стадия.
Технические параметры сварочного устройства:
- Сетевое напряжение – 220 В.
- Максимум потребления энергии – 3 кВт.
- Режим использования – повторно-кратковременный.
- Диапазон изменения величины сварочного тока – 25–160 А.
- Рабочее напряжение – 19–26 В.
Видео по теме: Обзор сварочного полуавтомата своими руками
Изготовление лайтбокса для предметной съемки своими руками за полчаса
Увлечение фотографией — достаточно дорогостоящее удовольствие. Предметная фотография всегда была востребованной, например, в фотобанках, а также актуальна для тех, кто увлекается хендмейдом и хочет показать свои работы во всей красе. Для качественной предметной съемки вам потребуется лайтбокс, который легко сделать своими руками.
Лайтбокс смешивает и рассеивает направленный свет, который формируется световыми приборами, создавая бестеневой рисунок предмета и концентрируя внимание зрителя непосредственно на объекте. Его назначение вполне ясно, а процесс изготовления своими руками довольно прост и занимает не больше получаса.

Для изготовления лайтбокса нам понадобится:
- картонная коробка
- лист ватмана (размер зависит от величины коробки)
- скотч
- клей (карандашный или ПВА)
- линейка
- бумажный нож и ножницы
- бумага для флипчарта
- 2 светильника-прищепки
- 2 энергосберегающие лампы белого света

Делаем лайтбокс своими руками
Берем картонную коробку. Размер зависит от предметов, которые вы будете фотографировать в лайтбоксе.

Обрезаем лишнее с помощью ножниц и канцелярского ножа.

У нас получается такая конструкция.

Обрезаем ватман, если он слишком большой для коробки.

Убедившись, что силовые кнопки плохо держат ватман, мы решили воспользоваться клеем и скотчем, несмотря на то, что конструкцию нельзя будет разобрать.

Крепим ватман на любой клей, либо скотчем.

Конструкция уже становится похожей на лайтбокс.

Обрезаем бумагу для флипчарта. Она достаточно тонкая, чтобы пропускать свет.
Совет: Вы можете использовать любой светорассеивающий материал, например, скатерть.

Накрываем ей прорезы в коробке.



Можно использовать обычные светильники-прищепки, купив к ним энергосберегающие лампы белого света.

Также можно использовать бытовые галогенные прожекторы. Но если лайтбокс небольшой, достаточно будет настольных ламп с гибкой ножкой.

Имейте в виду, что галогенные прожекторы быстро нагреваются, можно обжечь руки или спалить квартиру. Поэтому не оставляйте их включенными на длительное время.

Теперь можно приступать к предметной съемке. Результат наших усилий:
Лайткуб (Фотобокс, Лайтбокс) своими руками за 300р
Допустим, вы хотите сделать качественные фотографии гаджета для обзора или вас интересует предметная съемка в домашних условиях, но под рукой лишь недорогая мыльница. Как быть? Вам нужен лайткуб! О том, как я сделал свой недорогой, но прочный лайткуб, примеры фоток и многое другое – под катом.
Что это?
Лайткуб – это конструкция из пластиковых/металлических рам в виде куба, на стороны которого натянута полупрозрачная рассеивающая ткань. Дно и задняя стенка такого куба являются «предметным» столом. Выглядит это примерно так:
Зачем?
Причины могут быть самыми разными:
• Нравятся фотографии на белом фоне
• Хочется иметь свою «мини-студию»
• Интересует предметная /макросъемка
• Условия в квартире не позволяют добиться качественных фото
• Нравится работать руками
Я решил сделать лайтбокс, потому что хотел получить качественные фотографии, но в моей квартире совершенно неподходящие для этого условия – она «темная», солнце практически не попадает в нее. При комнатном освещении фотографии редко получались хорошими. Лайтбокс решил все эти проблемы.
Почему именно такой?
В сети можно найти множество статей о том, как можно сделать свой лайткуб из картонной коробки. И у меня был такой куб.
Сначала мне все в нем нравилось, но постепенно стали появляться минусы: быстрота изготовления негативно сказывается на продолжительности жизни, периодически не хватает размеров лайтбокса (мой прошлый «куб» имел размеры 35*35*40 см), картонный скелет легко повредить при замене «рассеивателей» и предметного стола (они рвутся и пачкаются со временем).
Поэтому решил заменить скелет «куба» на более прочный, и сделать его таких размеров, каких мне надо, а не отталкиваться от того, какого размера у меня есть картонные коробки.
Конструкция
Идея сделать скелет из короба для проводов пришла спонтанно во время посещения хозяйственного магазина — для своего «куба» я взял 3 палки по 2 метра в длину.

Для создания лайтбокса понадобится
• Ватман
• Короба для проводов
• Гофрированная бумага
• Двухсторонний скотч
• Маленькие гвоздики
20р, Гофрированная бумага
На фотографии в начале прошлого раздела можно увидеть 2 лампы и 2 светильника. У меня до этого был настольный светильник и светильник «прищепка», но у них были разные цоколи. Решил докупить вторую такую же «прищепку» и взять две энергосберегающие лампы – 23W (соответствует 160W для лампы накаливания), 4200К (яркий белый свет). Такие 2 светильника и 2 лампы обойдутся в 800-900р.
Сборка
Сразу оговорюсь – я не претендую на оптимальность конструкции, потому что как соединять грани «куба» между собой я решал «на ходу». Но то, что получилось в итоге, мне понравилось, и я решил об этом рассказать.
Короба были разрезаны следующим образом: 4 штуки по 50cм и 8 штук по 35см (именно такие размеры лайтбокса мне показались оптимальными для использования/хранения):
Для того чтобы соединить «палки» между собой, я использовал особенность коробов – полую конструкцию:

А места соединения закреплял небольшими гвоздиками:

Сначала сделал боковые стороны:
А потом снова использовал полую конструкцию коробов для сооружения основания:

Спустя некоторое время был готов скелет:

Когда я скрепил все палки вместе и получил параллелепипед, то решил добавить на заднюю стенку две растяжки для увеличения прочности и устойчивости. Растяжки делал из оставшихся частей. Также добавил одну «рейку» на дно, чтобы будущее днище из картона не провисало вниз.
После приделал днище и наклеил ватман (чтобы получился «предметный стол»):

В конце приклеил по бокам и сверху лайтбокса гофрированную бумагу:

Все, лайтбокс готов. При своих больших размерах лайтбокс получился прочным – не шатается и не прогибается. Ради эксперимента пару раз «случайно» уронил конструкцию со стола – скелет остался цел, даже бумагу с боковых сторон не пришлось менять. А раз при таких размерах лайтбокс получился вполне прочный, то будь он поменьше, скажем 20х20х20см – то он был бы еще прочнее. И такой фотобокс легко сделать тех размеров, каких вам захочется.
Результат
«Рабочее» состояние лайтбокса:
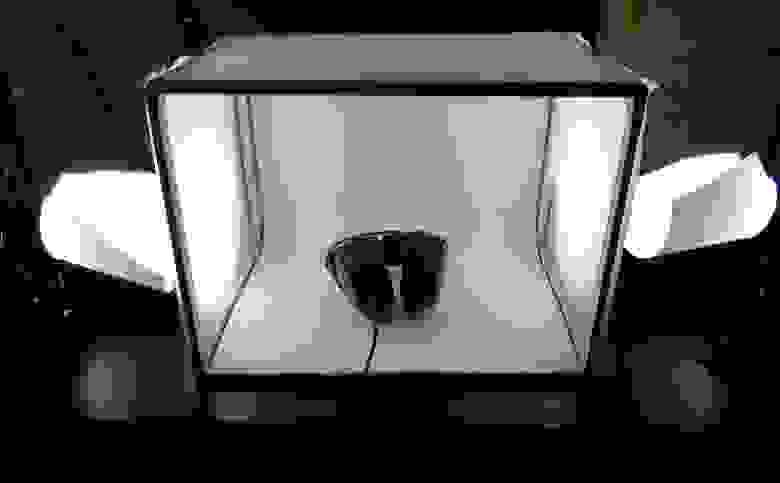
Купленные лампочки заметно «вылезают» из корпуса светильника, потому я сделал «продолжение» корпуса из бумаги, для лучшей фокусировки света на лайтбоксе, а также для предотвращения попадания прямых лучей в глаза.
Примеры полученных фотографий
Уже пару лет моим фотоаппаратом является Nikon Coolpix L110 (бюджетный гиперзум). Все фотки делались с помощью него.










Итого
Получился недорогой, но прочный лайтбокс, цена которого всего лишь 300р. Надеюсь, кому-нибудь эта статья пригодится.
Лайтбокс своими руками или делаем качественное фото на обзоры


Содержание
Содержание
Хочешь, чтобы твой обзор было приятно читать — сделай хорошие фотографии. Хочешь продать товар — сделай хорошие фотографии. Звучит очевидно, а на практике непонятно. Мастхев для предметной фотографии — лайтбокс. В этом материале попытаемся собрать долговечный и качественный лайтбокс своими руками.
В условиях фотостудии можно обойтись и без лайтбокса. Но тогда у вас наверняка есть фотофоны и пара мощных софтбоксов. А вот если вы собираетесь делать снимки дома или вы ограничены в площади, то лайтбокс вне конкуренции. Купить его несложно. Но можно же сделать своими руками. Это и интереснее, и бюджетнее.

Самый простой и дешевый вариант — сделать каркас из картонной коробки. Но такой лайтбокс неудобно хранить и легко повредить. Мы же будем делать более долговечный и прочный лайтбокс. Для создания лайтбокса своими руками не нужно иметь каких-то определенных навыков и знаний, собрать его сможет абсолютно каждый. И понадобится нам вот что.
Видеообзор
На видео вы увидите, как легко и просто собрать лайткуб своими руками.
Материалы

-
Основание куба будет выполнено из ПВХ труб 20 мм, и это самый недорогой вариант. Куб, выполненный из труб, имеет достаточную жесткость.

В качестве основания для объкетаобъекта съемки лучше использовать белоснежную бумагу. Самым недорогим вариантом будет бумага для флипчата (большие блокноты используемые для презентаций) — недорого и сразу несколько листов. В случае, если вы замарали или замяли бумагу, можно быстро и просто ее поменять. Либо можно использовать лист бумаги формата А1 (размер ватманского листа).


Если у вас еще нет никаких ламп, есть отличные бюджетные варианты:
Недорогой светильник позволит закрепить лампу на каркасе и направить свет в нужное место. А используя мощные светодиодные лампочки, вы сможете достаточно осветить объект вашей съемки через кальку.
Используйте одинаковые лампочки как по мощности свечения, так и по цветовой температуре (лучше использовать нейтральный или холодный цвет). Производитель должен быть тоже один!
Инструменты
Чтобы сделать технологические пропилы нам понадобится либо пилка по металлу (процесс займет больше времени), либо электрический лобзик (пара минут и все готово).

Нарезать трубу помогут специальные ножницы для ПВХ труб. Но вы можете нарезать трубы прямо с магазине при покупке — либо сами в отделе упаковки товара, попросить сотрудников после оплаты.

Процесс работы
Если вы не нарезали трубу в магазине, то придется это делать самим. Можно пилить пилкой или лобзиком, но лучше использовать специальные ножницы.

Для соединения ПВХ труб и тройников используются специальные сварочные аппараты. Но такое оборудование есть далеко не у всех. Также пайка нам не подходит, потому что пластик соединяется за счет расплавления. А мы хотим сделать разборную конструкцию, более удобную для хранения. Именно поэтому внешний диаметр трубы у нас больше, чем внутренний у тройника. Просто так, на холодную, их не соединить.

Для того, чтобы можно было соединить трубу с тройником, необходимо сделать по одному надрезу поперек трубы с каждой стороны. Необходимо сделать пропил длиной 1,5-2 см. Больше не нужно. Но если случайно пропилите больше — ничего страшного.
Лобзиком такие пропилы делаются за секунду. За это время даже пластиковая стружка успевает расплавиться. Просто и быстро.

Аккуратность пропила особого значения не имеет. Просто старайтесь делать его посередине. После того, как все отрезки пропилены с двух сторон, можно приступать к сборке.
Сборка
За счет пропила трубы можно уменьшить внешний диаметр и вставить трубу в тройник. Необходимо приложить усилие и вставить трубу до упора. Чтобы было легче, вращайте ее. Вот так выглядит соединение труб. Крепкое и надежное.
Трубы в некоторых местах имеют маркировку, поэтому при сборке следите, чтобы все надписи оказались с внешней стороны. Иначе они могут отразиться на объекте съемки.
Конструкция лайтбокса собирается быстро и просто: начинаем с одного угла и потихоньку собираем полностью.

Каркас лайтбокса готов! Можно смело перемещать его с места на место и браться за любую грань, не боясь, что соединения разомкнутся.

Замеряем ширину стороны нашего куба, после чего нарезаем бумажное основание и кальку. Ширину бумаги определяем замером по трубе между тройниками. Длина внутреннего листа должна быть чуть меньше суммы двух сторон. Далее измеряем габариты куба по внешней стороне и добавляем к полученному значению примерно 30 см запаса. Излишки можно будет подогнуть под куб.

Все материалы крепим при помощи прищепок.
Так выглядит наш лайткуб с основанием, но без кальки.

Оборачиваем кальку с трех сторон и крепим тоже на прищепки. Получается вот такая конструкция, готовая к использованию.

Если вам приходится делать снимки сверху объекта, то из кальки нужно сделать три квадратных отрезка со стороной больше куба на 10 см (по 5 см с каждой стороны), которые также крепим прищепками. Но при этом на кальке верхней грани делаем отверстие для съемки.
Собрать лайтбокс несложно, а вот выставить и настроить свет — это самое важное в фотографии.
Пример использования одной настольной лампы с подсветкой с одной стороны. Для хорошей картинки лучше использовать две лампы, слева и справа лайткуба.

При использовании одного источника сверху картина меняется в лучшую сторону, но все равно света недостаточно. Фотографировать объекты так можно, но придется использовать большую выдержку, а при съемке с рук фото будут нечеткими.

На фото ниже пример использования разных источников света по цветовой температуре. На фоне лайтбокса точно также видим различия. При такой съемке у вас уйдет слишком много времени на коррекцию, а цвет объекта будет отличаться с разных сторон. ТАК ДЕЛАТЬ НЕЛЬЗЯ!

Я использую два фотозонта на стойках с люминесцентными лампами по 75 Вт. Это недорогой и достаточно яркий вариант света. Если позволяет бюджет, лучше использовать специальные светодионые осветители.

Закрепляем лампы на конструкцию куба, а два зонта ставим по бокам. Теперь приступаем к съемкам. По фото вам может показаться, что света внутри лайтбокса недостаточно, но как только вы поместите объект съемки внутрь и сделаете снимок, все вопросы отпадут.
Фотографируем в лайтбоксе
Фото ниже сделано без коррекции, с двумя зонтами на стойках по бокам, на простом листе бумаги. Видим достаточно заметную тень. Убрать тень будет проблемно, к тому же объект съемки вылез за пределы белого фона.

Следующее фото сделано с теми же настройками, что и предыдущий кадр, но уже в лайтбоксе. Никаких постобработок не было сделано. Также видим и отличающуюся цветовую температуру из-за рассеивания калькой.

Фото в лайткубе до и после обработки:
Фото без лайтбокса с обработкой. Тень все равно присутствует на кадре.
Съемка в лайтбоксе с последующей обработкой:
Еще один плюс работы с лайтбоксом — съемка бликующих предметов. При съемке объектов, которые имеют глянцевую поверхность, без лайтбоксов мы получаем отражение наших зонтов, где отчетливо видно источник света (лампочку) и спицы зонта. В лайтбоксе же мы видим отражение моей слегка помятой кальки. И такое изображение куда приятнее.
А вот такой кадр можно получить без последующего редактирования, если заранее выставить на фотоаппарате экспозицию и установить баланс белого по белому листу.

Более подробно о предметной съемке, как правильно выставить свет и получить крутой снимок, можно прочитать здесь.
Итоги
В разобранном состоянии лайтбокс не занимает много места и легко поместится в небольшую сумку или даже продовольственный пакет из супермаркета.

Самодельный лайтбокс получился крепким и универсальным. Докупив трубы большей/меньшей длины, вы можете масштабировать каркас и использовать его для больших по размеру объектов. Для этого не придется докупать что-то новое, за исключением фона и кальки. Самодельный софтбокс — это недорого и просто в сборке.
Теперь давайте поведем итоги по стоимости нашего лайткуба:
Конструкция
- Труба 20 мм 2 м х 3 шт. (режем отрезками по 50 см) — 126,00 руб.
- Тройники двухплоскостные (для трубы 20 мм) х 8 шт. — 128,00 руб.
- Бумага для фона (ватман А1) — 30,00 руб.
- Калька 640 мм х 10 м — 180,00 руб.
- Прищепки — 69,00 руб.
- Итого получили всего 533,00 рубля и ничего не пришлось паять.
Освещение
Умножаем все на три для большего света в кадре и получаем 1800 руб. На начальном этапе для тех, кто не располагает достаточной суммой для покупки студийного/постоянного света этот вариант оптимален.
Плюсы:
- Доступность материалов
- Цена конструкции
- Простота изготовления
- Легкость сборки
- Сборная/разборная конструкция
- Удобство переноски
- Простая и недорогая трансформация размера
Минусы:
- Необходимы мощные источники света (как и для любого софтбокса)





